
汽车制动油管几个问题的探讨
2012-01-16 12:46王磊
天津职业院校联合学报 2012年5期
王 磊
(天津市油管厂,天津市 300110)
汽车在行驶的过程中,制动油管起到刹车的作用,如果油管破损,发生漏油的现象,会导致刹车失灵,出现人身伤亡,故汽车制动油管在整车来说是列入“安全件”的行列。汽车制动油管全部暴露在空气中,尤其是在大雪后的盐雾对它进行着腐蚀,所以制动油管的材料、管内外表面的保护、管子的相互联接方式都是比较重要的问题。
一、汽车制动油管管材的选择:
目前,制动油管采用的是各国通用双层镀铜钎焊管。这种管子在美国称为邦迪管(Bundy),始于1935年的专利,1942年得到目前所用制造方法的专利权,后来出现了澳大利亚(1751-1975)铜焊钢管,1987年5月6日中国河北省秦皇岛市经济技术开发区的第一家中外合资钢管企业形成年产邦迪管5000吨以及相当数量的电冰箱丝管式冷凝器和各种汽车用管成型件的生产能力。这种邦迪焊管(Bundyweld Tube)又称为双层卷焊管。它是采用了双面镀铜铜带,经卷轧成管形送入还原性焊炉,利用铜沿双层管壁间的结合面360°钎焊而成。这种管子具有以下的优点:
1.具有良好的抗震动,抗疲劳性能;2.有较高的爆破强度(1100kg/mm2);3.具有较强的防渗漏性;4.清洁的内表面(内表面残留物≯0.05克/㎡);5.理想的焊接性能;6.适应于多种类型的管加工;7.管材尺寸精度高,价格低廉。
这种管材已被广泛用于制冷和家电中,如冷凝器、蒸发器、防露管、压缩机管件、电热元件套管等。
目前,在汽车工业中,普遍使用了双层卷焊管,也可以用来制作油管、真空管、制动管、燃料管、离合器管、线束导管、空调管路、气化气体管路,还可以用作柴油机高压喷射管。通常提供给汽车工业的管件,以热镀铅锡合金作为防腐涂层,对于汽车底盘上制动油管,考虑在行驶的道路上除雪过程中产生的盐雾的侵袭和腐蚀,需在管表面涂PVF或更好的保护层。
二、制动油管检验:
当前规范性制动油管检验通常进行以下14项内容。
1.化学成份(选用碳素结构钢C、Mn、S、P)标准
2.机械性能(抗拉强度、屈服点、伸长率、硬度HV)
3.涡流探伤(涡流探伤仪)无损探伤
4.几何尺寸(外径、内径千分尺、卡尺、盒尺)
5.弯曲试验(管子外径的3倍为心轴弯曲360°,无明显的扁平变形)
6.扩口试验(1/10锥度冲头,内径扩至1.2倍无裂纹开焊)
7.内壁清洁度(<0.160g/㎡、1.67mg/M、L=10m)
8.耐压试验(90 MPa/60s无渗漏变形)
9.内径检测(内径千分尺,光滑塞规)
10.压扁试验(压制管壁的3倍距离观察有无裂纹)
11.压扁弯曲试验(90°后伸直,查有无裂纹)
12.对于管材外有保护层的硬度试验(洛氏硬度试验,在洛氏30T下进行测定)
13.金相分析(观察其焊接状态,用显微镜检测其镀层厚度)
14.盐雾试验(主要测试它的管表面耐腐蚀能力)
例如:热浸镀铅锡合金、电镀锌管,根据不同的要求,镀锌厚度不同一般按下表:
参照JASO M101-75

图1

镀层种类 制定基准(h)产品腐蚀生物时间 产生铁锈的时间镀层 8μ 72 192镀层 13μ电镀锌72 288镀层 25μ 72 480热镀铅锡合金 镀层 6μ 24小时内每50mm2产生的铁锈(红锈)在5点以下
如果对制动油管管材的检测合格了,下面就是加工问题。
三、汽车制动油管的加工:
(一)备料
1.首先是按油管总成需要的展开长度进行切断,一般采用无齿锯进行。
2.管子两端均需去毛刺、平端面、内外倒角,通常采用人工的方法在砂轮上操作,而且是单序的加工方法,既浪费工时,又不易掌握,在这里不防提出一种多功能双斜边刃口的刀片来加工管材的两端,一次可以完成内外倒角、平端面,可提高功效3倍以上。
(二)加工方法:
有两种:第一,刀片旋转,管子不动
第二,管子旋转,刀片不动
两种方法均能达到预期的效果。
1.刀片的几何角度:
AB-刃口深度(2倍管口倒角深度)
CD-管壁中心线之距
CE-刀片厚度
DE-刀片两刃口加工时的位移距离

图2
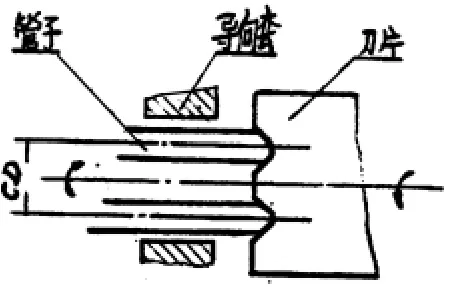
图3

刀片后角为10°-15°
刀片材料:一般用W18C8V或硬质合金钢。
加工时,两内侧刃口完成管口的内倒角
两对侧刃口的对倒角
底刃同时完成管口的平面切削
(关于管口倒角为非45°时仍可根据上述的公式求出DE尺寸)
2.刀片的刃磨:
(1)刀片刃磨时,首先确定刀片的厚度t(即为CE尺寸)
刀片的外形尺寸一般可选为矩形且可两面开刃
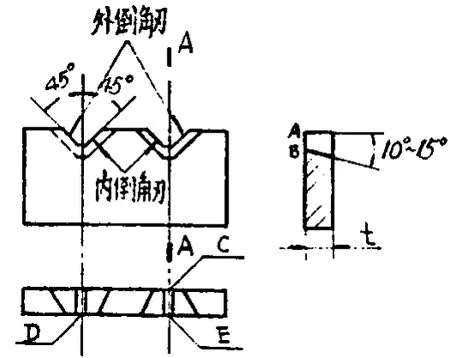
图4
(2)砂轮的选用:一般使用双斜边二号,代号为PSX2砂轮。
(3)刃磨工装:
(4)刃磨方法:
首先把刀片放在刀片夹具上夹紧、安装在弯板胎具的一个10°位置上压紧后,刃磨出第一个刃口。
然后,再将刀片夹具放入另一个10°位置上,将弯板胎具移动DE尺寸刃磨第二个刃口。
为了保证两刃口深度一致,可用机床升降手柄的刻度控制,如果为了更精确些,可以用百分表进行校对加工。
3.管材的头部加工
管头有两种形式:

图5

图6
(1)单层扩口

图7
(2)双翻边扩口

图8
但在实际中,采用双翻边的喇叭口最多。
(3)喇叭口的90°扩口很重要,图中90°±30’必须由模具保证模具材料:硬质合金,加工后的锥面必须光滑、平整、粗糙度有较严格的要求,加工设备要求精度高。
(4)喇叭口锥面相对于轴线的同轴度是一个很关键的问题(因加工时两次装卡完成),它的精度将影响以后的密封问题,所以要严格控制(通常可用分度头检测)。
(5)其余部分尺寸,按标准执行
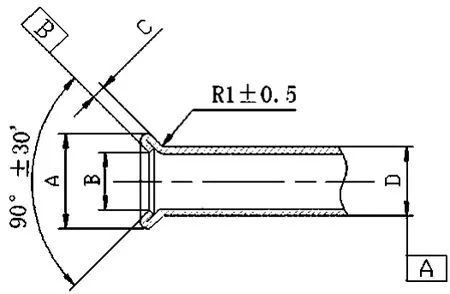
图9
4.管接头的加工

图10

图11
(1)接头的螺纹-6g精度,加工方法可采用滚压,车削。
(2)接头的端部90°小锥面是与管端的外锥面相接触
管接头的外螺纹拧入内螺纹时,接头将对管端锥面形成一定的压力。这个压力的作用将在下面陈述。
5.接头的装配:当管子加工好一端时,需装配2个接头后,再加工另一端,而装配方向是相反的,这种管体一般称直管,如图12所示。

图12

图13
6.直管的弯形:
汽车底盘的制动油管,盘旋在各种各样形状的部件周围,它要求的是空间状态的弯曲,是360°空间任意角度的弯曲,而不是在一个平面上的弯曲加工,这给加工带来许多困难和不便,通常用手工捼弯模具进行,但模具需具有空间角度概念。自引进技术的开展,数控弯管机的应用,给加工制动油管带来了方便,且加工精度高、质量好、效率高。
7.最后探讨的一个问题,我认为是汽车制动油管在行驶中,油泄漏的问题,这也是对一个安全件来说,最关键的问题,影响它的因素有:
(1)制动油管端部内锥90°,前面已阐述过。
(2)管接头的外螺纹与端部小锥面的加工也同样提过。
(3)接头端面小锥面与管头外锥面接触,在外螺纹拧入内螺纹时产生压力,这个压力将产生密封结果。
(4)我们分析一下这个密封原理是怎样产生的呢?
当管接头小锥孔推动管端内锥90°与泵体(或是三通……),外锥台产生挤压(外锥台的角度一般采用是84°—86°),那么管端内锥面90°与锥台84°之间形成了角度差。这个角度差在挤压的作用下形成了在360°圆周上无数点,这无数点而形成的一条圆线,这就是密封线,也就是制动油管在与其它相关件联接后能畅通输油而不泄漏的原因。
但是为什么有时会产生泄漏呢,而且泄漏又是很重要的问题,在这个问题上,笔者认为有几点分析的意见:第一,管端锥面的加工,同轴度的保证。第二,泵体或通的外锥台的加工,也有一个内螺纹与外锥面同轴度的加工问题。第三,管端内锥面与泵体的外锥面光洁平整(即粗糙度)的问题,都会影响360°圆周上密封线的形成。第四,泵体上的内螺纹在攻丝时,是否丝锥在内孔中全部通过,保证内螺纹的有效长度,让管接头外螺纹全部通过,对管头的90°内锥面和锥台的外锥面能产生一定的挤压力,而形成良好的圆线密封,保证在汽车行驶过程中输油畅通,不发生泄漏的现象。
猜你喜欢
金刚石与磨料磨具工程(2021年5期)2021-11-06
合成树脂及塑料(2021年1期)2021-01-13
哈尔滨工业大学学报(2020年1期)2020-12-21
中国设备工程(2020年3期)2020-03-27
中国设备工程(2020年19期)2020-01-20
汽车实用技术(2019年21期)2019-11-22
中国特种设备安全(2019年5期)2019-07-16
汽车实用技术(2019年7期)2019-04-18
制造技术与机床(2017年7期)2018-01-19
山东工业技术(2016年15期)2016-12-01
