提高干熄焦斜道区支柱砖使用寿命的浅见
2012-01-15 04:41周发兵
四川建筑 2012年4期
周发兵
(中国五冶集团有限公司,四川成都 610000)
提高干熄焦斜道区支柱砖使用寿命的浅见
周发兵
(中国五冶集团有限公司,四川成都 610000)
文章介绍了干熄焦斜道区支柱砖施工中,在耐材选用、预砌筑、正式砌筑等方面采用的质量控制措施,有效的提高了支柱砖的工作寿命。
干熄炉斜道区; 支柱砖寿命; 砌筑质量
干熄焦工程对减少环境污染、节省水资源、能源再利用和提高焦炭质量具有重要作用和意义。近年来干熄焦在全国逐步推广,但干熄焦斜道区支柱砖在生产中首先出现拉裂、剥落等问题(图1),损毁严重后迫使干熄炉停产检修,造成需停炉检修的经济损失。如八钢、攀钢等干熄炉均在投产一年内发生过斜道区耐火材料的裂纹、断裂、损毁而被迫停产检修。
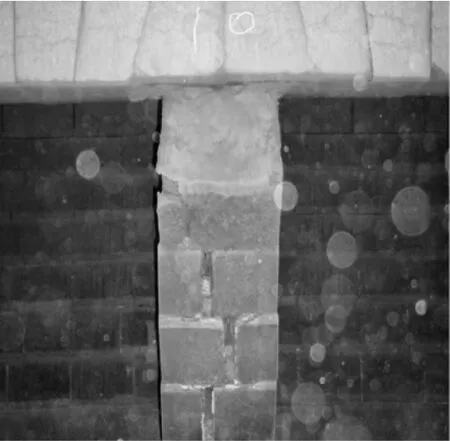
图1 干熄炉斜道区牛腿的破损情况
因此支柱砖的施工质量直接关系到干熄焦炉的使用寿命和生产效能。根据干熄焦生产工艺环境和目前设计院的设计要求,我公司总结以往的施工经验,施工阶段在材料选用、预砌筑、正式砌筑等几个方面对砌筑质量进行控制,有效的延长了斜道支柱砖的生产使用寿命。
保证干熄炉斜道区支柱砖施工质量的措施有四点。
1 支柱砖耐火材料质量的控制措施
目前,干熄炉斜道区耐火材料大多采用莫来石碳化硅砖及配套胶泥,但在使用中仍存在一些问题。为此,我公司在斜道区耐火材料选用采取了以下措施,有效地保证了干熄炉斜道区耐火材料的质量。
(1)重视原材料的纯净度和理化指标。生产莫来石碳化硅砖及配套胶泥的主要原料应该有很高的纯净度,很好的活性,宏观有很好的颗粒形状,微观组织结晶均匀、结晶相和晶粒形状要好,并成网状结构。因此我们要求耐材供货厂家生产莫来石碳化硅砖使用电熔莫来石、97碳化硅、超细α-Al2O3等原料,生产的莫来石碳化硅砖既能达到设计要求,又能满足实际生产的需要,取得了理想的使用效果。
(2)用压机制砖,严把质检关。要求耐材供货厂家生产该部位的莫来石碳化硅砖须使用了1 000 t以上的压机生产,以保证砖结构的均匀性。在耐材供货厂家发货前,驻厂检查耐材,若发现砖的尺寸、表面、理化指标不合格,坚决拒绝装运发货,要求厂家重新生产、检测,有效地保证了产品的质量。
(3)对于耐火胶泥,主要是严格控制其细度,保证其粘结强度,使之与砖更好的配套。
2 预砌筑质量控制
预砌筑一般分为生产厂家预砌筑和现场施工砌筑。在该部位的耐材生产后,我们就派技术人员到生产厂进行预砌筑,检验砖型设计和耐材生产情况,并对拟采用的胶泥的工作性能进行检验,对出现的问题提早解决,并制定了砌筑质量控制技术措施,有力的保障正式砌筑的施工质量。
3 严格控制砌筑质量
3.1 泥浆的试验和搅拌使用
砌筑前,应根据砌筑环境温度情况,泥浆使用按说明书的要求进行试验确定胶泥的稠度和加磷酸盐溶液量,搅拌程序先加入粉料和添加剂干拌后,边加磷酸盐溶液使其搅拌均匀,按规定所需稠度控制加量,再均匀搅拌,在泥浆为糊状,无泥团、无疙瘩后须继续搅拌3 min以上保证泥浆充分融合均匀方可使用。所有搅拌好的泥浆应及时使用完,不得在下一班再使用;搅拌完成的泥浆不得受霜冻和雨淋,应作适当的保温,规范要求在5℃以上使用,但实际操作我们要求在8℃以上作业。低于8℃我们采用炉内燃烧焦炭、蒸汽管道保温、双向空调保温。坚决杜绝因赶工期及其他因素降低砌筑的要求,并综合考虑天气因素,尽量在夏秋季砌筑。
3.2 干熄炉砌筑
干熄炉砌筑是竖窑式结构,从斜道区开始就是变角度承载,应充分考虑承重的合理性及火泥在常温下24 h后的硬化和耐压强度。施工时往往为赶工期而忽略了这一点,砌筑中极容易产生位移和滑动,使每个牛腿受力不均匀,斜道的整体受力均匀性降低。因此,在砌筑时,必须严格管理,规范砌筑,均匀分配支撑牛腿的中心及圆周分布角度。
(1)施工测量放线控制。直筒部砌筑专检合格后,搭测量架,以熄焦室与一次除尘器间纵向中心为基准,在罐壳上分出0°、90°、180°、270°的分度线,放每个牛腿中心线(图2),用角尺将其竖直返在内环砖上。
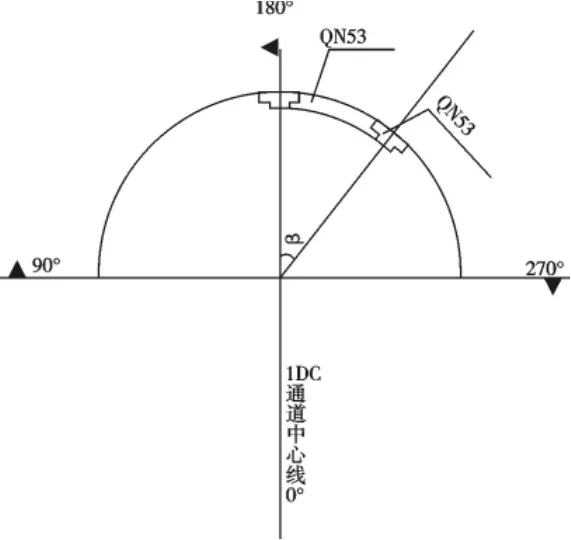
图2 支柱砖分度线定位图
(2)将第一层牛腿砖用铅笔分中,砌筑时将此砖中线与牛腿中心线对齐,并拉线砌筑。先干排调整或加工砖使其符合施工要求。施工流程: 安中心轮杆 → 放标高控制点→莫来石碳化硅AT→莫来石粘土砖AM→粘土砖BN→隔热砖AR→ 纤维毡 →浇注料。
莫来石碳化硅砖砌筑前,先在砖表面画出中心线,再根据分度线从中心轮杆拉线砌筑完莫来石碳化硅砖,随后砌中间填心砖。莫来石碳化硅砖逐渐向炉内延伸,要防止倾斜,砌时用水平尺控制水平。因莫来石碳化硅砖离标高控制点(罐壳上)有一段距离,砌时用2m靠尺上放水平尺的方法控制标高。粘土砖要严格控制上表面与莫来石碳化硅砖平。粘土砖与隔热砖之间的底灰用BN火泥,立缝用隔热火泥。砌隔热砖、粘贴纤维毡、填浇注料均应注意控制标高。
(3)在砌筑过程中,还要严格掌握灰缝误差(±0.5mm),泥浆一定要饱满,合理控制好砖缝及水平度,发现倾斜及扭曲现象应立即停止砌筑,及时调整。图3为砌筑中控制支柱砖的水平度,水平度控制在0.3mm以内。
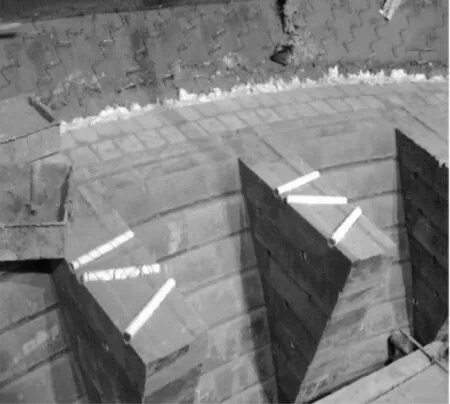
图3 支柱砖水平度控制
应合理控制工期,每天砌筑一层,保证泥浆的冷态强度,砌完后应干燥三天,保证强度,确保斜道区形成整体,从而提高承重的均匀与强度,保证生产时各支柱体处于最佳工作性能状态(图4)。
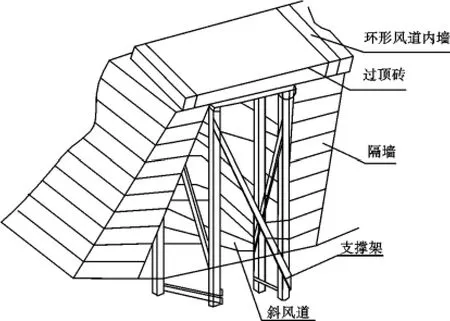
图4 干熄炉内衬

图5 斜风道口过顶砖临时支撑
(4)牛腿过顶砖砌筑前,应由木工把支撑器固定好,才能砌过顶砖(图5)。
斜道支柱砖砌筑质量控制要点:①牛腿每层向炉内支出37mm。灰缝大小为3mm,灰缝必须控制在±0.5mm以内。②斜风道支腿的两层过顶必须锁死,每隔20°留设一个锁砖。砌筑完成后,均匀的打入锁砖。方法为在砖上垫设木方,使用二锤敲打锁死。
通过以上措施,支柱砖砌体各块砖和灰缝严密结合,形成良好的结构体,在骤冷骤热的生产工况下,整个结构保持稳定均衡的应力作用下,砌体不易变形、开裂。
4 合理安排干熄炉烘炉计划
烘炉是保证干熄炉耐火材料使用寿命的重要因素。通常,耐火材料是有一定水分的,干熄炉在投产前,一定要把砌体中的大部分水排除出去,通常是从耐火材料的表面蒸发,蒸发速度随耐火材料中的水分降低而降低。在烘炉初期,一定要严格控制升温速度,一般每1 h的升温速度应控制在10℃左右,最高不超过20℃。严禁出现温度波动,还必须保证足够的保温时间。保证第一次投红焦时,砌体不会剧烈相变膨胀,灰缝泥浆和砖体之间保持严密的结合。
我公司在干熄炉用耐火材料砌筑、烘炉各个环节中,严格贯彻执行了上述措施,有效地保证了干熄炉耐支柱砖的砌筑质量,一定程度上延长了干熄炉在斜道支柱砖的检修期,提高了干熄炉的工作效能,得到了八钢、攀钢等用户的好评。
TU754.1
B
[定稿日期]2012-04-20
猜你喜欢
陶瓷学报(2020年6期)2021-01-26
建筑施工(2020年4期)2020-08-07
山东陶瓷(2020年5期)2020-03-19
陶瓷学报(2019年6期)2019-10-27
陶瓷学报(2019年6期)2019-10-27
安徽建筑(2019年4期)2019-05-09
山东冶金(2018年5期)2018-11-22
上海公路(2018年4期)2018-03-21
河南科技(2017年3期)2017-04-15
中国非金属矿工业导刊(2016年1期)2016-07-05