内冷铁在4Cr5MoSiV钢液态模锻中的应用
2012-01-06 05:16:52叶四友范宏训
中国铸造装备与技术 2012年2期
叶四友,范宏训,王 潜
(湖北汽车工业学院,湖北十堰 442000)
内冷铁在4Cr5MoSiV钢液态模锻中的应用
叶四友,范宏训,王 潜
(湖北汽车工业学院,湖北十堰 442000)
本文介绍了内冷铁在4Cr5MoSiV钢液态模锻中的应用。为减少产品内部热节处出现缩孔和解决产品模膛沿凸模转角和底平面出现的裂纹,在凹模中安放内冷铁。结果表明采用内冷铁可有效防止产品热节处出现缩孔,并能减少铸件内部裂纹。
4Cr5MoSiV钢;液态模锻;内冷铁;裂纹
1 引言
目前热锻模的制造工艺是锻造钢坯再进行机加工或电火花加工,某锻造厂每年耗费锻模成本近千万,而且制造周期长,切削加工量大,大量废锻模不能重新回收利用。为了节约成本,缩短锻模的制造周期,使用液态模锻方法生产热锻模。锻模型槽采用与锻模尺寸相适应的凸式压头成形,型槽不需要加工,锻模制件在金属型内冷却并在压力下变形和结晶凝固,可获得力学性能较好的制件。但试验产品质量不稳定,通过对试验产品进行解剖发现,10%的产品热节处出现缩孔和型槽转角处出现剪切裂纹。基于冷铁可以减少和防止此类缺陷的产生[1-3],在后期试验中设置了内冷铁,目的是防止产生缩孔和裂纹的产生。
2 试验过程
2.1 试验产品及工艺流程
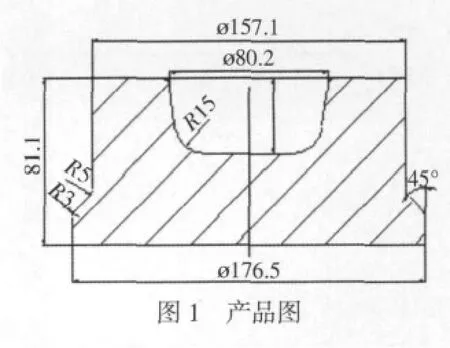
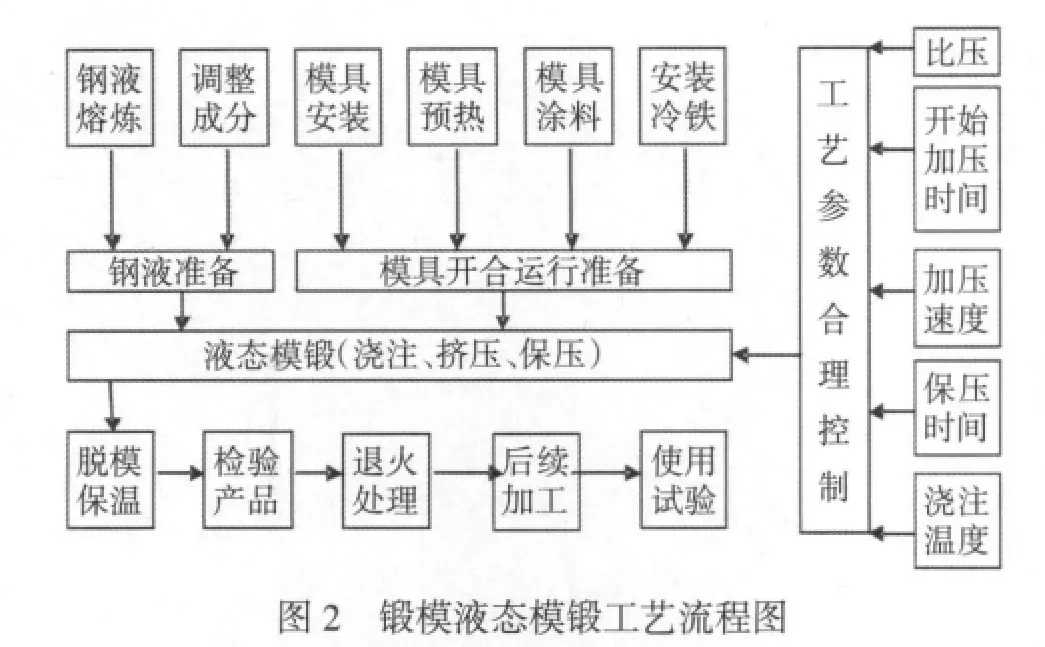
试验产品为某汽车公司轿车从动齿轮锻模(图1)。经过多次试验,锻模液锻工艺流程基本成熟,工艺流程见图2。工艺参数为,浇注温度1500℃左右,加压时间为 3~5s,比压为 90MPa。保压 25~30s后卸压,随之自动脱模并顶出。液锻件被取出后立即埋入干砂中缓冷或直接送进退火炉中进行余热退火,以防在空冷中淬火而出现表面裂纹。
2.2 内冷铁的设置
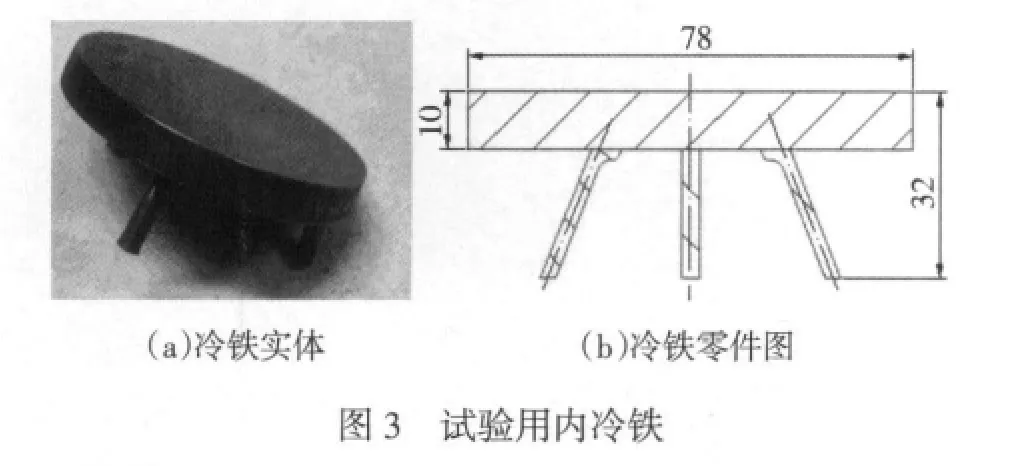
试验用内冷铁加工成ø78mm,厚度10mm。材质选Q235-A。底面以ø3mm焊芯焊成三角支架用于支撑。安放在上表面离凹模底面相距32mm的中心处,合模后离凸模底面10~13mm(热节处偏上)。安放前用砂纸去尽氧化皮。浇注前放好靠模具,本体预热。内冷铁形状与尺寸如图3所示。
3 试验结果及分析
3.1 产品尺寸及性能
试验产品的尺寸见表1。从表中可看出产品尺寸符合要求。从产品上取样进行力学性能测试,常温下试验产品的抗拉强度都在1409MPa以上,冲击韧性都在63J/cm2以上,接近锻造水平。
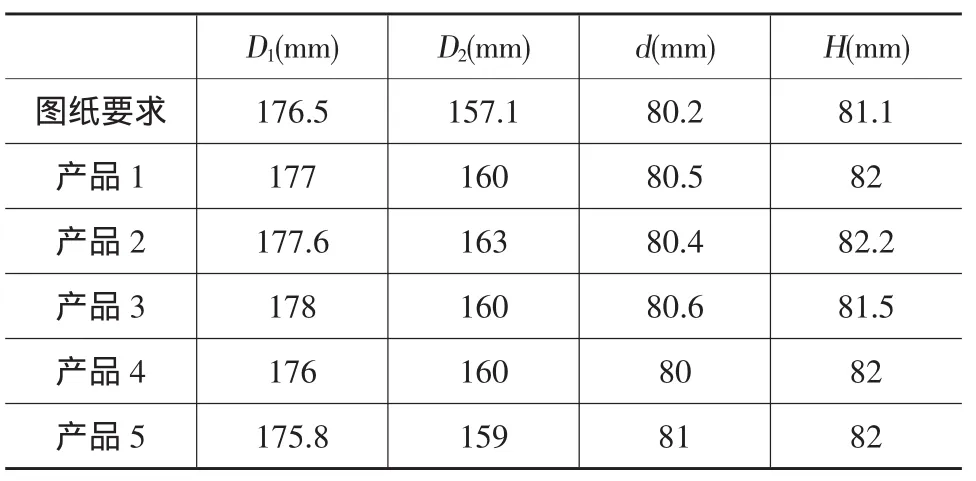
表1 产品与图纸要求尺寸
3.2 产品质量
产品解剖后发现冷铁与产品熔结很好,未发现内部和转角出现裂纹,且截面内没有缩孔缺陷,解剖图如图4所示。
3.3 试验结果分析
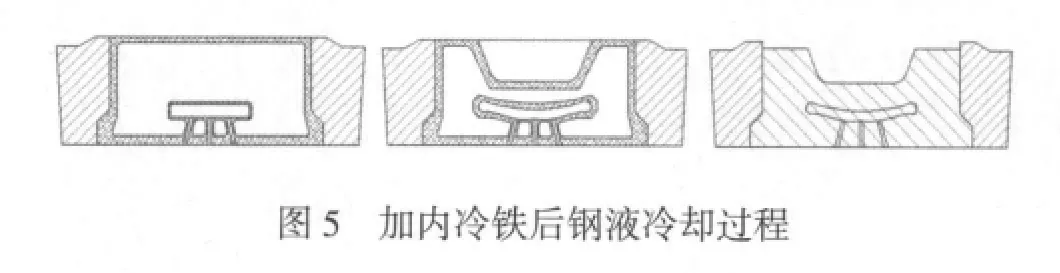
本次试验设计的冷铁直径与制件型槽下表面直径相当(ø78mm),安放后处于凹模模腔中部,原因是此处为热节,冷铁可增加热节处的冷却凝固速度。整个凝固过程见图5。由于压力的作用,冷铁熔接中心部位向下凸起。热节处未发现缩孔,补缩良好。靠近凸模圆角部位和凸模底平面下部,与前期试验相比消除了剪切裂纹。
4 结论
在4Cr5MoSiV钢液态模锻中采用内冷铁对防止产品热节处出现缩孔,减少制件内部裂纹十分有效。
[1]凌云飞,胡昌军.内冷铁在厚大铸钢件上的应用[J].中国铸造装备与技术.2010(2).
[2]张久祜,厚大断面床身铸件内冷铁的应用[J],中国铸造装备与技术.2010(5).
[3]叶四友.4Cr5MoSiV钢质液锻锻模质量分析与研究[D].武汉科技大学,2002.
Study on the Inner Cold Iron In 4Cr5MoSiV Steel Made by Squeeze Casting
YE Siyou,Fan Hongxun,He Wangqian
(Hubei Automotive Industries Institute,Shiyan,Hubei 442000)
The role of in 4Cr5MoSiV Steel made by squeeze casting in this paper,In order to reduce Shrinkage hole and Crackle In the product,The inner cold iron was put in the Concave die.The results show that the inner cold iron can reduce shrinkage loose and cracks.
4Cr5MoSiV steel;squeeze casting;inner cold iron;cracks
TG245;
B;
1006-9658(2012)02-0023-2
2012-01-20
稿件编号:1202-021
叶四友(1974-),女,讲师,主要从事金属材料加工工艺及材料性能的研究
猜你喜欢
模具制造(2022年6期)2022-07-26 05:29:44
金属加工(热加工)(2020年11期)2020-11-25 04:27:28
内燃机与配件(2020年2期)2020-09-10 14:53:53
内燃机与配件(2020年4期)2020-09-10 07:22:44
铸造设备与工艺(2020年3期)2020-08-01 13:24:04
山东工业技术(2019年18期)2019-07-19 06:03:19
中国科技博览(2018年16期)2018-06-13 10:29:04
中国铸造装备与技术(2018年3期)2018-06-08 03:47:30
兵器装备工程学报(2018年3期)2018-04-04 02:07:18
太原师范学院学报(自然科学版)(2016年2期)2016-12-29 08:11:00