机加工误差成因及提高加工精度之措施
2011-12-29 09:14:02王忠建
铜业工程 2011年1期
王忠建
(江西铜业集团公司贵溪冶炼厂,江西贵溪 335424)
机加工误差成因及提高加工精度之措施
王忠建
(江西铜业集团公司贵溪冶炼厂,江西贵溪 335424)
本文简要介绍了加工精度与加工误差的基本知识,介绍了各种误差及其产生原因,在查明影响加工精度的主要原始误差因素之后,就如何减小误差,提高机械加工精度提出了自己的观点。
机械加工;机床;定位;基准;误差;精度
1 加工精度与加工误差
加工精度是指零件加工后的实际几何参数(尺寸、形状和位置)与理想几何参数的符合程度。实际加工不可能做得与理想零件完全一致,总会有大小不同的偏差,零件加工后的实际几何参数对理想几何参数的偏离程度,称为加工误差。
1.1 原始误差
由机床、夹具、刀具和工件组成的机械加工工艺系统会有各种各样的误差产生,这些误差在各种不同的具体工作条件下都会以各种不同的方式(或扩大、或缩小)反映为工件的加工误差。工艺系统的原始误差主要有工艺系统的几何误差、定位误差、工艺系统的受力变形引起的加工误差、工艺系统的受热变形引起的加工误差、工件内应力重新分布引起的变形以及原理误差、调整误差、测量误差等[1]。
1.2 工艺系统集合误差
1.2.1 机床几何误差
加工中刀具相对于工件的成形运动一般都是通过机床完成的,因此,工件的加工精度在很大程度上取决于机床的精度。机床制造误差对工件加工精度影响较大的有:主轴回转误差、导轨误差和传动链误差。机床的磨损将使机床工作精度下降。
1.2.2 主轴回转误差
机床主轴是装夹工件或刀具的基准,并将运动和动力传给工件或刀具,主轴回转误差将直接影响被加工工件的精度。主轴回转误差是指主轴各瞬间的实际回转轴线相对其平均回转轴线的变动量[2]。它可分解为径向圆跳动、轴向窜动和角度摆动三种基本形式。产生主轴径向回转误差的主要原因有:主轴几段轴颈的同轴度误差、轴承本身的各种误差、轴承之间的同轴度误差、主轴绕度等。不同的加工方法,主轴回转误差所引起的的加工误差也不同。
1.2.3 导轨误差
导轨是机床上确定各机床部件相对位置关系的基准,也是机床运动的基准。车床导轨的精度要求主要有以下三个方面:在水平面内的直线度;在垂直面内的直线度;前后导轨的平行度(扭曲)[3]。除了导轨本身的制造误差外,导轨的不均匀磨损和安装质量,也使造成导轨误差的重要因素。导轨磨损是机床精度下降的主要原因之一。
1.2.4传动链误差
传动链误差是指传动链始末两端传动元件间相对运动的误差。一般用传动链末端元件的转角误差来衡量。
1.3 刀具的几何误差
任何刀具在切削过程中,都不可避免地要产生磨损,并由此引起工件尺寸和形状地改变。正确地选用刀具材料和选用新型耐磨地刀具材料,合理地选用刀具几何参数和切削用量,正确地刃磨刀具,正确地采用冷却液等,均可有效地减少刀具地尺寸磨损[4]。必要时还可采用补偿装置对刀具尺寸磨损进行自动补偿。
1.4 定位误差
1.4.1 基准不重合误差
在零件图上用来确定某一表面尺寸、位置所依据的基准称为设计基准。在工序图上用来确定本工序被加工表面加工后的尺寸、位置所依据基准称工序基准[5]。一般情况下,工序基准应与设计基准重合。在机床上对工件加工时,须选择工件上若干几何要素作为加工时的定位基准(或测量基准),如果所选用的定位基准(或测量基准)与设计基准不重合,就会产生基准不重合误差。基准不重合误差等于定位基准相对于设计基准在工序尺寸方向上的最大变动量。
1.4.2 定位副制造不准确误差
工件在夹具中的正确位置是由夹具上的定位元件来确定的。夹具上的定位元件不可能按基本尺寸制造得绝对准确,它们的实际尺寸(或位置)都允许在分别规定得公差范围内变动[6]。同时,工件上的定位基准面也会有制造误差。工件定位面与夹具定位元件共同构成定位副,由于定位副制造得不准确和定位副间的配合间隙引起的工件最大位置变动量,称为定位副制造不准确误差。
1.5 工艺系统受力变形引起的误差
1.5.1 工件刚度
工艺系统中如果工件刚度相对于机床、刀具、夹具来说比较低,在切削力的作用下,工件由于刚度不足而引起的变形对加工精度的影响就比较大,其最大变形量可按材料力学有关公式估算[7]。
1.5.2 刀具刚度
外圆车刀在加工表面法线方向上的刚度很大,其变形可以忽略不计。镗直径较小的内孔,刀杆刚度很差,刀杆受力变形对孔加工精度就有很大影响。刀杆变形也可以按材料力学有关公式估算。
1.5.3 机床部件刚度
机床部件由许多零件组成,机床部件刚度迄今尚无合适的简易计算方法,目前主要还是用实验方法来测定机床部件刚度[8]。变形与载荷不成线性关系,加载曲线和卸载曲线不重合,卸载曲线滞后于加载曲线。两曲线线间所包容的面积就是载加载和卸载循环中所损耗的能量,它消耗于摩擦力所作的功和接触变形功;第一次卸载后,变形恢复不到第一次加载的起点,这说明有残余变形存在,经多次加载卸载后,加载曲线起点才和卸载曲线终点重合,残余变形才逐渐减小到零;机床部件的实际刚度远比我们按实体估算的要小。
1.6 工艺系统受热变形引起的误差
工艺系统热变形对加工精度的影响比较大,特别是在精密加工和大件加工中,由热变形所引起的加工误差有时可占工件总误差的40%~70%。机床、刀具和工件受到各种热源的作用,温度会逐渐升高,同时它们也通过各种传热方式向周围的物质和空间散发热量。当单位时间传入的热量与其散出的热量相等时,工艺系统就达到了热平衡状态。
2 提高机械加工精度的措施
2.1 减少原始误差
提高零件加工所使用机床的几何精度,提高夹具、量具及工具本身精度,控制工艺系统受力、受热变形、刀具磨损、内应力引起的变形、测量误差等均属于直接减少原始误差。对于精密零件的加工应尽可能提高所使用精密机床的几何精度、刚度和控制加工热变形;对具有成形表面的零件加工,则主要是如何减少成形刀具形状误差和刀具的安装误差。
2.2 误差补偿法
误差补偿法时人为地制造一种误差,去抵消工艺系统固有的原始误差,或者利用一种原始误差去抵消另一种原始误差,从而达到提高加工精度的目的。
例如,用预加载荷法精加工磨床床身导轨,借以补偿装配后受部件自重而引起的变形。磨床床身是一个狭长的结构,刚度较差,在加工时,导轨三项精度虽然都能达到,但在装上进给机构、操纵机构等以后,便会使导轨产生变形而破坏了原来的精度,采用预加载荷法可补偿这一误差。又如用校正机构提高丝杠车床传动链的精度。在精密螺纹加工中,机床传动链误差将直接反映到工件的螺距上,使精密丝杠加工精度受到一定的影响。为了满足精密丝杠加工的要求,采用螺纹加工校正装置以消除传动链造成的误差,如图1所示。
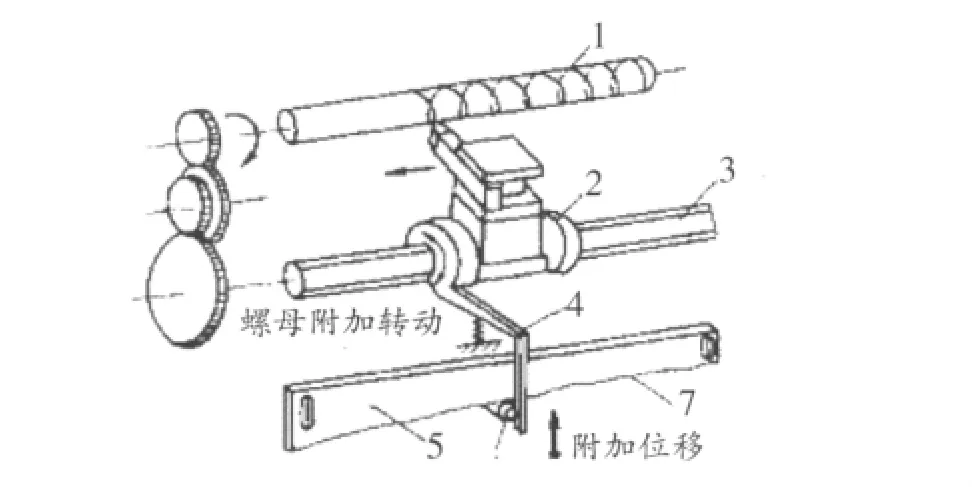
图1 螺纹加工校正装置
2.3 分化或均化原始误差
为了提高一批零件的加工精度,可采取分化某些原始误差的方法。对加工精度要求高的零件表面,还可以采取在不断试切加工过程中,逐步均化原始误差的方法。
2.3.1 分化原始误差
根据误差反映规律,将毛坯或上道工序的工件尺寸经测量按大小分为n组,每组工件的尺寸范围就缩减为原来的1/n[9]。然后按各组的误差范围分别调整刀具相对工件的准确位置,使各组工件的尺寸分散范围中心基本一致,以使整批工件的尺寸分散范围大大缩小。
2.3.2 均化原始误差
此法过程为通过加工使被加工表面原有误差不断缩小和平均化的过程。均化的原理就是通过有密切联系的工件或工具表面的相互比较和检查,从中找出它们之间的差异,然后再进行相互修正加工或基准加工。
2.4 转移原始误差
这种方法的实质就是将原始误差从误差敏感方向转移到误差非敏感方向上去。转移原始误差至非敏感方向。各种原始误差反映到零件加工误差上的程度与其是否在误差敏感方向上有直接关系。若在加工过程中设法使其转移到加工误差的非敏感方向,则可大大提高加工精度[10]。转移原始误差至其他对加工精度无影响的方面。
3 结束语
在机械加工中,误差是不可避免的,只有对误差产生的原因进行详细的分析,才能采取相应的预防措施减少加工误差,提高机械加工精度。
[1]李玉平.机械加工误差的分析[J].新余高专学报,2005,(4).
[2]朱正欣.机械制造技术[M].北京:机械工业出版社,1999.
[3]汪尧.工艺系统几何误差对加工精度的影响分析[J].科技信息,2004,(4).
[4]周叶芳.光缆施工中的几个注意要点及测试,第二届学术年会通信学会2006年学术年会论文集,2006.
[5]王振岳.沙漠地带光缆线路维护技术的研究,中国通信学会2002年光缆电缆学术年会论文集,2002.
[6]张永红,宋禹廷.光缆线路的维护及管理.电信技术,2007,(1).
[7]陈大喜,朱铁光.大型回转机械诊断现场实用技术[M].北京:机械工业出版社,2002.
[8]黄文虎,夏松波,刘瑞岩等.设备故障诊断原理、技术及应用[M].北京:科学出版社,1996.
[9]D.L.Donoho,&I.M.Johnstone.Denoising by soft-thresholding[J].IEEE Trans.Inform.Theory.1995.
[10]郑国伟.一设备管理与维修工作手册[M].长沙:湖南科学技术出版社,1986.
Causes of Machining Error and Measures on Increasing Machining Precision
WANG Zhong-jian
(JCC Guixi Smelter,Guixi,Jiangxi,China 335424)
The basic knowledge of machining precision and machining error is briefly introduced,and variety errors and its causes based on practice are introduced.After confirming the main original errors which effecting machine machining,the opinions to reduce error and enhance machine machining precision are proposed in this article.
machining;machine;position;benchmark;error;precision
TG50
B
1009-3842(2011)01-0081-03
2011-01-14
王忠建(1953-),男,汉族,湖南长沙人,工程师,主要从事机械加工专业工作,E-mail:wjm530903@163.com
猜你喜欢
中学生数理化(高中版.高考理化)(2022年3期)2022-04-26 13:41:28
制造技术与机床(2019年11期)2019-12-04 05:50:14
中国特种设备安全(2019年7期)2019-09-10 07:30:42
新能源科技(2018年10期)2018-02-15 20:23:20
制造技术与机床(2017年7期)2018-01-19 02:29:55
发明与创新(2016年5期)2016-08-21 13:42:48
公民与法治(2016年19期)2016-05-17 04:18:15
读者·校园版(2015年7期)2015-05-14 13:11:40
制造技术与机床(2015年10期)2015-04-09 07:05:58
制造技术与机床(2014年1期)2014-03-11 20:17:28