
电镀生产线电气控制系统的研究
2011-12-28 06:55:26夏长凤
电镀与环保 2011年6期
夏长凤
(南通航运职业技术学院机电研究所,江苏南通 226010)
电镀生产线电气控制系统的研究
夏长凤
(南通航运职业技术学院机电研究所,江苏南通 226010)
研究分析了电镀行业中镀银的工艺要求,提出高效、自动化程度高的控制方案。利用三菱Q01系列可编程序控制器、三菱 GT1275新型触摸屏及变频器组成综合监控系统,实现了塑料件电镀各功能控制。该控制系统可靠性高,能适应较恶劣的生产环境,可实现镀银和镀锡功能的切换。程序采用结构化的设计方法,实现手动点动、手动长动寻位及自动控制等功能,在自动过程中能实现快捷的手动干预功能。该系统中各行车的运行动作协调,并有防撞保护功能,保证安全性。
电镀;自动控制;结构化程序设计
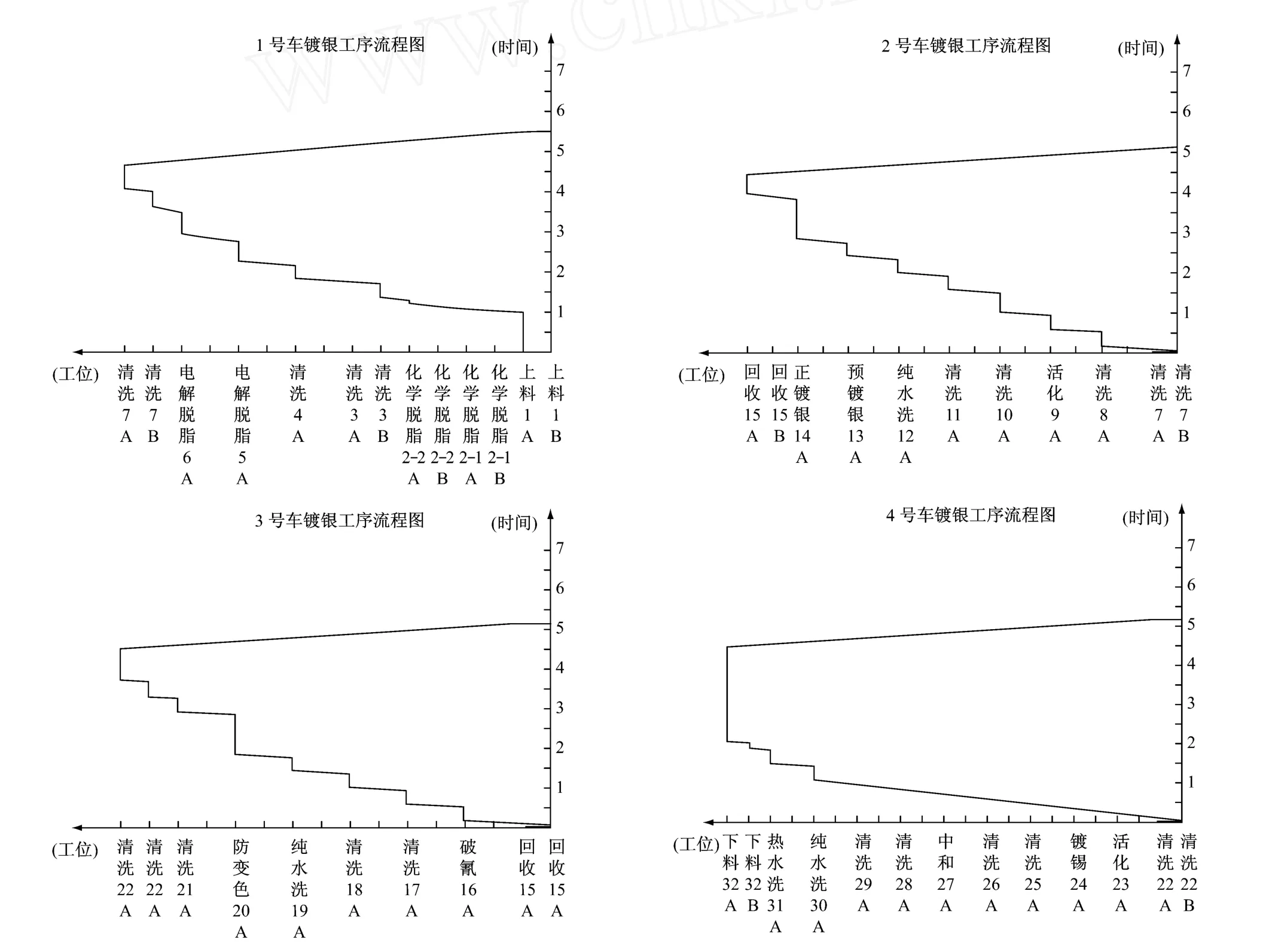
图1 自动线各行车工艺流程示意图
0 前言
基于本院和江苏启东爱尔镀环保设备有限公司合作开发镀银、锡自动生产线的基础上,探讨研究电镀生产线自动化控制系统。应用PLC技术及触摸屏技术实现电镀过程自动化和监控。同时采用变频器实现快捷调速,满足行车的运行要求,提高了劳动生产率,稳定了产品质量,修改电镀工艺,调整控制系统也很方便。通过触摸屏对电镀的时间、电压和电流等参数进行调整,有效地减少废品率,而且还可以提高生产效率和减轻工人的劳动强度,有着非常好的经济效益和社会效益。该生产线包括镀银和镀锡两条生产线[1],本文以镀银生产线为例进行分析,并介绍自动控制系统[2-3]。
1 电镀生产线工艺要求
电镀生产线上对行车的自动化控制是电镀生产线自动化控制的关键。电镀生产线按照其工艺要求由4台行车完成,每台行车都根据已编制好的各自的程序运行。本生产线由32工位组成,7号、15号、22号工位槽为行车的交换工位槽,每台行车包含的工位槽及该行车工艺流程,如图1所示。每台行车由两个挂钩构成,分别为A钩和B钩,A钩上是待镀工件,B钩是用来实现工件的交换。行车交换工位,由B钩先将槽中空钩提起,然后再将A钩中挂件放入槽中,这样很容易实现将工件送到下一台行车,完成下面的工艺流程。在行车1工艺流程中有化学脱脂这一环节,由于化学脱脂时间长,则有A,B槽切换功能。行车1第一次将工件放入A槽进行脱脂,完成一个循环后,行车第二次将工件放入B槽,然后提起A槽中的工件进入下一道工艺。这样可以节省工作时间,提高工作效率。化学脱脂、电解脱脂、预镀银、镀银、防变色、活化、镀锡、中和以及上下料的时间由触摸屏随意调整。另外,这些工位需要进行温度控制,由温控器实现,需要调整的电压和电流参数由触摸屏设置,并将实时数据显示在触摸屏上。电解脱脂需要的电流密度为10 A/dm2,预镀银的电流密度为0.1~0.3 A/dm2,镀银的电流密度为0.5~1.0 A/dm2,镀锡的电流密度为 1.0~1.2 A/dm2。这些工位中除雾以及冷淋须由辅机控制完成。
2 电镀生产线控制系统硬件配置
根据工艺要求及其控制要求,选择三菱Q01型CPU。该CPU的RS-232接口能与使用MC通讯协议的外部设备进行通讯。此功能使CPU不再需要串行通讯模块,降低了成本。由于具有自动CC-Link启动功能,可以在没有设定参数的情况下启动CC-Link,刷新数据,减少了人工设定参数的时间。PLC编程更简单,特殊功能模块有专门的设定软件,基本模式版本支持浮点运算、8路 PID,标准RAM增加到128K,支持ST,SFC,FB编程。根据现场传感器以及输入和输出信号的点数选择 PLC的输入和输出模块。由于电解、镀银、镀锡过程中需要采集整流器的电压和电流参数,模拟量输入信号为10路,并通过模拟量输出模块控制电压和电流参数。电压和电流的控制通过触摸屏上按钮进行切换控制。工位槽中液体需要加热则有温控器和电磁阀来实现。
本生产线中需要进行行车的控制、电压和电流的控制、工位槽中液体温度的控制及辅机的控制,其中,行车的控制是难点。
生产线有4台行车,每台行车上有4台交流异步电机和2台行走电机同步运动,2台提升电机负责A,B钩的上下运动,4台电机有电磁抱闸机构。行车的行走和A,B钩的上下运动不同时进行,A钩和B钩的提升、下降也不是同时进行的。行车在运行过程中要保证工作效率,所以要快速运行,但是要能实现定位功能,定位时速度要慢,故采用变频器进行调速控制。采用减速制动以及电磁制动相结合,每台行车上安装1台变频器驱动的交流异步电动机负责行车前进、后退,A钩、B钩的上下,这样节省成本。行车在工作时通常都悬挂着电镀工件,如果行车在起动和停止的过程中速度太快或不够平稳,则悬挂的工件就容易从挂具上掉下。因此,行车的速度用变频器控制,使之根据电镀生产线的实际情况可调。行车设计有快速、中速和慢速3种运行方式。作自动运行时,PLC通过检测安装在行车上的传感器的各种信号,向变频器发出指令,其动作状态显示在触摸屏上。
每台行车上安装有一定数量的传感器,选用电感式接近开关。其主要作用是负责行车上、下工件定位、镀槽定位、镀槽中有无物料以及行车运行过程向PLC发出变速信号等。行车控制信号是通过外部的开关控制,有手动操作和自动运行模式选择、单周期和循环运行模式选择、紧急暂停。自动控制设计有运行、停止和复位操作按钮,可以使4台行车自动、同步、循环运行。
3 电镀生产线PLC程序结构化设计
4台行车的软件控制采用结构化的程序设计方法,程序分为主程序main和功能流程图程序SFC。由于4台行车的自动运行为步进式运行方式,而且要求具有在自动运行时随时进行手动干预功能,所以在主程序中有4台行车的手动点动、手动长动寻位、自动控制程序。另外,主程序中还包括了初始化和启动、位置控制、辅机的控制、系统的复位、故障处理、模拟量处理等程序。行车的自动工艺流程则由SFC程序完成。
3.1 系统初始化和自动启动程序
系统初始化是每一次PLC上电或对PLC强制复位,主要是对在程序中使用到的PLC中各种计数器、定时器、寄存器等进行复位和设置,同时保留上次运行需要记忆的各种数据,完成运行前的各项准备工作。
当4台行车全部返回原点并处在自动方式时,按下启动按钮,进入自动运行状态,自动灯指示,启动自动程序。其余行车自动控制程序中各子块的设计原理是相同的。
3.2 工艺流程SFC程序
由于该电镀自动生产线设计有两种电镀工艺,分别是镀银、镀锡工艺,每种工艺的工艺流程各不相同,在实际使用时可以通过触摸屏上的工艺选择开关加以选择。由于两种工艺的编程方式基本相同,文中以镀银生产线行车1为例阐述结构化的设计方法。
行车1镀银SFC程序,如图2所示。按照图1中的工艺流程,即:行车行走的工位和在相应工位槽中停留的时间,编制SFC程序,两种工艺程序步数不相同,镀银程序步数是70步。由于行车在走自动程序时是步进运行,不同的步是由不同的电机工作,而且变频器在运行时必须先将电动机侧的接触器先接通,然后变频器的正反转信号和速度信号才能输出,这也要求行车必须为步进运行,属于较为复杂的步进控制。编制各个不同电机的动作相应的SFC子块,子块中包括电机控制电镀工件在镀槽的提升、放下和停留的时间、行车走多少个镀槽以及运行速度等。在走自动程序时只需调用相应的子块即可很方便地完成步进控制,逻辑关系思路清晰,各电机的动作可靠。这样从0步开始运行,并依次执行到最后一步结束或循环执行。在运行过程中可随意进行手动干预,然后从暂停处往下按顺序执行下去,直到70步结束或循环执行。
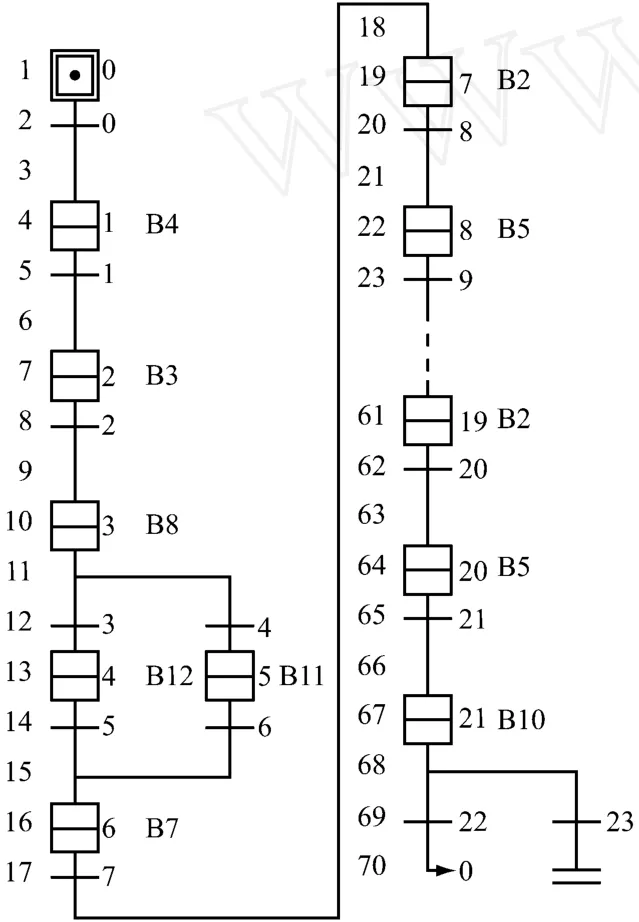
图2 行车1自动控制SFC程序示意图
3.3 手动、自动、手动寻位程序
行车1运行时,其行走电机、A钩和B钩电机的控制均需要手动和自动控制,行走电机还需要进行寻位控制,即每次走一个工位。以行车1的行走电机控制为例,说明手动、自动、寻位控制的结构化设计方法。
手动方式时,点动开关接通,行车1的行走电机继电器接通,同时A钩和B钩电机接触器不能接通,这样控制行车电机继电器通电;然后行车1的行走电机制动继电器得电松开,变频器无故障而且电机不过载,其正转信号接通,同时点动速度信号接通,行车行走。
自动运行时,行车1自动/手动信号接通,其行走电机继电器(自动)信号接通;手动寻位时,行车1行走电机继电器(长动)信号接通。这两种情况下A钩和B钩电机接触器不能接通,这样控制行车1行走电机继电器通电,变频器无故障而且电机不过载,其正转信号接通,同时高速运行信号接通,行车高速行走。到达减速开关,低速运行信号接通,低速运行并定位。
行车1的反向行走,就是控制变频器反转信号得电,原理相同。
A钩和B钩电机的控制原理和行走电机的控制原理相似。
3.4 复位和暂停处理
由于行车在工作过程中有时会有突发事件或行车需要暂停处理其他的工作,因此在系统中设计了复位和手动干预暂停两项功能,针对行车不同的情况和需要使用。在任何情况下按下复位按钮,程序都将转入复位子程序块,停止所有动作输出的同时,计数器、定时器、辅助继电器和寄存器等全部清零,可进入手动操作,回原点,为下次自动程序做准备。在自动运行时,将手/自动开关拨到手动状态,即暂停SFC程序中的子程序块。在暂停的状态下,可以进行手动干预操作行车,干预结束后,将手/自动开关拨到自动状态,从SFC程序中暂停的步继续运行。
4 结语
该控制系统程序采用结构化设计后,极大地增强了系统的通用性,只需根据生产厂家的具体情况和不同的工艺流程要求进行硬、软件模块功能组合,即可构成合适的控制装置,无需重复研制,缩短了开发周期,节省了开发费用,同时可以提高产品质量并降低能耗。采用上述思路设计的新型电镀生产线具有综合性强、自动化程度高、节能、环保等特点,符合清洁生产的发展方向,目前生产线已投入运行,取得了很好的效果。
[1] 周敏.电镀锡生产线的自动化改造[J].武钢技术,2000,38(5):58-60.
[2] 冯立明.电镀工艺与设备化学[M].北京:北京工业出版社,2005.
[3] 卢少燃.电镀生产线设计的新思路[M].电镀与涂饰,2008,27(10):8-9.
A Research on Electric Control System of Electroplating Production Line
XIA Chang-feng
(Nantong Vocational@amp;amp;Technical Shipping College,Nantong 226006,China)
The requirements of silver plating process in electroplating industry are studied and analyzed,and a high-efficiency and high-automation control plan is put forwarded.Each function for plastic parts plating can be controlled by a comprehensive monitoring system composed of mitsubishi Q01 series programmable controller,mitsubishi GT1275 new touch-screen and frequency converter.This control system has a high reliability and is adaptable to a bad production environment.The system can realize switching between silver plating and tin plating.The procedures,using a structural design,can achieve manual jogging and long moving for location as well as automatic control functions.During automatic process,it can perform fast manual intervention function.The movements of each overhead crane in the system are homogenous.The system also has a crash preventing function to ensure security.
electroplating;automatic control;structured programming
TQ 150.5
A
1000-4742(2011)06-0039-04
2011-01-09
·电 镀·
猜你喜欢
表面工程与再制造(2022年1期)2022-05-25 13:21:56
小学生导刊(2017年17期)2017-05-17 05:44:16
电镀与环保(2016年3期)2017-01-20 08:15:32
电镀与环保(2016年3期)2017-01-20 08:15:29
世界汽车(2016年8期)2016-09-28 12:09:43
世界汽车(2016年8期)2016-09-28 12:09:00
世界汽车(2016年8期)2016-09-28 12:06:49
中国塑料(2015年11期)2015-10-14 01:14:15
电镀与环保(2015年6期)2015-03-11 15:29:49
河南科技(2014年5期)2014-02-27 14:08:24
