
影响水泥助磨剂效果的原因与分析
2011-12-26 06:31汪兆先
四川水泥 2011年1期
汪兆先,王 志
(长沙市保灵建材助剂有限公司,湖南 长沙410016)
水泥企业如果能够合理地使用水泥助磨剂,不仅能在一定程度上提高水泥磨的台时产量、降低电耗,而且还能综合利用混合材、降低熟料消耗,从而可以实现提高经济效益的愿望。但是水泥企业在试用和使用水泥助磨剂产品的过程中往往会遇到一些因素对其效果的影响,直接地影响到水泥助磨剂的推广与普及。为了便于水泥企业能更好地使用水泥助磨剂产品,我们就针对影响其效果的一些常见因素作简要分析。
1 水泥助磨剂产品的性能
水泥助磨剂产品的自身性能对其效果的影响起着主导作用。不同助磨剂企业所生产的产品,在其性能上存在很大差异。表1是某水泥厂试验由四家助磨剂企业提供的A、B、C、D四种液体助磨剂产品性能相关试验情况 (每个试验取连续3个小时的综合样,整个过程持续15个小时)。
以上试验数据表明:
(1)A剂的助磨效果较理想,但增强效果不理想。
(2)B剂的助磨效果和增强效果均很不理想,可以说毫无使用价值。
(3)C剂的助磨效果和增强效果均理想,具有较高的使用价值。
(4)D剂的助磨效果和增强效果均一般。
(5)助磨剂性能优势:C>D>A>B。
由此可见,助磨剂企业要想自己的产品能得到用户的认可,就必须努力地提高自身产品的性能。提高水泥助磨剂产品的性能必须以雄厚的技术力量为基础,以增强研发实力为支柱,以先进的技术手段和健全的质量管理体系作为支持,以优质的售后服务质量作为支撑。
2 水泥企业内部原因
水泥企业内部的一些客观原因,包括入磨物料的平均粒度、水分和温度等,它们不仅影响着水泥的产、质量的提高,而且也直接影响到水泥助磨剂的使用效果,有关情况见表2、表3、表4。
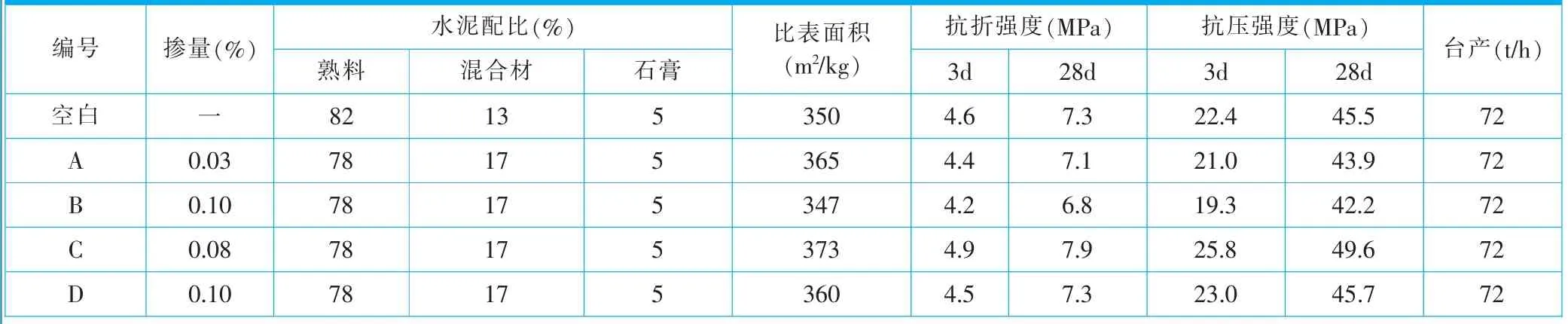
表1 不同助磨剂产品的性能试验相关情况

表2 甲水泥厂在不同入磨物料平均粒度下试用助磨剂的效果
通过表2试验数据分析,在入磨物料平均粒度为15mm的情况下,水泥中掺助磨剂比不掺剂的3d抗压强度、28d抗压强度和磨机台时产量提高了16.4%、11.3%、7.7%;在入磨物料平均粒度为25mm的情况下,它们分别提高为11.0%、5.3%、4.2%。

表3 乙厂在不同入磨物料水分下试验助磨剂的效果

表4 丙厂在不同入磨物料温度下试验助磨剂的效果
在入磨物料平均粒度增大的情况下,助磨剂的效果下降,这是因为物料的平均粒度偏大,助磨剂磨内覆盖在物料颗粒的总表面积相对减少了,主要是其浸湿作用没能得到充分发挥出来。
通过表3分析,在物料水分为0.3%时,水泥中加入助磨剂其3d抗压强度、28d抗压强度和磨机的台时产量比不加剂时分别提高了22.3%、13.1%、6.9%;而在物料水分增大到 1.5%时,它们分别只提高9.9%、4.8%、3.0%。
在入磨物料水分增大的情况下,助磨的效果明显下降。这是因为一方面由于物料水分增大,物料不易粉磨,而助磨剂分子的浓度下降,其分散作用和浸湿作用都受到了严重影响;另一方面物料在粉磨中极易出现“包球、糊段”现象,而因一般助磨剂的掺量较小,是无法从根本上消除这种现象。
通过表4分析,物料温度(通常用出磨物料的温度来衡量入磨物料温度)在71℃的情况下加剂比加剂前水泥的3d抗压强度、28d抗压强度和水泥的台时产量分别提高了14.3%、9.1%、5.5%;而物料温度在86℃时,则它们分别只提高了11.4%、6.4%、2.9%。
在物料温度升高的情况下,助磨剂的效果在一定程度上会有所下降。这是因为在磨内较高的温度环境下,有少部分的助磨剂分子可能挥发掉了而直接被磨机的抽风机排除磨外;另一方面温度偏高会导致“静电作用”增强,助磨剂消除这种作用的能力稍显不足。
通过以上分析表明,影响水泥助磨剂效果原因的除了助磨剂自身产品的性能外,还有水泥企业的入磨物料的粒度、水分和温度等因素。一方面助磨剂企业要努力提升助磨剂产品的性能,不断满足广大水泥用户的需求;另一方面水泥企业也要竭力地降低入磨物料的粒度、水分和温度,为使用好水泥助磨剂产品创造有利条件。只有这样,水泥助磨剂产品才能得以推广和普及,而水泥企业才能获得更好的经济效益。

3 结束语
矿渣立磨摇臂修复主要存在两个难点,一是矿渣立磨摇臂属于大型铸件,拆卸组装困难,又必须在有限的时间内使修复达到最佳效果;二是母体材质是比较特殊的35CrMo,此材质的焊接性不好,焊接前需预热至150~400℃,焊后消除应力。
从发现裂纹到立磨重新运转只用了一个星期的时间,修复后的立磨摇臂运转至今状况一直良好,保证了立磨系统的稳定运转。
猜你喜欢
中国钼业(2022年3期)2023-01-04
中原商报·科教研究(2022年1期)2022-05-13
粉末冶金技术(2021年3期)2021-07-28
四川水泥(2020年2期)2020-05-13
特别健康(2018年9期)2018-09-26
中国建材科技(2017年5期)2017-01-18
系统工程与电子技术(2016年12期)2016-12-24
应用海洋学学报(2015年3期)2015-11-22
高中生学习·高三版(2014年3期)2014-04-29
铜陵职业技术学院学报(2013年4期)2013-02-15