挤压温度和速度对6063铝型材组织条纹的影响
2011-12-18 06:32郭加林项胜前周春荣
材料研究与应用 2011年3期
郭加林,项胜前,李 旭,周春荣
广东豪美铝业有限公司,广东 清远511540
挤压温度和速度对6063铝型材组织条纹的影响
郭加林,项胜前,李 旭,周春荣
广东豪美铝业有限公司,广东 清远511540
通过组织分析和表面质量观察,研究了挤压温度和速度两个工艺参数对铝型材组织条纹的影响.结果表明:当挤压速度超过12 m/min后组织条纹缺陷加重,当挤压速度达到17 m/min时组织条纹缺陷更明显;挤压温度过低会使挤压过程中动态再结晶晶粒大小不一致,分布不均匀,从而使组织条纹缺陷程度加深.挤压温度过高或挤压速度过快均会导致壁厚变化部位金属流动的不均匀,引发其组织分布不均匀,从而使组织条纹缺陷明显.挤压温度和挤压速度分别在490℃,12 m/min左右较合适.
铝型材;挤压;组织条纹
挤压组织条纹是挤压条纹的一种.在生产断面有壁厚变化的型材时,经过表面处理后的成品表面会在壁厚变化的位置出现沿挤压方向的连续的黑色或白色带状色差条纹[1-2],影响型材美观.此缺陷在各型材生产企业普遍存在.
近年来,研究人员通过实践经验提出了一些改善挤压组织条纹问题的途径,取得了一些效果[3-4],但还没有彻底解决这一问题.铝型材的挤压过程是个塑性变形的过程,主要受挤压温度、挤压速度两个因素的影响,两个因素对整个塑性变形过程有着不同的影响.挤压温度对型材的内部组织结构影响较大,从而影响铝型材的性能和表面质量.挤压速度对于生产效率有着重要的影响,在不影响产品质量的前提下,挤压速度越快,产率就越高,但是挤压速度过快会产生一系列的缺陷问题.本文主要从这两方面着手,研究分析挤压温度和速度对铝型材的组织和表面质量的影响,为实际生产提供指导.
1 实验部分
1.1 材 料
实验材料为6063铝合金,其化学成分列于表1.实验用合金铸棒是经均匀化后,在16MN挤压机上挤压,再采用风冷在线淬火方式制得.

表1 6063铝合金的化学成分Table 1 The chemical composition of 6063 aluminum alloy
1.2 挤压参数
为了保证实验过程中不受其他因素的影响,实验中只改变研究参数,其它参数不变.采用同一型号模具,在表2和表3设置的条件下,考察挤压温度和挤压速度对S-RD-09型材组织条纹的影响.

表2 挤压温度设置Table 2 The setting of extruding temperature

表3 挤压速度设置Table 3 The setting of extruding rate
1.3 显微组织观察
从组织条纹缺陷部位横断面处截取金相试样,用Keller试剂腐蚀金相样品,用POLYVER-MET显微镜观察显微组织.
2 结果与分析
2.1 挤压温度对表面条纹形成的影响
在铸棒温度分别为490,475,460℃的条件下,按表2所示的条件参数,对挤压温度的影响进行实验.实验中发现,当挤压温度降低时,型材表面组织条纹缺陷逐渐明显;随着挤压温度的进一步降低,缺陷越来越明显.当挤压温度降到465℃左右,生产成品已经不能满足产品要求.挤压温度控制在490℃左右,挤压型材的表面条纹细小且均匀.
分别选取490,475,460℃实验温度下样品的缺陷部位的横断面进行金相显微组织分析,如图1所示.由图1可知,随挤压温度降低,晶粒有逐渐变大的趋势.这表明挤压温度在一定范围内降低,再结晶晶粒有长大的趋势.样品宏观现象:在490,475,460℃,样品的组织条纹缺陷程度依次加重,说明组织条纹的形成与晶粒长大有一定的关系.
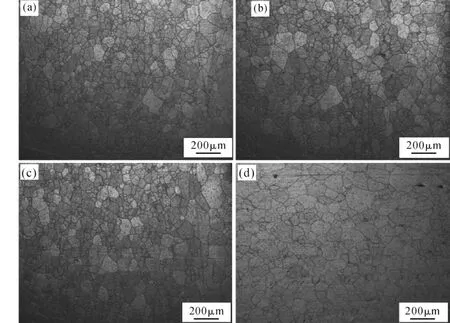
图1 不同挤压温度下3个样品缺陷部位横断面组织(a)490℃试样;(b)475℃试样;(c)460℃试样;(d)非缺陷处Fig.1 The transverse section of defect part of the three samples under different extrusion temperature(a)490℃;(b)475℃;(c)460℃;(d)no defect part
与图1(d)非缺陷处组织相比,图1(a,b,c)有组织条纹的材料的显微组织分布不够均匀,晶粒大小以及晶粒取向比较杂乱,而非缺陷处晶粒大小基本一致,分布均匀,再结晶过程比较充分.图1(c)显示,在大晶粒周围有些小的晶粒和中等的晶粒分布,可能是由于再结晶过程不够充分,导致一部分再结晶晶粒还没有来得及长大或者完全长大就已经结束了再结晶过程.
挤压过程中,金属处于三向压应力的状态,金属在挤压筒里发生剧烈的不均匀流动,微观组织发生动态再结晶[5].金属挤压温度以及变形程度直接影响再结晶晶粒的形成,尤其是制品壁厚发生突变的部位,再结晶过程与金属稳流会有较大的区别.一方面,组织条纹处型材壁厚变化,导致金属变形加剧,金属内部变形储能增加,使再结晶晶粒较正常处偏大.与此同时,变形储能增加,使再结晶过程相对延长,而再结晶的时间有限,这样使有些晶粒来不及长大,金属温度就降到了再结晶温度以下.另一方面,挤压温度降低,使壁厚变化部位和周围部位温差增大,导致晶粒差别变大,最终使组织条纹更加明显.因此,壁厚变化部位的组织与其他部位组织的差别较大,这种差别在变形温度较低时会更明显.
2.2 挤压速度对表面条纹形成的影响
按表2所示的条件参数,在挤压速度依次为12,15,17 m/min的条件下,进行挤压速度对表面条纹影响的实验.实验结果表明,在一定范围内,挤压速度过快会导致组织条纹变得明显.当挤压速度超过12 m/min以后,型材组织条纹缺陷程度随挤压速度的增加略有加重的趋势.当挤压速度达到17 m/min时,组织条纹缺陷在不同反光条件下已经可以观察得比较清楚了.
挤压过程中,通过调整挤压速度可以调整金属的流动性和型材出口的温度.当挤压速度较高时,金属内部储能增加,金属在挤压过程中升温也较快,使再结晶晶粒长大,第二相充分固溶到基体中[6].此外,挤压速度过快,会导致金属流动更加剧烈,尤其是型材壁厚变化处金属流动的不均匀,会引起挤压组织结构的不均匀,最终导致组织条纹缺陷的产生.
3 结 论
挤压温度应该控制在490℃左右.挤压温度过低会使挤压过程中动态再结晶晶粒大小不一致,分布不均匀,从而使组织条纹缺陷程度加深.挤压速度应该控制在12 m/min左右.当挤压速度超过12 m/min后组织条纹缺陷程度会加重;当挤压速度达到17 m/min时,组织条纹缺陷变得比较明显.挤压时温度过高或挤压速度过快会导致壁厚变化部位金属流动的不均匀,引发其组织分布不均匀,从而使组织条纹缺陷明显.
[1]王文刚.铝合金挤压型材十种缺陷分析及对策[J].山西冶金,2001(3):20-21.
[2]刘静安,张学慧.铝合金挤压型材表面缺陷分析[J].铝加工,1996(4):6-7.
[3]蔡应铎.6000系铝合金挤压型材常见缺陷与对策[C]//全国第十一届轻合金加工学术年会论文集.哈尔滨:中国有色金属加工工业协会轻金属协会,2000.
[4]邵百成.6063合金型材表面着色缺陷分析[J].轻合金加工技术,1999,27(1):32-34.
[5]彭大暑.金属塑性加工原理[M].长沙:中南大学出版社,2004.
[6]吴向红,赵国群,孙胜.挤压速度和摩擦状态对铝型材挤压过程的影响[J].塑性工程学报,2007,14(1):36-41.
Effect of extrusion temperature and speed on structure stripe of 6063 aluminum profiles
GUO Jialin,XIANG Shengqian,LI Xu,ZHOU Chunrong
Guangdong Haomei Aluminum Co.Ltd.,Qingyuan 511540,China
The effects of extrusion temperature and speed on structure stripe of aluminum profiles are investigated by analysis of microstructure and inspection of surface quality of the profiles.The results show that when the extrusion speed is over 12m/min,the defect of structure strip will deepen.When the extru-sion speed is 17m/min,the defect is more visible.Too low extrusion temperature leads to non-uniform size and distribution of dynamic recrystallization grains,thus deepening the defect of structure strip.Too high extrusion temperature or speed results in inhomogeneity of the metal flow at the part where wall thickness changes,causing the non-uniformity of structure distribution and deepening the defect of structure strip.The best condition is when the extrusion temperature is at 490℃and speed at 12m/min
aluminum profile;extrusion;structure stri p e
TG146.21
A
1673-9981(2011)03-0221-04
2010-11-06
郭加林(1982—),男,安徽桐城人,工程师,硕士.
猜你喜欢
金属热处理(2022年2期)2022-03-16
金属热处理(2022年2期)2022-03-16
上海建材(2021年5期)2021-02-12
材料工程(2019年6期)2019-06-19
中国建筑金属结构(2019年4期)2019-05-15
制造技术与机床(2018年8期)2018-10-09
制造技术与机床(2017年2期)2017-05-04
制造技术与机床(2017年12期)2017-02-02
山东工业技术(2016年15期)2016-12-01
焊接(2016年9期)2016-02-27