
改性AC发泡剂对PVC木塑复合材料性能影响
2011-12-01 09:09:56白晓艳王清文隋淑娟
中国塑料 2011年5期
白晓艳,王清文,隋淑娟
(1.呼伦贝尔学院生命科学与化学学院,内蒙古海拉尔021008;2.东北林业大学生物质材料科学与技术教育部重点实验室,黑龙江哈尔滨150040)
改性AC发泡剂对PVC木塑复合材料性能影响
白晓艳1,王清文2,隋淑娟2
(1.呼伦贝尔学院生命科学与化学学院,内蒙古海拉尔021008;2.东北林业大学生物质材料科学与技术教育部重点实验室,黑龙江哈尔滨150040)
采用动态热流式差示扫描量热仪对自制改性偶氮二甲酰胺(AC)发泡剂进行了分析,并研究了其用量对聚氯乙烯(PVC)木塑复合材料力学性能的影响。结果表明,该改性AC发泡剂的分解温度在165~187℃,与传统AC发泡剂相比,分解温度降低约40℃,且峰值放热量降低了39.5%;改性AC发泡剂的平均发气量为189 mL/mg;扫描电子显微镜分析表明,添加1.2份改性AC发泡剂时获得的PVC木塑复合材料的泡孔致密均匀,明显优于未改性的;与未发泡的材料相比,添加1.2份改性AC发泡剂时,PVC木塑复合材料的冲击强度提高了34.6%,表观密度降低了22.5%。
聚氯乙烯;木塑复合材料;偶氮二甲酰胺;发泡剂;改性;力学性能
0 前言
以PVC为基体树脂,添加一定数量的木质纤维,经过挤出工艺制成的PVC木塑复合材料具有力学强度高、加工成型性好、耐化学腐蚀性强等优点[1-4]。由于木质纤维的加入使PVC木塑复合材料的延展性、冲击强度等都有所下降,材料密度高于实木材料,在一定程度上限制了其应用。采用发泡技术可以使PVC木塑复合材料的性能缺陷得到缓解,同时使材料表面更具木质感,在某些场合可以替代木材使用,增加材料附加值。预计发泡PVC木塑复合材料将成为室内外装饰用木塑复合材料的主导品种[5]。
AC发泡剂为放热型发泡剂,是应用最广泛的化学发泡剂。目前传统AC发泡剂在 PVC木塑复合材料中使用存在的一些问题:一方面分解温度通常在195~215℃之间,超过了木粉分解温度(约180℃),另一方面PVC分解温度(140~160℃)与PVC木塑复合材料加工温度(160~180℃)不吻合,易导致制品不发泡现象发生。因此,AC发泡剂需要经过改性处理才能适应PVC木塑复合材料加工体系。在AC发泡剂的改性研究方面,周琼等[6]采用差示扫描量热仪(DSC)研究了AC发泡剂分解热力学和动力学特性,为传统发泡剂的开发利用和改进提供了参考数据。黎继群等[7-8]在AC发泡剂改性方面也做了大量工作。孔展等[9]研究了不同种类发泡剂对PVC木塑复合材料性能的影响。目前,AC发泡剂的改性及其在木塑复合材料中的应用仍是木塑复合材料发泡研究中较为关注的问题。本文研究了自制改性AC发泡剂的性能,并将其应用到 PVC木塑复合材料中,研究了其用量对发泡PVC木塑复合材料性能的影响。
1 实验部分
1.1 主要原料
PVC,SG-5,哈尔滨华尔化工有限公司;
杨木粉,粒径350~198μm,木材加工碎屑;
稀土类复合盐稳定剂,KB-7,南京惠恩实业有限公司;
硬脂酸钙,特级,山东省高密市友强助剂有限公司;
AC发泡剂,工业级,山东海明化工有限公司;
邻苯二甲酸二辛脂(DOP),工业级,山东齐鲁石化公司;
改性AC发泡剂,自制。
1.2 主要设备及仪器
锥形双螺杆挤出机,SJ SZ50/105,东北林业大学工程中心;
高速混合机,SHR-10A,张家港市通河橡塑机械有限公司;
电子万能力学试验机,RGT-20A,深圳REGER仪器有限公司;
组合式冲击试验机,XJ-50Z,上海思尔达科学仪器有限公司;
动态热流式DSC,DSC 200 F3,德国耐驰仪器制造公司;
扫描电子显微镜(SEM),FEI QUAN TA 200,荷兰FEI公司。
1.3 样品制备
在发泡PVC木塑复合材料基础配方中,各组分的配比为PVC∶木粉∶稳定剂∶增塑剂DOP∶石蜡∶硬脂酸钙=100∶30∶6∶5∶1∶5(质量比,下同);按照基础配方,添加不同含量的发泡剂,用锥形双螺杆挤出机,采用一步法挤出成型发泡 PVC木塑复合材料制品,挤出机各段温度设置分别为:150~155、160~165、165~175、170~175 ℃。
1.4 性能测试与结构表征
AC发泡剂、改性AC发泡剂的热解过程用DSC进行分析。取研细、混合均匀的样品约10 mg放入铝坩埚中,并在坩埚盖上刺一小孔,另取同样的一只铝坩埚作为参比物,温度范围50~250℃,升温速率10℃/min;
按照 QB/T 2463.2—1999、GB/T 9341—2000测试材料的弯曲强度和弯曲弹性模量,测试样品尺寸为200 mm×90 mm×10 mm,宽度和厚度为样品原尺寸,测定结皮面;
按照 QB/T 2463.2—1999、GB/T 1043—1993测试材料的简支梁冲击强度,试样为无缺口Ⅰ型试样,测试样品尺寸为120 mm×15 mm×10 mm,厚度为样品原厚,冲击结皮面;
表观密度按照 QB/T 2463.2—1999、G B/T 6343—2009进行测试,测试样品尺寸100 mm×90 mm×10 mm,宽度和厚度为样品原尺寸;将样品在(23±2)℃、相对湿度(50±5)%的环境中放置至少16 h,用分析天平精确测定样品质量,用千分尺测定样品的尺寸,计算样品的平均表观密度;
SEM分析:液氮下脆断,表面喷金处理,用 SEM观察断面泡孔形态;
发气量测试:测试装置如图(1)所示,用样品匙将样品置于试管底部,注意勿使样品沾在试管壁上,用橡皮塞塞住试管口,接上乳胶管,将试管完全浸在油浴槽中,检查系统气密性。实验时首先将三通活塞通大气,提高水准瓶,调节玻璃量气管满刻度(在室温下),然后关闭三通管,提高水准瓶,使液面与量气管液面保持同一水平,记录量器管初始读数(V0)后加热。待油浴槽中油温升至100℃时,调节精密控温装置,使热源以5℃/min的升温速率均匀加热,每升温10℃读取量器管读数一次,直至发泡剂完全分解。
2 结果与讨论
2.1 改性AC发泡剂热分解过程的DSC分析

图1 发泡剂发气量测试装置Fig.1 Measuring device for gas from the foaming agent
如图 2所示,AC发泡剂的分解温度在 205~230℃之间,且在218℃出现一个尖锐的放热峰,放热量为413 J/g。在230℃之后又出现一个小吸热峰。AC发泡剂分解过程为放热反应,具有突发性。改性AC发泡剂分解温度在165~187℃之间,在176℃出现一个放热峰,放热量为250 J/g。与AC发泡剂相比,改性AC发泡剂分解温度和放热量显著降低。如图3所示,与AC发泡剂相比,改性AC发泡剂分解时间缩短到12.3 min,这一诱导时间与PVC木塑复合材料加工过程中物料在机筒内停留时间相适应。

图2 AC发泡剂分解的DSC温度曲线Fig.2 DSC temperature curves of AC foaming agent decomposition

图3 AC发泡剂分解的DSC时间曲线Fig.3 DSC time curves of decomposition time of AC foaming agent
将改性AC发泡剂分别应用在PVC及PVC木塑复合材料中,测试其分解过程热量变化,结果如图4、5所示。改性AC发泡剂在PVC中分解时,在163℃出现明显的放热峰,放热量为 220 J/g。相比之下,在PVC木塑复合材料中,改性AC发泡剂在50~250℃仅引起体系微小热量变化,而且为吸热过程,这将有利于加工过程熔体黏度的稳定和发泡过程。改性AC发泡剂在不同体系中引起的热量变化差异,其原因有待进一步研究。
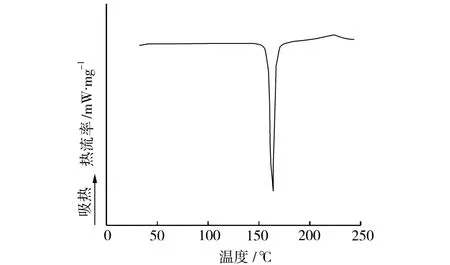
图4 改性AC发泡剂在PVC体系中的DSC曲线Fig.4 DSC curves of PVC with modified AC foaming agent

图5 改性AC发泡剂在PVC木塑复合材料中的DSC曲线Fig.5 DSC curves of PVC wood-plastic composites with modified AC foaming agent
DSC分析结果表明,改性AC发泡剂本身分解时仍具有突发放热、分解速度快的特点,其在 PVC木塑复合材料中分解仅吸收少量的热量,在挤出加工过程中避免了发泡剂分解造成的熔体局部热量变化引起的熔体黏度变化的不利影响。
2.2 AC发泡剂改性过程的发气量
将准确称量的0.5 g(精确到0.001 g)AC发泡剂及改性AC发泡剂样品分别参照文献[7]进行发气量测试。结果表明,AC发泡剂的平均发气量为249 mL/g,改性AC发泡剂分解过程平均发气量为189 mL/g。
综合发泡剂热解过程的DSC分析和发气量测试,改性AC发泡剂分解温度低、分解过程诱导时间短、在PVC木塑复合材料中分解引起体系热量变化微小,这些特点使其适合于PVC木塑复合材料的挤出发泡过程。
2.3 改性AC发泡剂用量对木塑复合材料性能的影响
从表1可以看到,在相同配方和工艺条件下,当发泡剂用量均为0.6份时,改性AC发泡剂可以使制品的密度降低到1.062 g/cm3,比使用 AC发泡剂的密度降低了9.6%;当发泡剂用量为0.8份时,改性AC发泡剂可以使制品密度降低到0.922 g/cm3,与使用AC发泡剂相比制品密度降低了11.6%。实验中发现,当发泡剂用量增加至1份之后,继续增加AC发泡剂用量,挤出过程不稳定,出现熔体离开口膜后从中心开裂,严重阻塞机器,以至无法挤出成型。对于改性AC发泡剂,随着用量增加,制品密度增加,当用量达到2份时,在挤出机口模处随着熔体挤出有气体产生,制品密度增加、表面粗糙。上述现象进一步说明改性AC发泡剂虽然仍有突发放热的特点,但是其在PVC木塑复合材料中分解引起热量波动小,在挤出加工过程中避免了发泡剂分解造成熔体黏度变化的不利影响,能够保证挤出正常。当继续增加改性AC发泡剂的用量时,发泡剂分解发热量随之增大,容易导致熔体黏度下降、表面张力减小,造成微孔破裂或气泡合并现象。在实验配方条件下通常改性AC发泡剂用量在1~1.2份为宜。

表1 不同AC发泡剂用量对制品表观密度的影响Tab.1 Effect of contents of AC foaming agent on apparent density of PVC wood-plastic composites
如图6所示,其中抗冲击改性剂ACR用量为5份,AC发泡剂用量为1份,改性AC发泡剂用量为1.2份,可以看到,在相同配方和工艺条件下,采用改性AC发泡剂的样品泡孔数量明显多于采用AC发泡剂的体系,而且形成的泡体均匀致密。结合表1的数据,进一步说明改性AC发泡剂在分解过程中对熔体的黏度影响波动较小,在塑化良好的前提下有利于发泡过程中对分解产生的气体形成包裹,同时减少了熔体流动过程中的波动性,易于形成良好泡孔结构,这对降低材料密度是有利的。

图6 不同AC发泡剂对PVC木塑复合材料微观结构的影响Fig.6 Effect of AC foaming agent on the micro structure of PVC wood-plastic composites
如表2所示,与未加发泡剂的样品相比,随着改性AC发泡剂用量的增加,PVC木塑复合材料的弯曲强度和弯曲弹性模量都呈现先增加后降低的趋势。当发泡剂用量为1份时,材料的弯曲强度增加了8%,弯曲弹性模量增加了11.6%,此时材料表观密度降低了21%。当发泡剂用量为1.2份时,发泡PVC木塑复合材料的冲击强度与未加发泡剂的复合材料相比从6.35 kJ/m2提高到8.55 kJ/m2。PVC木塑复合材料的冲击强度是裂纹形成与裂纹扩展能量相结合的结果,发泡材料的冲击强度与材料的孔隙率有关[9]。实验中发现,当发泡剂含量达到2份时容易发生挤出加工过程中出现熔体破裂现象,造成制品成型困难,得不到完整表面的挤出制品。改性 AC发泡剂用量为1.2份时,材料表观密度降低了22.5%,冲击强度提高了34.6%。因此,在本实验条件和配方组分下,改性AC发泡剂用量以1.2份为宜。

表2 改性AC发泡剂用量对PVC木塑复合材料性能的影响Tab.2 Effect of contents of modified AC foaming agent on performances of the composites
3 结论
(1)改性AC发泡剂的分解温度在165~187℃之间,与AC发泡剂相比,其峰值放热降低了39.5%;
(2)在PVC木塑复合材料配方中加入1.2份的改性AC发泡剂时,材料的冲击强度提高了34.6%,表观密度降低到0.912 g/cm3,发泡制品泡孔数量明显增加,泡孔相对均匀。
[1] 卜宪华,周南桥,朱文莉.PVC木塑复合材料界面改性[J].塑料科技,2006,34(4):58-62.
[2] Chetanachan W,Sookkho D,W Sutthitavil.PVC Wood:A New Look in Construction[J].Journal of Vinyl&Additive Technology,2001,7(3):134-136.
[3] 李思远,杨 伟,杨鸣波.木塑复合材料挤出成型工艺及性能的研究[J].塑料工业,2003,31(11):22-24.
[4] Jiang H,Kamdem P.Development of Poly(vinyl chloride)/Wood Composite a Literature Review[J].Journal of Vinyl&Additive Technology,2004,10(2):59-69.
[5] 陈广汉,陈福林,雷彩红.改性木粉/复合材料的研究进展[J].塑料,2006,35(4):1-6.
[6] 周 琼,于 涛,郑 鸿,等.典型放热型、吸热型和吸-放热型发泡剂热分解特性的研究[J].高分子材料科学与工程,2000,6(5):137-139.
[7] 黎继群,吴英瑜.ADC发泡剂发气量测定方法的改进[J].中国氯碱,2001,(2):33-35.
[8] 周兆良.偶氮二甲酰胺的改性[J].氯碱工业,2000,(2):35-37.
[9] 孔 展,张卫勤,卢 成,等.PVC/木粉复合材料发泡研究[J].塑料,2006,35(6):31-35.
Effect of Modified AC Foaming Agent on Properties of PVC Wood-plastic Composites
BAI Xiaoyan1,WAN G Qingwen2,SUI Shujuan2
(1.Department of Life Science and Chemistry,Hulunbeier College,Hailaer 021008,China;2.Key Laboratory of Bio-based Material Science and Technology of Ministry of Education,Northeast Forestry University,Harbin 150040,China)
Performance of homemade modified azodicarbonamide(AC)foaming agent in PVC/wood composites was studied using differentialscanning calorimeter. Itwas shown thatthe decomposition temperature of modified AC foaming agent was in the range from 165℃to 187℃.Compared with the traditional AC foaming agent,the decomposition temperature was reduced by 40℃and peak exothermic was also reduced by about 39.5%.The average gas evolution of modified AC was 189 mL/mg.When 1.2 phr modified AC foaming agent was used,fine and uniform pores were obtained,which was witnessed by scanning electron microscope(SEM)micrographs.Compared with unfoamed PVC/wood composites,the impact strength of foamed composites increased by 34.6%and apparent density decreased by 22.5%.
poly(vinyl chloride);wood-plastic composite;azodicarbonamide;foaming agent;modification;mechanical property
TQ325.3
B
1001-9278(2011)05-0065-05
2011-09-27
内蒙古自然科学基金项目(2009BS0805);内蒙古自治区高等学校科学研究基金资助项目(NJzy08161);呼伦贝尔市科技计划项目资助(20090407)
联系人,bxyhlbr2006@126.com
猜你喜欢
中国塑料(2017年2期)2017-05-17 06:13:14
材料科学与工程学报(2016年1期)2017-01-15 13:34:13
中国塑料(2016年4期)2016-06-27 06:33:48
中国塑料(2016年3期)2016-06-15 20:30:01
中国塑料(2016年3期)2016-06-15 20:30:00
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:13
中国塑料(2015年8期)2015-10-14 01:10:53
中国塑料(2014年1期)2014-10-17 02:46:37
中国氯碱(2014年10期)2014-02-28 01:05:01
中国氯碱(2014年10期)2014-02-28 01:05:01
