
螺旋喂料器螺旋轴的修复方法及应用
2011-11-27 02:40:48秦忠波刘晓利
中国造纸 2011年10期
秦忠波 刘晓利
(黑龙江北大荒纸业有限责任公司,黑龙江鸡西,158328)
螺旋喂料器螺旋轴的修复方法及应用
秦忠波 刘晓利
(黑龙江北大荒纸业有限责任公司,黑龙江鸡西,158328)
根据横管连续蒸煮设备螺旋喂料器工作原理及实际工作经验,提出一套螺旋轴的修复方法并应用于实际生产中。结果表明,该修复方法简单易行,且解决了外协加工运输、时间等各种问题。
螺旋喂料器;螺旋轴;修复方法
螺旋喂料器是非木材纤维连续制浆蒸煮的关键设备,其作用是将稻草、麦草等非木材纤维物料压缩成气封料塞,并连续地把物料喂入蒸煮器中。喂料螺旋轴是螺旋喂料器的关键部件。要求草片在此被压缩成坚实的料塞,并在此进一步脱水至干度约40%。为确保蒸煮管压力不泄漏,喂料螺旋轴被设计成变容、变距锥形螺旋轴。同时,喂料螺旋轴为悬臂轴。因此,螺旋轴工作时存在受力不均现象,表面受强挤压力作用磨损严重,摩擦阻力主要集中在螺旋轴锥部3个螺距表面和料塞管内表面处,也就是说螺旋轴易磨损部位处在压缩段和造塞段,尤其在锥段轴头端面处磨损更严重。加上螺旋轴使用工况极差,对螺旋轴材质要求很高,要耐磨、耐腐、韧性好,为此喂料螺旋轴设计为不锈钢铸件,锥段螺旋轴3个螺距所有表面及轴头处喷涂或焊补一层钨铬钴合金硬化层以满足螺旋轴使用工况要求。
1 自行修复原因
螺旋轴由于其工作环境所致,在极大摩擦力的工况之下,磨损较快,每3个月左右即需修复一次,且因修复技术含量高必须送原厂修复,由于运输距离远且技术独家垄断致使修复成本很高,修复费用为每根轴40000元/次,仅此一项维修费用即为16万元/a。如此高的设备维修费,长此以往势必造成产品成本的增加,为减少维修费用,降低产品成本,黑龙江北大荒纸业有限责任公司决定组织技术攻关,依靠本公司的技术力量对此部件进行修复,制订修复技术方案以保证修复工作的科学性、标准化、规范化,并以每次修复的经验及出现的问题及时对初方案予以补充完善,最终使其成为具有指导性的修复方法。
2 自行修复具体技术措施及要求
2.1 样板制作焊接时、焊接后打磨精修均
用样板检测,样板必须按新螺旋制作。样板包括用于检查螺旋轮廓的若干个轮廓样板和直径样板,用2~3 mm厚钢板做成一个平面检测样板,两头支撑于螺旋轴头和联轴器中心孔内,直径样板应在螺旋上方留有适当的加工余量(约3~5 mm)。图1为模板的制作照片。
2.2 焊接材料选择
经过多次试验后确定以下焊接材料:

图1 模板的制作照片
(1)耐磨层选用堆焊焊条D707:符合GBEDWA-15要求,是采用碳钢为堆芯的低氢钠型药皮碳化钨堆焊焊条,依靠药皮中碳化钨合金过渡,堆焊金属含钨量40%~50%。由于药皮较厚,在焊条发红后药皮易有小块脱落,所以宜用直流反接,使用较小电流施焊。该焊条主要适用于耐岩石强烈磨损的机械零件。
堆焊层硬度:HRC≥60;溶敷金属化学成分:C为1.50% ~3.00%、W为40.00% ~50.00%、Si≤4.00%、Mn≤2.00%。堆焊焊条D707直径与焊接电流对应关系见表1。

表1 堆焊焊条D707直径与焊接电流对应关系
注意事项:堆焊件为碳钢时预热温度为300℃以上,堆焊件为低合金钢时预热温度为400~500℃,堆焊件为不锈钢时预热温度为600~650℃;低合金钢或不锈钢焊后需经700℃退火处理;焊前焊条需经300~350℃烘焙1 h。
(2)过渡层选用堆焊焊条D322:符合GBEDRCrMoWV-A-03要求,是钛钙型药皮的铬钨钼钒冷冲模堆焊焊条,可交直流两用,堆焊时电弧稳定,脱渣容易。该焊条主要适用于堆焊各种冲模及切削刀具,并用于修复要求耐磨损性较高的机械零件。
堆焊层硬度 (焊后空冷):HRC≥55;溶敷金属化学成分:C≤0.50%、Cr≤5.00%、W为7.00% ~10.00%、Mo≤2.50%、V≤1.00%、S≤0.035%、P≤0.04%。堆焊焊条D322直径与焊接电流对应关系见表2。
注意事项:焊前焊条需经250℃烘焙1 h;焊前需将工件预热至300℃以上以免焊后开裂。

表2 堆焊焊条D322直径与焊接电流对应关系
(3)基底层选用不锈钢电焊条D547MoA:D547MoA符合GB/T983要求。适用全方位焊接,使用前需经320℃烘焙并保温1 h,焊后HRC≥22。

表3 不锈钢电焊条D547MoA
2.3 焊接
采用电弧焊焊接法,多层堆焊,基层选用D547MoA焊条,降低成本,满足芯部韧性的要求;过渡层选用堆焊焊条D322,防止面层与基层材质突变融合效果差导致面层脆裂剥落;面层选用堆焊焊条D707,保证其表面硬度和耐磨性。
此部件为轴类零件,宜采用对称平行式堆焊法和螺旋式堆焊法,且因属于异型零件,因此堆焊操作时不得进行预热处理,应采用水浸散热冷却法,即将部件浸入水中施焊,迅速导出热作业区的热量,防止热应力集中和热变形。
在堆焊操作过程中,采用较低的电流强度,焊接电流控制在要求范围内。采用多道、分段对称堆焊及小块分散堆焊法进行堆焊,每小块的规格为100 mm×100 mm。小块分散堆焊法每小块施焊顺序见图2。每次堆焊后应立即用榔头敲打,使受力分布均匀。焊后不得使用机械和火焰矫正残余变形。

图2 小块堆焊顺序和位置排列示意图
2.4 修复处理
当螺旋轴叶片与锥形壳体防滑条之间的间隙达到8~10 mm时即应更换修复,图3为磨损后轴表面照片。

图3 磨损后的轴表面照片
修复方法为:第一步是堆焊一层同母材材质趋于相同的材料,使其轮廓复原至原来尺寸,堆焊时采用样板反复检查,堆焊后应保证有足够的外径车削加工余量和叶片侧面打磨余量;第二步是在车床上加工外圆和用砂轮打磨叶片侧面;第三步是补焊一层过渡层,然后在过渡层上堆焊硬质耐磨层,堆焊时应注意控制温度、速度及硬层厚度,以免产生裂纹,最后在磨床上磨外圆和尾部轴端及用砂轮打磨叶片侧面。修复后必须保证有足够的形状和尺寸精度以满足装配要求,外表面应尽量打磨光滑从而降低对物料的摩擦阻力,图4为堆焊操作过程示意图。
3 结语
该修复方法简单易行,利于推广应用。原外协加工费用约40000元/根、使用周期2~3个月,用现修复方法费用约5000元/根,使用周期3~4个月。且解决了外协加工运输、时间等各种问题。
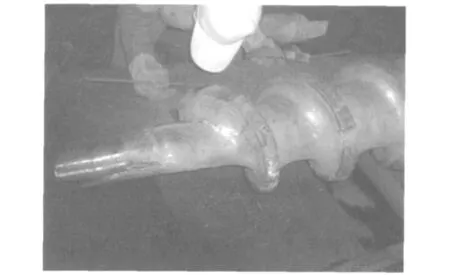
图4 轴的堆焊操作过程示意图
[1] 天津轻机厂.喂料螺旋器使用说明书[S].
[2] 杨 海,杨玉彩,周晓卿,等.我国制浆造纸大型设备国产化势在必行[J].中国造纸,2009,28(4):68.
[3] 刘 靖.早期热磨机螺旋进料器改造浅谈[J].中国造纸,2008,27(11):72.
[4] 张本昌,张国良,刘 静,等.螺旋挤浆机螺旋轴结构优化设计与加工工艺[J].中国造纸,2009,28(7):53.
Repairation of Screw Axis of Screw Feeder
QING Zhong-bo*LIU Xiao-li
(Heilongjiang Beidahuang Paper Co.,Ltd.,Jixi,Heilongjiang Province,158328)
Based on the operation principle of screw feeder of the horizontal continuous digester and practical experience,the repairation method for the screw axis of screw feeder is presented.
screw feeder;screw axis;repairation method
TS737
B
0254-508X(2011)10-0071-03

秦忠波先生,工程师;一直从事制浆造纸设备管理及研发工作。
(*E-mail:xkhqzb@163.com)
2011-05-13(修改稿)
(责任编辑:郭彩云)
猜你喜欢
北广人物(2020年8期)2020-03-19 03:51:23
山东冶金(2019年3期)2019-07-10 00:54:06
作文通讯·初中版(2017年12期)2018-03-31 01:21:44
工会博览(2016年11期)2016-07-02 10:11:24
新世纪水泥导报(2016年1期)2016-07-01 04:00:41
焊接(2016年10期)2016-02-27 13:05:34
焊接(2016年8期)2016-02-27 13:05:11
现代农业装备(2015年4期)2015-12-15 01:00:41
焊接(2015年11期)2015-07-18 11:12:46
焊接(2015年2期)2015-07-18 11:02:38
