铜及铜合金焊接研究现状和手工自蔓延焊接铜问题探讨
2011-11-04 13:22:14曲利峰辛文彤吴永胜李志尊
电焊机 2011年3期
曲利峰,辛文彤,吴永胜,李志尊
(军械工程学院 先进材料研究所,河北 石家庄 050003)
铜及铜合金焊接研究现状和手工自蔓延焊接铜问题探讨
曲利峰,辛文彤,吴永胜,李志尊
(军械工程学院 先进材料研究所,河北 石家庄 050003)
概述了铜及铜合金的气焊、钎焊、活性焊、MIG焊、搅拌摩擦焊及热摩擦搅拌焊、激光焊、电子束焊等常规焊法和自蔓延焊法的技术特点及国内外的研究现状。论述了在当前铜及铜合金手工自蔓延焊接技术的研究过程中如何借鉴融合其他焊接技术的工艺及机理,并讨论了铜及铜合金手工自蔓延焊接所存在的问题并对其产生原因作了初步分析,着重分析了焊接时焊缝金属与母材的润湿性,熔渣与焊缝金属的分离等当前亟需解决的问题,指出了需要深入研究的方向和解决问题的思路。
铜及铜合金焊接方法;铜及铜合金手工自蔓延焊接技术;润湿性;解决思路
0 前言
铜具有优良的电导性、热导性、耐腐蚀性和延展性,且力学性能和加工性能良好,在石油石化、船舶、通信和电力系统广泛使用。铜及铜合金可采用气焊、手工氩弧焊、钎焊、TIG焊、MIG焊、搅拌摩擦焊、激光焊、电子束焊、液相过渡焊等工艺方法实现焊接。近年来国内外学者对不同焊接技术的原理、工艺和设备等作了较多的研究,使铜及铜合金的焊接技术不断完善、焊接质量得到了提高。但焊接质量的高要求,使焊接设备的技术复杂性增加,便捷性降低。
而铜及铜合金的手工自蔓延焊接是以燃烧合成反应放出的热量为高温热源,以燃烧合成反应的产物为填料,采用焊条电弧焊运条操作方式,实现焊接母材永久牢固连接的一种全新的自蔓延熔焊方法。对铜及铜合金的手工自蔓延焊接技术还未见报道,为解决焊接时焊缝金属与母材的润湿性,熔渣与焊缝金属的分离等问题,当前铜及铜合金手工自蔓延焊接研究融合和借鉴了铜及铜合金的钎焊、活性焊等常规焊法以及手工自蔓延焊接技术来对其工艺参数及机理进行研究和分析。
1 铜及铜合金的焊接研究现状
1.1 铜及铜合金的焊接影响因素
影响铜及铜合金焊接性主要有以下四方面因素:一是高热导率的影响,铜的热导率比碳钢大7~11倍,当采用的工艺参数与焊接同厚度碳钢差不多时,铜材很难熔化,填充金属和母材也不能很好地熔合[1];二是焊接接头的热裂倾向大,焊接时熔池内铜与其中的杂质形成低熔点共晶物,使铜及铜合金具有明显的热脆性,产生热裂纹;三是产生气孔的缺陷比碳钢严重得多,主要是氢气孔;四是焊接接头性能的变化,晶粒粗化、塑性下降、耐蚀性下降等。
1.2 铜及铜合金焊接的研究现状
1.2.1 焊法研究现状
(1)气焊。
紫铜焊接时最常用的是对接接头,搭接接头和丁字接头尽量少采用。气焊可采用两种焊丝,一种是含有脱氧元素的焊丝,如丝201、202;另一种是一般的紫铜丝和母材的切条,采用气剂301作助熔剂。气焊紫铜时应采用中性焰。黄铜气焊采用的焊丝有:丝221、丝222和丝224等,这些焊丝中含有硅、锡、铁等元素[2],能够防止和减少熔池中锌的蒸发和烧损,有利于保证焊缝的性能和防止气孔产生。气焊黄铜常用的熔剂有固体粉末和气体熔剂两类,气体熔剂由硼酸甲脂及甲醇组成;熔剂如气剂301。
(2)钨极手工氩弧焊。
针对较厚铜板的焊接难点和易出现的焊接缺陷,文献[3]提出了采用钨极氩弧焊加焊剂的方法焊接铜板,解决了焊接中出现的缺陷。在进行氩弧焊前,用无水酒精将气剂调成糊状,涂于坡口两侧,除去氧化铜。焊接时硼砂在熔池中迅速与Cu2O发生作用,形成复盐浮于熔池表面,反应如下:

硼酸在熔池中也与Cu2O反应形成复盐,反应式如下:

形成的复盐浮于金属表面,对液体金属有一定的保护作用。
(3)钎焊。
磷铜钎料的钎焊工艺性能好,能很好地润湿铜及其合金,钎料中的P还可以还原氧化铜,还原后生成的氧化物成液态覆盖于金属表面防止氧化,因此钎焊铜时可不用钎剂,钎焊接头具有较高的强度和导电性,且接头的脆性比钎料本身小[4]。对添加了稀土元素 Ce 的 Sn-3.8Ag-0.7Cu 无铅钎料的润湿性和钎缝的力学性能进行了研究,实验结果表明,Ce的加入也可以改善钎料的润湿性。随着Zn和Mn加入量的增多,黄铜钎料的铺展面积会增大。通过对黄铜材料的金相组织和钎焊断口的SEM观察,分析了铜导管的脆断,认为铜管氧含量过高,钎焊时被还原也是造成脆化的重要原因。天津焊接研究所柳英利等人[5]采用丙烷气与压缩空气混合的火焰替代传统氧乙炔的加热方法,成功实现了紫铜管与黄铜视镜体黄铜与紫铜件的自动火焰钎焊,钎焊后接头耐压 4MPa,无泄漏[6]。
另外,使用在黄铜丝状钎料表面涂压药皮而制成的药皮钎料,可直接进行钎焊,而无需另配钎剂。与铜钎剂一样,药皮的主要成分是硼砂、硼酸,为了保证药皮黄铜钎料有良好的施焊工艺性能及优良的防潮性及韧性,通过在药粉中配以其他化合物并配制一种特殊的有机胶粘剂使药皮黄铜钎料的性能达到理想的效果。研究结果表明:药皮黄铜钎料具有优良的钎焊工艺性能,液态钎料流动性好,成形美观,可以代替一些特定型号的黄铜钎料[7]。
(4)活性剂焊接法。
活性剂焊接法在TIG应用较早,将活性剂与TIG焊结合的焊接方法通称为A-TIG(Activating flux TIG)焊。A-TIG焊是通过调节活性焊剂中微量元素的组成和含量来达到控制焊缝成形和提高焊接质量的目的。焊前在焊接区域涂敷适当的活性剂可增大焊接熔深,减少缺陷,改善焊缝成形,提高生产效率,是焊接技术前景的发展方向之一。活性剂提高焊缝熔深一是使电弧收缩,或改变电弧特性,提高了电弧的能量密度及对熔池的作用力,二是改变熔池的表面张力流,形成由熔池边缘向熔池中心的金属流动,促使熔池底部获得更多的能量,熔深增大。这两种作用机理与焊接方法焊接材料和活性剂成分有关。活性剂对熔池流态影响如图1所示[9]。
(5)MIG焊。
一般情况下,对于厚度大于等于3 mm的铝青铜、硅青铜和白铜较多选用MIG焊方法,厚度3~14mm或大于14 mm的铜及铜合金几乎都选用MIG焊,因为熔敷效率高、熔深大、焊速快(一般为TIG焊的3~4倍),焊缝成形好,内外质量优良,在氩气的保护下,熔池纯净,气孔少,热裂影响小,操作易掌握,实现高效、优质、低成本的经济效益要求[10]。

图1 活性剂对熔池流动的影响Fig.1 Effect of active flux on flow of molten weld pool
(6)搅拌摩擦焊和热搅拌摩擦焊。
搅拌摩擦焊是英国焊接研究所于20世纪90年代发明的一种用于低熔点合金板材的新型固态连接技术。在焊接过程中,由于搅拌头的搅拌作用,黄铜和紫铜相互融合,且在热与力的作用下发生塑性变形,使大量晶粒破碎,破碎的晶粒重新再结晶,这是搅拌摩擦焊的基本特征[11]。搅拌摩擦焊除了具有普通摩擦焊的优点外,还可进行多种接头形式和不同焊接位置的连接[12]。
热搅拌摩擦焊是由NASA的Marshall空间飞行中心开发的用于改进搅拌焊的一种新的熔焊方法。这种方法可以连接异种材料和以较高的速度焊接。比起熔化焊和摩擦搅拌焊其优点是对过程控制和优化有更大的控制度,焊接后表面更为完善。
(7)激光焊。
激光焊接与其他传统焊接工艺相比,有着许多优点,最主要的优势之一就是激光束能集中于非常狭小的区域,从而产生高能量密度的热源,该集中热源较快熔化焊缝。在这方面,激光焊接可与电子束焊接相比,而且激光焊接还有着优于电子束焊接的特点:激光焊接可在大气压下进行,而无需真空室,还可以在焊条和电子束达到的三维构件内部细微区域中实施[13]。Lampa 等人[14]采用 1 300 W CO2激光熔焊铜合金和不锈钢,在焊接过程中,液态铜向近缝区钢表层渗透,易出现渗透裂纹。T.A.Mai等人[15]采用350 W脉冲Nd:YAG激光器以热导焊接方式熔焊铜合金和工具钢精密薄件,发现当激光束作用在钢一侧0.2 mm,且限制钢中铜含量小于2%时,熔合区无裂纹。
(8)其他焊法。
电子束焊由于其较低的热输入高能量密度过程控制精确。因其焊接过程全部在真空中进行故接头成分纯净性质优良,可以在热传输、传能产能、低温领域有很大的应用[16]。用电子束熔焊脱氧铜时,第一次焊易出现缺陷,再焊一次时则焊道成形良好。
液相过渡焊接法TLP是介于熔焊和压焊之间的焊接方法,液相过渡焊接法一般有液相过渡扩散焊和共晶扩散钎焊。
1.2.2 工程应用上存在的问题
以上方法都是实现铜合金有效连接的方法。然而,对于实际的工程应用都有其自身的局限性。手工氩弧焊需要认真清理母材两侧油污、氧化皮,使它露出金属光泽,前期工作复杂。钎焊存在工作效率低、加热时间长、钎缝金属晶粒粗大以及钎焊接头疲劳强度低等缺点,不适用于应急焊接。搅拌摩擦焊对于接头的形式要求苛刻,一般适合板材的焊接,另外需要严格控制焊接速度,焊接速度过快时,搅拌头的摩擦产热不足,不能使焊缝金属达到焊接所需的热塑性状态,无法发挥搅拌头的搅拌作用,成形较差,无法焊合。而铜及铜合金的手工自蔓延焊接技术是采用类似焊条电弧焊的操作方式,不需要电源、气源及设备,对金属表面锈蚀不敏感,可实现同种或异种金属结构焊接,焊接热变形小,焊缝具有较高强度和防腐蚀性能,是紧急特殊情况下应急修复安装的理想焊接手段。
1.3 铜及铜合金手工自蔓延焊接技术研究
1.3.1 手工自蔓延焊接的研究现状
自蔓延焊接是指利用燃烧合成反应的放热效应及其产物来焊接的技术,特别是在特种材料、特殊条件下的焊接中发挥着越来越重要的作用[17]。而手工自蔓延焊接是一种新的自蔓延熔焊方法。它利用了燃烧合成技术,焊接时点燃燃烧型焊条(见图2),放出大量热量使受焊母材局部加热熔化,凝固后形成牢固不可拆接头,生成的金属产物填充于焊接母材之间形成焊缝[18]。
手工自蔓延焊接研究表明:Ni可以与Cu和Fe互溶形成固溶体可在Cu-Fe合金焊接熔合表面区域形成连接的过渡层,获得性能优良的焊缝接头[19],而W主要起到细化晶粒的作用[20]。
1.3.2 铜及铜合金手工自蔓延焊接的研究现状

图2 燃烧型焊条结构Fig.2 Structure of the combustion welding rod
俄罗斯有类似燃烧型焊条的产品,但未查询到其任何相关技术研究内容。装甲兵工程学院在类似技术的应用方面作了大量研究工作。军械工程学院在对手工自蔓延焊接碳钢进行了深入且富有成效的研究之后,对该技术的铜及铜合金手工自蔓延焊接进行了较为初步的研究分析。
1.3.3 铜及铜合金手工自蔓延焊接存在的问题及原因分析
前期的初步试验表明,在目前的条件下,应用系列燃烧性手工自蔓延焊条进行对接焊接时会出现熔池内熔融焊料于凝固前流走、有对母材的烧蚀现象、焊缝成形困难、强度低、存在夹渣(见图3)、熔渣剥离难等现象,而异种铜合金母材焊接时由于熔融金属对两侧母材润湿性不同而偏向一方流动。能否实现简单快速有效铜及铜合金同种或异种焊接也就成为制约手工自蔓延焊接推广和应用的重要问题。问题原因是手工自蔓延焊接作为一种特殊的熔焊技术,在热源、母材熔化、熔池特点、结晶机理等方面与普通熔焊存在着本质的区别,且铜具有极大的导热率,致使焊接过程中需要更大密度的能量,焊接过程生成的氧化亚铜易形成裂纹,气体难以排出造成气孔。
1.3.4 解决思路
焊接时焊缝金属与母材的润湿性、熔渣与焊缝金属的分离等都是当前亟需解决的问题。军械工程学院为改善当前铜及铜合金手工自蔓延焊接存在的问题,借鉴氩弧焊中加入焊剂去除裂纹,钎焊中加入合金剂改善润湿性,活性焊中加入活性剂改善润湿和增大熔深的机理,系统研究了燃烧合成焊接过程工艺参数和接头组织对性能影响的规律。当前铜及铜合金的手工自蔓延焊接过程问题解决思路有:
(1)通过热力学计算和实验研究非均匀多元燃烧合成体系的热力学条件和动力学过程,研究燃烧型焊条燃烧模式、燃烧波、燃烧过程及其影响规律,以解决焊接过程多元燃烧系燃烧机理问题。
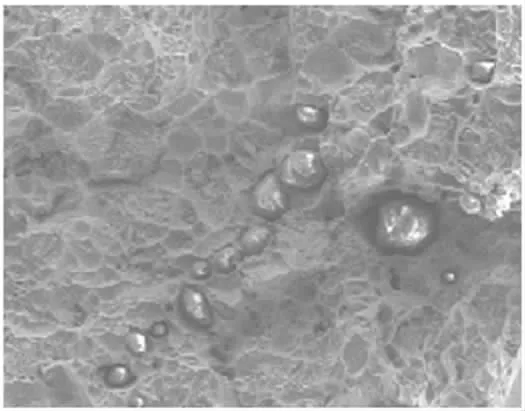
图3 断口中的夹杂(2 000×)Fig.3 Slag inclusion in fracture
(2)通过采用焊药的梯度功能设计来改善熔池形成前后对热量以及填充金属的不同需求及异种铜焊接问题。制作某些活性剂,通过涂抹在焊件表面可以增强对铜母材的均匀浸润作用,增大熔深,使Cu2O转变为复盐进入熔渣,解决夹杂问题,消除裂纹气孔。同时研究合金剂及微量活化元素对焊缝组织、焊接接头力学性能和母材的润湿、焊缝填充的影响规律。
(3)利用OM、SEM等进行合金成分和焊接熔渣的微观组织观察,过渡区两界面的元素分布、元素存在形式以及相结构进行分析。研究非平衡条件下富含 Al2O3的包含 Al2O3-Cu(BO2)2-2NaBO2等多元玻璃陶瓷焊接渣系,建立高含量Al2O3低凝固点的焊接渣系结构模型,探讨焊接熔渣与焊缝金属的分离机理,对于解决熔渣与金属的分离问题也至关重要。
2 展望
铜及铜合金焊接技术已然成熟且应用广泛,其研究也必将随着新技术的创新而深入。为达到较好地实现铜及铜合金手工自蔓延焊接的目的,需要融合借鉴铜及铜合金的常规焊法及手工自蔓延焊接技术的焊接机理进行大量试验和理论分析。作为一种新型的焊接技术,工艺方面系统研究燃烧合成焊接过程工艺参数对焊接接头组织性能影响的规律;机理方面研究活性剂和合金剂对焊缝组织、焊接接头力学性能、母材的润湿及焊缝填充的影响规律,都将有助于对铜及铜合金手工自蔓延焊接有较全面深入的认识,扩大其应用范围。
[1]季 杰,马学智.铜及铜合金的焊接[J].焊接技术,1999(2):13-15
[2]范金友,刘靖涛,韩廷忠,等.紫铜板的焊接[J].机械工程师,2001(12):13-15.
[3]訾树燕,白 玲,李智超.合金元素对铜基钎料钎焊性能的影响[J].热加工工艺,2003(6):29.
[4]李宝绵,李英龙,戴 恩.磷铜钎料的研究与应用[J].黄金学报,1999,1(2):152-154.
[5]张智强.紫铜焊接脆化原因分析[J].材料开发与应用,2005(5):??.
[6]柳英利,魏志颖,刘金涛.多头自动火焰钎焊机的研制[J].焊接设备与材料,2002(4):39-40.
[7]谢长林,王 立.药皮黄铜钎料的研制[J].焊接材料与设备[J].2001(3):30.
[8]武 丹,许鸿吉,裘荣鹏.活性化焊剂对堆焊焊缝熔深的影响[J].沈阳航空工业学院学报,2004,21(4):36-37.
[9]袁玉兰,王惜宝,吴顺生,等.活性剂在焊接中的应用及展望[J].材料导报,2005(8):19.
[10]Ganjigatti J.P,Pratihar D K,RoyChoudhury A.Modeling of the MIG welding process using statistical approaches[J].International Journal of Advanced Manufacturing Technology,2008(12):35.
[11]Yuzou Okawa,Masasi Taniguchi,Haruo Sugii et al.Development of 5-Axis Friction Stir Welding System[C].SICEICASE International Joint Conference,2006:1266-1269.
[12]刘小文.T2-H62 搅拌摩擦焊接技术[J].焊接学报,2005(9):5-8.
[13]占海平.激光焊接技术在汽车工业中的推广应用[J].中国科技信息,2007:18.
[14]Lampa Conny,Powell John,Magnusson Claes.Laser welding of copper to stainless steel.Proceedings of the 1997 Laser Materials Processing Conference[J].ICALEO'97,San Diego,CA,USA,1997,83(2):171-180.
[15]Mai T A,Spowage A C.Characterisation of dissimilar joints in laser welding of steel-kovar,copper-steel and copperaluminum[J].Materials Science and Engineering,2004,A 374:224-233.
[16]Saha K,Ray A K,Shah B K,et al.Electron beam welding of copper to A151-30455[C].International Welding Conference,2000.
[17]Shcherbakov V A.SHS welding of hard alloy and steel[J].Key Engineering Materials,2002(217):215-218.
[18]辛文彤,李志尊,李宝峰,等.手工自蔓延焊接技术[J].热加工工艺,2007,36(27):18-19.
[19]武 斌,辛文彤,王建江,等.手工自蔓延焊接焊缝组织性能研究[J].热加工工艺,2006,35(23):21-23.
[20]辛文彤,马世宁,张保元,等.元素W对手工自蔓延焊接接头组织性能的影响[J].热加工工艺,2008,37(13):9-10.
Investigation of copper and copper alloy's welding and discussion on manual SHS welding of copper and copper alloy
QU Li-feng,XIN Wen-tong,WU Yong-sheng,LI Zhi-zun
(The Institute of Advanced Materials,Ordnance Engineering College,Shijiazhuang 050003,China)
Meaning of research on Copper and Copper Alloy's welding is of great importance because of the good property and abroad application.Technical characteristics of Copper and Copper Alloy's normal welding,like gas welding,brazing and soldering,activing welding,MIG welding,friction stir welding,thermit friction stir welding,laser welding,laser welding electron beam welding and Selfpropagating High-temperature Synthesis(SHS)welding was studied and classified in the paper as well as the analysis about domestic and foreign present situation of research.It is also analyzed that how normal welding can provide direction and guidance for the Manual SHS Welding Technology of Copper and Copper Alloy.Moreover,the present problem of manual SHS welding of copper and copper alloy is discussed,especially the wettability between welding seam and base metal,the separation between slag and welding seam on emphasis,and the further research orientation was indicated.
normal welding of copper and copper alloy;manual SHS welding technology of copper and copper alloy;wettability;solving route
TG457.13
C
1001-2303(2011)03-0055-05
2010-11-19
军队科研计划资助项目
曲利峰(1986—),男,河北怀安人,在读硕士,主要从事自蔓延焊接开发与应用工作。
猜你喜欢
粉末冶金技术(2021年1期)2021-03-29 02:34:48
科学与财富(2019年30期)2019-10-30 11:19:00
制造技术与机床(2019年6期)2019-06-25 10:17:56
电镀与环保(2018年2期)2018-04-19 02:05:10
制造技术与机床(2017年3期)2017-06-23 08:11:28
电镀与环保(2017年2期)2017-05-17 03:42:21
焊接(2016年8期)2016-02-27 13:05:11
焊接(2016年5期)2016-02-27 13:04:43
焊接(2016年3期)2016-02-27 13:01:32
焊接(2016年3期)2016-02-27 13:01:29