数控车削加工中刀尖圆弧半径补偿应用技巧
2011-10-08 12:11蔡苏明
中国新技术新产品 2011年24期
蔡苏明
(无锡机电高等职业技术学校,江苏 无锡 214028)
一、数控车削中刀尖圆弧半径补偿的作用
在数控车削加工中,为了提高刀具的强度、耐用度及工件的表面加工质量,一般使用机夹可转位车刀,而机夹可转位车刀的刀尖都有一个精度较高的刀尖圆弧,如图1所示,刀尖圆弧一般为R0.2~R0.8。

图1 刀尖圆弧
当有刀尖圆弧后,由于数控加工程序的编制是按假想刀尖点进行的,切削端面和圆柱面时不存在误差,如图2所示;而在切削锥面和圆弧时,就会出现过切或欠切现象,如图3所示。这样当工件轮廓精度要求高时,就达不到精度要求。

图2 切削端面、圆柱面

图3 切削锥面、圆弧

图4 刀具半径补偿后运动轨迹
如果单从编程的角度解决,需要根据所加工的零件轮廓计算刀尖圆弧中心的运动轨迹进行编程,这样会增加计算的工作量,而且也容易出现错误。为解决这一难题,我们引入刀尖圆弧半径补偿这一概念。由于数控系统拥有刀尖圆弧半径自动补偿功能,因此,加工程序的编制仍然按图纸所标注的尺寸编写,这样由刀尖圆弧半径而产生的过切或欠切问题可以通过刀具半径补偿功能,使刀具自动地沿加工轮廓方向偏置一个刀尖圆弧半径值,如图4所示。
二、刀尖圆弧半径补偿指令及使用技巧
1.刀尖半径补偿指令
G41——左补偿,沿刀具加工方向看,刀具位于工件左侧时即为左补偿。
G42——右补偿,沿刀具加工方向看,刀具位于工件右侧时即为右补偿。
G40——刀具补偿取消。
2.G41、G42 的判别技巧
机床前置刀架与后置刀架方式下刀补的方向有一定的区别,如图5和图6所示,可得出一个结论就是:无论后置还是前置刀架使用右偏刀加工外圆时刀具半径补偿方向是G42,内孔是 G41。
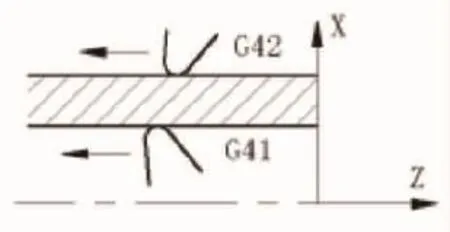
图5 后置刀架的刀具半径补偿方向

图6 前置刀架的刀具半径补偿方向
3.刀具假想刀尖方位的选择。机床前置刀架与后置刀架方式下,不同类型的刀具假想刀尖方位也有所不同。如图7和图8所示,从图中可看出无论后置还是前置刀架,我们常用的外圆右偏刀刀尖方位为3,内孔右偏刀刀尖方位为2。
4.刀具假想刀尖方位及刀尖圆弧半值的输入。要使刀尖圆弧补偿发挥作用,必须在数控系统的刀具补偿页面内填入刀具假想刀尖方位和刀尖圆弧半值,以FANUC—0i数控系统为例,如图9所示,刀尖方位填在T栏下,刀尖圆弧填在R栏下。

图7 后置刀架的刀尖位置方位图

图8 前置刀架的刀尖位置方位图

图9 刀具参数设置界面
5.刀补指令G41、G42或G40必须写在G01或G00程序段上,否则会出现语法错误报警。例如:G42 G00 X50 Z5和G42 G01 X50 Z5 F0.1都是正确的,G42 G02 X50 Z5 R20 F0.1是错误的。
6.刀尖圆弧半径补偿的建立与取消都要在加工轮廓的外面进行,由于在刀尖圆弧半径补偿的建立与取消过程中,都要进行偏置过渡运动,如果该程序段已进入工件就可能产生误切。
7.刀尖圆弧半径补偿的建立与取消过渡线段长度必须大于刀尖圆弧半径值,例如:刀尖圆弧半径R=0.4mm,则Z轴移动量必须大于0.4mm,X轴移动量必须大于 2×0.4mm=0.8mm。
三、刀尖圆弧半径补偿应用实例
零件图如图10所示,使刀尖圆弧半径补偿方法编写FANUC—0i数控系统精加工程序。

图10 应用实例零件图


结论
刀尖圆弧半径补偿是数控车床系统的一个重要功能,正确灵活的使用此功能,可以在不需要通过繁琐计算而获得刀尖圆弧中心运动轨迹的情况下保证加工零件的轮廓尺寸精度,可以使零件的数控加工程序的编制更加简化。在实际加工时,使用刀尖圆弧补偿功能时可能会出现圆弧干涉报警,这时需要根据所加工的零件选择合适的刀尖圆弧的刀片或选择合适的补偿建立坐标点。
[1]北京FANUC公司.FANUC-0i车床编程与操作说明书(P253—P289)[Z].1998,5.
猜你喜欢
小哥白尼(野生动物)(2021年5期)2021-08-30
设备管理与维修(2020年23期)2021-01-04
制造技术与机床(2019年12期)2020-01-06
中小企业管理与科技(2019年22期)2019-09-09
解放军健康(2017年5期)2017-08-01
制造技术与机床(2017年3期)2017-06-23
环境科技(2016年4期)2016-11-08
小猕猴学习画刊·下半月(2016年3期)2016-05-30
国际感染病学(电子版)(2016年2期)2016-03-09
中国交通信息化(2014年6期)2014-06-05