
基于Holon思想的自动信息采集系统*
2011-10-07 11:26吕纪伟宋豫川
制造技术与机床 2011年2期
吕纪伟 宋豫川
(重庆大学机械传动国家重点实验室,重庆 400030)
制造执行系统(MES,Manufacturing Eexecution System)是由美国先进制造研究中心(AMR,Advanced Manufacturing Research)于20世纪90年代初提出的支持企业信息集成的先进管理模型。它介于ERP与DCS之间面向车间层的计算机辅助信息管理系统,是实现企业信息集成和制造过程自动化的关键技术之一,对提高整个企业制造系统的经济效益具有重要意义。
国际制造执行协会(MESA,Manufacturing Execution System Association)对 MES 的定义是[1]:“MES 能通过信息传递,对从订单下达到产品完成整个的生产过程进行优化管理。当工厂里面有实时事件发生时,MES能对此及时做出反应、报告,并用当前的准确数据对它们进行指导和处理。这种对状态变化的迅速响应使得MES能够减少企业内部没有附加值的活动,有效地指导工厂的生产运作过程,从而使其既能提高工厂及时交货能力、改善物料的流通性能,又能提高生产回报率。MES还通过双向的直接通讯在企业内部和整个产品供应链中提供有关产品行为的关键任务信息。”
因而,MES的内涵可以概括为:!MES不是解决某一个生产瓶颈,而是强调整个生产过程的优化;"MES收集生产过程中大量的实时数据,并作出相应的分析和处理;③MES需要同时与上层的计划层和底层的控制层保持双向通信,从上下两层接收相应数据并反馈处理结果和生产指令;④通过制造系统连续的信息流实现制造系统的信息集成[2]。
信息自动采集系统就是实现上述第二点的系统,它是整个MES系统的核心模块,也是系统其他模块的信息来源,是保证整个系统顺利运行的关键所在。有学者称信息是将整个企业结构联合起来的粘合剂[3],非常简洁地指出了信息对企业的重要作用。然而许多企业的生产管理部门都是采用人工录入的方式获取车间关键设备有关信息,这样一来就会产生以下几点弊端:
(1)信息实时性不强。人工获取的方法需要填表、检查、转交、上报等一系列过程和步骤延迟了信息到达管理层的时间。
(2)信息完整性差。一般关键设备所载的信息量比较大且比较复杂,很多信息不可能同时采集到。
(3)信息使用价值降低。由于到达管理层的信息量不全面且速度慢,无法及时了解整个工厂的生产状况,及时制定和下达计划指令,难保整个工厂的各个生产环节处于最优状态。
(4)准确性不高。人工采集的信息常常出错,有时甚至会影响到决策的制定。
1 采集系统的研究
在我国,目前大多数离散制造车间的数控加工设备种类不同且大部分关键设备都依赖进口。由于不同设备厂商提供的数据接口和格式各不相同,这样就造成了不同设备的采集没有统一的标准,实现这些关键设备实时信息的采集是众多企业的当务之急。然而要解决这个问题的费用不菲,有的还需向设备厂家购买专用软件。
针对这个问题及人工采集的种种弊端,本文提出一种基于Holon(合弄)思想的低成本、可重构的自动信息采集系统。其基本功能模型如图1所示。

基于Holon思想的自动信息采集系统是MES系统不可或缺的一个关键模块,它不仅仅与MES系统保持相互通信,还要与ERP系统和CAD/CAE系统之间实现信息传递,协同工作,共同组成企业的整个信息化系统的集成。由Holon思想的基本属性可以得出本文所提出的自动信息采集系统有以下特点:
(1)自律性:各个基本Holon单元都有在受到外界干扰的情况下保持自己稳定性,完成自己工作任务的功能;同时也能分析和处理本身系统故障和错误。
(2)协作性:一组Holon有共同规划和实施能共同接受计划或任务的能力。当遇到单个Holon不能解决的问题时几个Holon可以通过协调机制来共同完成。
(3)可重构性:系统能重组或增加新的Holon的能力。整个信息采集系统允许其他新子Holon的加入,移除不必要的Holon或对原来系统重新组合后不影响其功能的实现。
2 采集系统的实现
2.1 车间机床信息采集方法
对某增压器厂车间20多台数控机床进行考察后得知,目前车间机床的通信接口可分为无通信接口、串行口和以太网口3种。根据机床接口的不同分别采用PLC信号点法、用户宏程序法和软件二次开发法来获取机床的运行信息及状况。
2.1.1 PLC信号点法
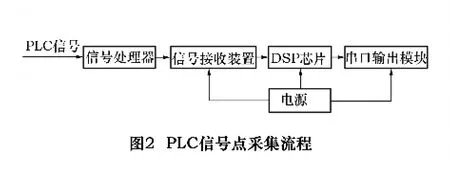
由于数控机床通过PLC来完成对执行元件的控制,PLC要监控各个信号并对其做出相应的处理,所以整个加工过程的运行状态参数在PLC中都有储存[4]。所以想办法利用相应的PLC信号点就可获取机床的运行状态参数信息。如图2所示,从PLC上采集到的信号经DSP芯片的处理后通过串行口传输模块与PC机连接,经PC机分析、处理后经局域网上传到服务器上的数据库中完成对相应机床的信息采集。这种方法主要实现了机床的开/关、主轴启动、机床换刀、主轴速度、冷却和润滑液打开、主轴温度、油泵压力及轴超限警报等信息的采集。
2.1.2 用户宏程序法
具有通信串口的数控机床的信息采集相对无通信接口的数控机床要方便得多,可以利用用户宏程序法来实现。由于从CAM上传到服务器上的NC代码不能直接用于加工,需要在NC代码编辑模块进行修改,所以可在此过程中实现用户程序在NC代码中的镶嵌,从而实现对相应机床信息的采集。
其工作原理是:利用用户宏程序的外部输出指令和系统变量,向DNC服务器输出机床信息,DNC系统收到信号后进行相应的处理[5]。
在数控机床的加工过程中,当遇到镶嵌有用户宏程序的外部输出指令和系统变量的NC代码时就会主动发送机床状态信息。系统一旦监听到,DNC系统中的相关软件就会对传来的信号进行判断,然后做出相应的处理,并把各种信息显示在软件界面上呈现给管理层,并且可以把信息储存起来待日后利用。可以实现以下信息的采集:当前程序名、加工开始时间、加工结束时间、主轴转速、进给速度、当前刀具号等等。其工作流程如图3所示。

2.1.3 软件二次开发法
具有以太网口的数控机床相当于一台PC机,同时也具备OPC通讯模式,所以对其采集就方便得多,只需要用相应机床厂商开发的基于机床的配套软件和通过安装PCI/ISA适配器及标准Ethernet网卡就可像普通PC机一样进行通讯。应用这种方法几乎可以获取所有想要的机床信息。
2.2 系统网络结构的实现
2.2.1 机床联网方式的设计
由于在对无接口机床进行采集方法设计时已对其进行了改造,使其也具有了串行输出模块。这样一来所有的机床就可以看成只有串行口和网口两种的数控机床。由于制造车间噪声、振动等环境因素的影响及串行口机床与PC机连接距离的限制,对应用PLC信号点法和用户宏程序法采集的机床与PC机的连接采取带串口服务器的方式,通过企业局域网实现两者之间的通信。这种连接方式相对比较灵活,使PC机与数控机床的通信距离大大增加,实现车间现场不必放PC机而放到车间办公室。结构如图4所示。


2.2.2 系统总体结构的实现
根据某增压器厂制造系统的规模及复杂程度,系统的总体结构采用分布式采集、集中式控制的形式[6]。这种结构形式实用和维护方便且具有网络功能,是目前大多数制造系统广泛应用的信息采集方式之一。如图5所示,以车间为单位设立采集工作站,每个车间的采集系统看作整个信息采集Holon的一个子Holon,在一个车间内构成一个完整的局域网,完成对本车间数控设备运行信息的采集与输送;工作站负责对从车间采集到的信息进行管理、分析、上传及对本车间下达工作计划或指令等。同时,管理层也可以利用服务器存储的各设备历史信息进行分析,进而判断各设备的运行状态良好与否,合理制定各设备的维护、检修和保养等,尽量避免或减少设备运行故障的出现以免影响工作效率。
另外,结合图5可以看出各个工作站之间具有协作和重构机制,当一个工作站所需信息量不够时可以与其他相应的工作站进行协调来共同完成采集任务。另外,整个系统是开放的,当制造系统需要重新组合或构建新的制造单元时可以随时配置和扩展系统的结构。从而可以增加系统柔性,提高整个制造系统运行效率,降低不必要的资源浪费以节省成本,增强企业竞争力。
3 结语
本文结合某增压器厂MES项目的实施,研究并提出了一种基于Holon思想的低成本、可重构的信息自动采集系统模型。实践证明,此系统在该增压器厂取得了很好的应用效果,成功解决了生产现场关键设备运行信息的采集、监控以及上传,克服了传统的人工采集的种种弊端,提高了信息在企业中的传输速度及时效性,提高了信息采集的正确率,减少了人为因素对信息采集过程的干预,基本上实现加工过程中车间关键设备运行的回放。从而有利于管理层对车间加工概况进行深入了解、分析、比较,进而制定合理的生产计划,提高工作效率。
[1]曹江辉,王宁生,解放.制造执行系统现状与发展趋势[J].高技术通讯,2003(6):100-105.
[2]王隆太,吉卫喜,等.制造系统工程[M].北京:机械工业出版社,2008.
[3]R.B.Evans,T.S.Wurster.Strategy and the new economics of information.Harvard Business Review[J],1997(9/10):71-82.
[4]金东明.制造执行系统MES中数据采集与传送的研究应用[D].上海:上海交通大学,2007.
[5]陈国金,王召鹏.数控设备数据采集方法研究[J].机电工程,2005,22(9):29-32.
[6]胡友民,杜润生,杨叔子.制造系统数据采集技术研究[J].制造业自动化,2002,24(3):23-27.
猜你喜欢
舰船科学技术(2022年21期)2022-12-12
智能制造(2021年4期)2021-11-04
制造技术与机床(2019年10期)2019-10-26
中国交通信息化(2018年6期)2018-08-29
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
电子制作(2017年23期)2017-02-02
数字技术与应用(2016年9期)2016-11-09
中国交通信息化(2016年6期)2016-06-06
中国交通信息化(2016年5期)2016-06-06
- 制造技术与机床的其它文章
- 桁架结构在机床工作台中的应用*