打浆磨片材质与齿型的优化
2011-09-27 08:21蒋小军
中国造纸 2011年3期
袁 麟 蒋小军
(1.沈阳思特雷斯纸业有限责任公司,辽宁沈阳,110027;2.南通华严铸造有限公司,江苏南通,226403)
打浆磨片材质与齿型的优化
袁 麟1蒋小军2
(1.沈阳思特雷斯纸业有限责任公司,辽宁沈阳,110027;2.南通华严铸造有限公司,江苏南通,226403)
介绍了某纸业公司与南通华严磨片研究中心共同探索,优化双盘磨浆机磨片的齿型、材质及打浆工艺的情况,优化后,改善了纤维的结合力,成纸物理性能提高。
磨片材质;齿型;分丝帚化;打浆度
不锈钢板衬垫纸及多金属板带用衬垫纸是一种应用于金属板带行业的特种工业用纸,衬垫主要用在不锈钢等金属板带之间以防止层间摩擦而造成划痕,垫纸用来保护板材在制造、加工过程中不受高速运转、高张力、高温、板材层间滑移等不利因素的影响,垫纸需具有耐热、高强度、高平滑度等性能。原纸生产过程中,打浆应选择合适的打浆磨片,以达到抄造的适应性和稳定性,提高纤维间结合强度和成纸的各项物理性能指标[1]。下面简要介绍通过优化磨片,改善打浆、提高成纸物理性能指标和降低电耗的生产实践,仅供同行参考。
1 打浆系统简介
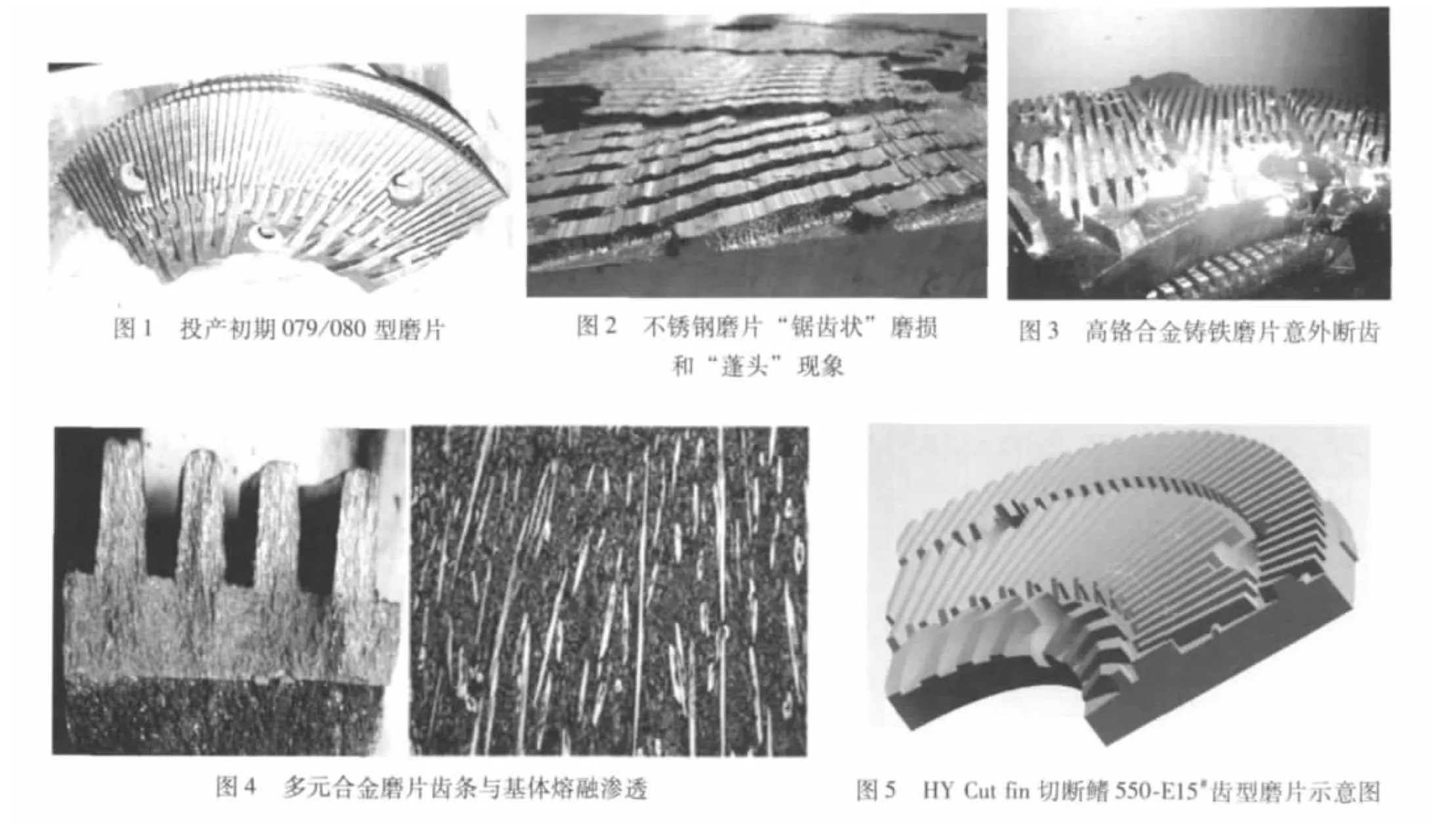
某纸业公司进口了3台22寸 (550 mm)双圆盘磨浆机和1台JC-01锥形磨浆机,进行串联打浆。投产初期,盘磨机原配置为079/080型 (见图1)、143/144型、541/542型及MF型磨片,先后使用过不锈钢和高铬合金材质。不锈钢磨片韧性较好,因材质较软,使用一段时间后磨损较快且齿面钝化,出现磨损不均的锯齿形状和“蓬头”现象 (见图2);高铬合金铸铁磨片耐磨性能好,但是抗冲击性能较差,常出现意外断齿现象 (见图3),影响打浆生产的连续性,且因磨损不均影响成浆质量,并造成打浆电耗较高。为了进一步改善浆料性能及提高成纸品质,该纸业公司对磨片材质和齿型进行了优化。
2 磨片材质和齿形的优化
2.1 磨片材质的选择
一些特种纸厂在打浆中采用表面粗糙的砂轮磨片或者玄武岩磨片,磨齿表面的粗粒或“微小磨齿”可以很好地促进纤维的分丝帚化,但是因为强度问题使用受到一定限制。鉴于此,采用了表面带粗粒的多元合金磨片。多元合金磨片的制备,首先是以Mo、Cr、Ni、WC、CBN等颗粒加入有机熔剂制备2.0~3.5 mm高的齿条粘结于铸造型腔表面,进行HT200铁液高温浇注,金属液高温作用使多元合金颗粒与基体金属熔融渗透 (见图4),在磨齿表面制备形成具有较高抗冲击性能及高抗磨性能的硬质多元合金层,同时齿面具有一定粗粒与微孔隙,并保留了HT200基体力学性能与韧性。打浆过程中,磨齿粗粒与微孔隙增加了摩擦力,促进了纤维的分丝帚化和纤维间的结合力。多元合金磨片经过特殊处理具有较高硬度和抗冲击韧性,杜绝了断齿、不耐磨等制约生产的问题,且消除了“锯齿状”磨损和“蓬头”现象,大幅度提高了磨片的使用寿命,减少了停机更换磨片的几率,为保证造纸各工段的正常运行奠定了良好基础,并降低了易损件的支出成本。
2.2 针对浆种选择合适打浆方式
进口针叶木浆打浆时不仅要充分分丝帚化而且要适当地切断,适当切断的长纤维更有利于两端起毛帚化,并降低打浆电耗,因此需根据不同的原料和要求,设计与选择适合不同浆种纤维打浆的磨片。通过研究磨浆机打浆机理,将“比刀缘负荷”及“比表面负荷”两种理论有机结合,应用到磨片设计中,有研究表明,后者较前者更具实际意义[2]。
2.3 磨片齿型优化
通过对不同定量纸张的打浆指标进行分析,认为磨齿的宽窄、沟槽深度、浆档、倾角分布、粗磨区锥度,破碎区以及精磨区的分区比率和斜度大小是影响打浆机理的关键。借鉴其他厂家磨浆机的磨片优化经验,重新调整打浆能量分配曲线,第1台盘磨选择HY Cut fin切断鳍550-E15#齿型磨片 (见图5),齿宽5 mm,沟宽6 mm,齿高9 mm,倾角5°,具有较高的打浆强度,能够快速处理针叶木浆纤维;后级3台盘磨均选择HY Broom fin扫帚鳍550-L3#齿型磨片(见图6),齿宽4 mm,沟宽4.2mm,齿高7 mm,倾角24°,采用低强度打浆方式,降低打浆电流。

图6 HY Broom fin扫帚鳍550-L3#齿型磨片示意图
2.4 Cut fin切断鳍550-E15#齿型特征与功能
为三分区设计,设置匀浆环,打浆强度高,有利于针叶木浆长纤维匀度的快速提高,可通过开机台数及电流设置来满足不同湿重指标的需求,不必刻意以降低浆浓度方式满足降湿重的要求,与常规磨片相比,可消耗更少能量来提高打浆度或降低游离度。

表1 磨片优化前后打浆参数与成纸性能对比
2.5 Broom fin扫帚鳍550-L3#齿型特征与功能
这是一款经典的适宜于偏黏状打浆磨片的改型磨片,设有浆档的弯折齿,可以较快地提高打浆度。本次改造经过计算,将齿沟宽比及齿高作了合理调整,结合“流变效应”观点[3],在磨片齿纹沿外径线速度最高区域增强“湍流”作用,避免了“生浆”直接甩出,使纤维在流体作用力和离心作用力条件下得到更充分的磨解,交汇角增大,纤维横向切断减弱,而分丝帚化现象得以加强。有效改善了纤维结合强度,相同打浆度条件下打浆电耗降低。
2.6 优化前后比较
磨片优化前后的打浆参数与成纸指标对比及优化前后的打浆电流变化分别见表1和表2。优化磨片前的生产过程中,为了提高打浆度,必须加大磨浆功率,造成磨浆切断作用过度,分丝帚化不足,磨浆间隙波动大,增加了磨片直接碰撞的可能性,加之磨片材质问题导致出现断齿、“锯齿状”磨损和“蓬头”现象,也造成打浆电流波动。打浆工段是造纸企业的耗电主体,磨片齿型和材质优化后,磨片磨损面较均匀平缓,减少了电流波动,降低了打浆电耗 (见表2);纤维由原来过度切断、基本无分丝帚化变为切断减少、纤维表面起毛现象增加,在不耗费更多电耗来提高打浆度的前提下,纤维分丝帚化与结合强度得
到进一步提高,成纸物理性能也得到改善 (见表1)。

表2 磨片优化前后打浆电流变化
3结语
通过对磨片材质和齿型的优化和效果分析,充分证实了“比刀缘负荷理论”非孤立性及其与“比磨浆能量 (SRE)”及“流变效应”的相关性,对特种纸打浆磨片的优化提供了理论依据,并将磨浆元件的优化理论应用到实际生产,在保证木浆纤维质量、打浆效率和原纸物理性能的同时,大幅度降低电力消耗。
[1] 王奇峰,黄所新,蒋小军.优化打浆磨片 改善阔叶木纤维品质[J].中国造纸学报,2009,24(增刊):169.
[2] 乔马.吉.米路纳.锥形磨浆机与盘磨机操作模式之比较[J].纸和造纸,1998(2):20.
[3] 陈奇峰,陈克复,杨仁党,等.三盘单动盘磨机磨片结构对纸浆纤维特性的影响[J].中国造纸,2004,23(6):12.
(责任编辑:赵旸宇)
Upgrading the Physical Strength of Metal Interleaving Paper by Optimizing Plate Material and Pattern of the Refiner
YUAN Lin1,*JIANG Xiao-jun2
(1.Shenyang Stainless Paper Co.,Ltd.,Shenyang,Liaoning Province,110027;2.Nantong Huayan Refiner Plate Co.,Ltd.,Nantong,Jiangsu Province,226403)
(*E-mail:13555772338@163.com)
This paper introduces the experience of optimizing the material,the plate pattern of the double disc refiner and refining technology to improve the bonding ability of the fibers therefore to upgrade the physical strength of the stainless steel interleaving paper.
refiner material;plate pattern;fibrillation;beating degree
TS761.2;TS734+.1
B
0254-508X(2011)03-0071-03
袁 麟先生,高级工程师;主要从事大中型纸机系统优化改造、新产品研发工作。
2010-11-30(修改稿)
猜你喜欢
建材发展导向(2022年24期)2022-12-22
选煤技术(2022年1期)2022-04-19
能源研究与信息(2021年3期)2021-11-20
造纸信息(2021年12期)2021-09-08
中学生数理化·八年级物理人教版(2018年9期)2018-11-09
中国乡镇企业会计(2018年3期)2018-04-08
中国造纸(2017年8期)2017-09-15
天津造纸(2016年1期)2017-01-15
Coco薇(2015年10期)2015-10-19
Coco薇(2015年10期)2015-10-19