
H型钢生产线轧辊的选择方案
2011-09-26 06:23胡洪
山西冶金 2011年1期
胡洪
(首钢长治钢铁有限公司,山西长治046031)
H型钢生产线轧辊的选择方案
胡洪
(首钢长治钢铁有限公司,山西长治046031)
简要介绍了首钢长治钢铁有限公司年产60万t H型钢生产线的轧辊的在线分类、形状,较为详细地阐述了轧辊的选择方案。
H型钢轧辊方案
首钢长治钢铁有限公司(以下简称长钢)对年产60万t H型钢生产线投资了8.8亿元,生产的主要产品是执行国标GB/T 1126—2005的热轧H型钢和剖分T型钢,其中HW系列产品范围为125 mm× 125 mm~250 mm×250 mm;HM系列产品范围为150 mm×100 mm~350 mm×250 mm;HN系列产品范围为175 mm×90 mm~500 mm×200 mm。而轧辊是H型钢生产的主要消耗备件,它直接影响着产品的质量和生产成本。
1 H型钢生产线轧机布置及轧辊分类、形状
1.1 轧机布置
年产60万t H型钢生产线在线共4套轧机。其中二辊可逆开坯机1架,主要进行坯料的粗加工轧制,为后续工序提供半成品料;串列可逆轧机3架(包括万能粗轧机、轧边机、万能精轧机各1架),主要对开坯机来料进行精加工轧制并最终使成品尺寸满足标准及顾客的要求。具体轧机布置见图1。
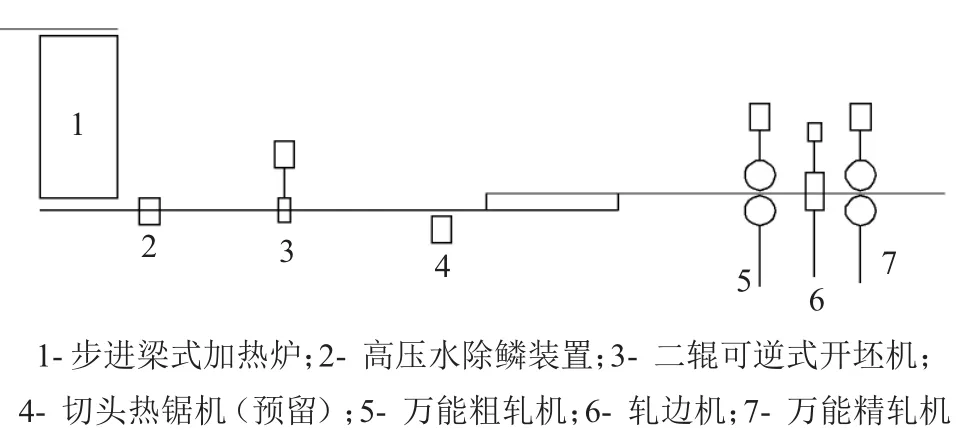
图1 轧机布置示意图
1.2 轧辊分类及形状
根据轧机布置,轧辊分类见表1,各轧辊形状见图2~5。
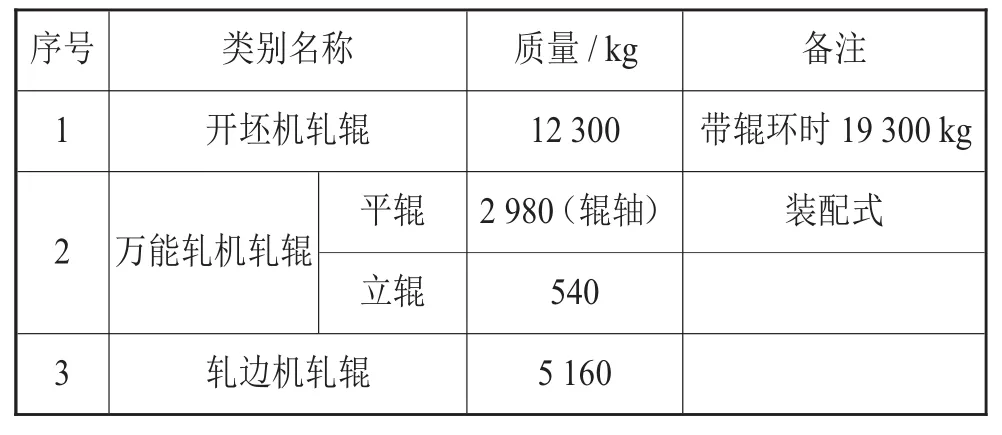
表1 轧辊分类表
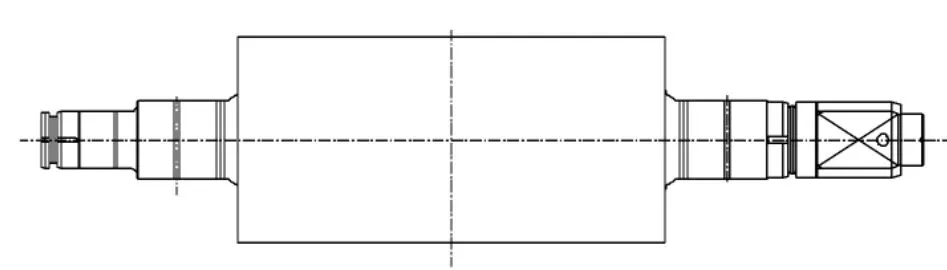
图2 开坯机轧辊
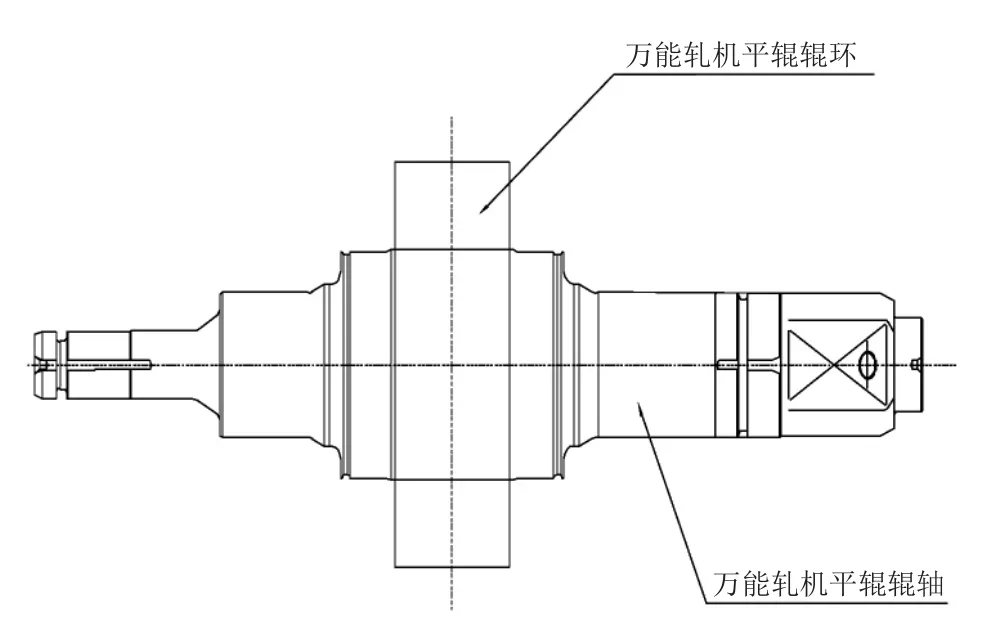
图3 万能轧机平辊辊环及辊轴
2 轧辊的选择方案
2.1 开坯机轧辊
2.1.1 功能及要求
开坯机轧辊主要是对坯料进行初步加工,为串列轧机提供合格的半成品料。轧件一般要在轧辊上往返加工5~7道,工序决定了其辊身长、轧辊孔型深、承受载荷大,另外,要满足轧制要求,还必须保证在轧辊允许的辊径范围内的纵向硬度降落小。
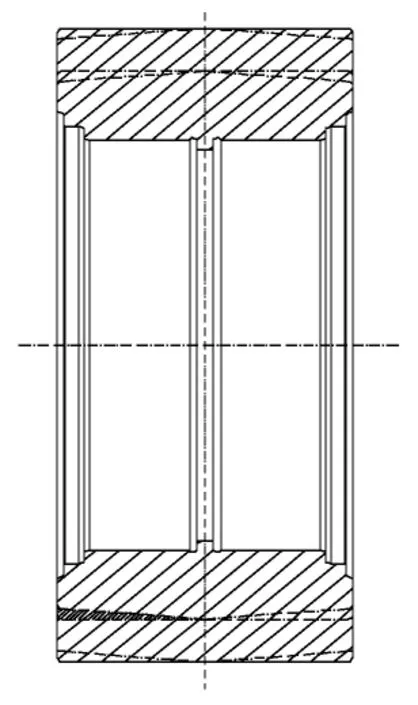
图4 万能轧机立辊
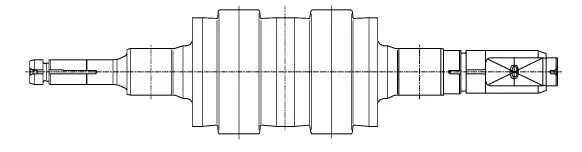
图5 轧边机轧辊
2.1.2 选择方案
针对开坯机轧辊的功能及要求,可以选定开坯机轧辊采用65CrNiMo的合金铸钢,σb≥800 MPa,肖氏硬度40~48。
2.2 万能轧机轧辊
2.2.1 功能及要求
万能轧机包括万能粗轧机及万能精轧机,万能轧机轧辊又分为水平辊和立辊,它们与轧边机轧辊一起对开坯机来料进行深加工及保证最终轧制出合格的成品。轧件一般要在轧辊上往返加工7~9道,工序决定了其辊身短、磨损大,加工装配要求高。
2.2.2 选择方案
针对万能轧机轧辊的功能及要求,初步选择有2种方案。
(1)方案1。由于H型钢生产线对操作人员的素质及熟练程度要求高,并且考虑在试车期间不稳定因素较多,对万能轧机水平辊采用整体浇注,65CrNiMo的合金铸钢,σb≥800 MPa,肖氏硬度40~48;对万能轧机立辊采用180高碳复合半钢,σb≥600 MPa,肖氏硬度58~62。
(2)方案2。在试车后,生产逐步稳定,操作人员操作熟练,对万能轧机水平辊采用装配式,辊环采用180高碳复合半钢,σb≥600 MPa,肖氏硬度58~62,辊轴采用42CrMo合金锻钢或60CrMo合金锻钢,σb≥900 MPa;对万能轧机立辊采用180高碳复合半钢,σb≥600MPa,肖氏硬度58~62。
2.3 轧边机轧辊
2.3.1 功能及要求
轧边机与万能轧机一起组成串列机组,对轧件进行深加工,轧边机轧辊主要对H型钢的翼缘进行加工,从而使成品翼缘的尺寸满足要求。轧件一般要在轧辊上往返加工7~9道,工序决定了其辊身相对较长,轧制负荷不大,耐磨性要求高。
2.3.2 选择方案
针对轧边机轧辊的功能及要求,可以选定轧边机轧辊采用球墨铸铁,σb≥300 MPa,肖氏硬度50~65。
3 结语
H型钢生产线的轧辊选择方案,可为轧辊的采购提供了借鉴与参考。由于轧辊是轧钢生产的主要工艺备件,其性能对生产成本起着十分重要的作用,同时其本身的使用条件随不同的生产工艺又千变万化,只有经过不断生产实践,才能最终总结和摸索出适合长钢H型钢生产线工艺要求的轧辊配置方案。
(编辑:苗运平)
Abstract:The paper introduces the category in line and profile of the roll for H-Beam Plant 600 000 tons per year at Shougang Changzhi Iron&Steel Co.,Ltd.And it rates the choice plan for the roll in more detail.
Key words:H-beam,roll,plant
Choice Plan of Roll for H-Beam Plant
HU Hong
(Shougang Changzhi Iron&Steel Co.,Ltd.,Changzhi 046031,China)
TG333.17
B
2010-11-19
1672-1152(2011)01-0045-02
胡洪(1973-),男,现任首钢长治钢铁有限公司H型钢厂技术质量科科长,工程师。Tel:0355-5084783,E-mail:huhong1996_2001@163.com
猜你喜欢
中国特种设备安全(2021年7期)2022-01-19
今日农业(2021年20期)2021-11-26
计测技术(2021年2期)2021-07-22
戏剧之家(2020年17期)2020-06-22
理化检验(物理分册)(2020年3期)2020-03-22
作文成功之路·小学版(2020年1期)2020-01-02
长治学院学报(2019年3期)2019-07-16
城市道桥与防洪(2019年5期)2019-06-26
学生天地(2018年9期)2018-09-06
现代传输(2016年2期)2016-12-01
