多电机同步传动控制系统
2011-09-22 06:55:32冯建修
电气传动自动化 2011年5期
冯建修
(陕西华特新材料股份有限公司,陕西兴平713100)
1 引言
同步控制在工业生产中应用非常广泛,随着自动化技术的提高,变频器技术的成熟和适用范围扩大,利用PLC对变频器进行控制,从而适应传动系统对速度控制的灵活性、准确性和可靠性等的不同要求。玻璃纤维湿法毡生产线对控制系统的同步传动控制要求较高,生产时各传动部分的线速度要求平稳且严格同步,才能保证毡面平整、纵向强力均匀,产品具有较好的一致性。如果同步系统中有一台的速度与其它电机的速度不一致,就会影响产品质量和生产过程的连续性。由于生产过程中许多外界干扰因素的影响,电机的速度会随之发生变化,例如电网电压的变化、频率的变化、负载的变化及温度的变化,都会对电机速度产生影响,这就要求控制系统能够克服这些干扰因素的影响,各传动点在线无级调速和同步跟随,保证产品以一定的速度级联平稳运行,各传动部分线速度保持同步。
2 生产工艺简介
湿法毡生产线是一条生产玻璃纤维无纺布产品的生产线,其生产工艺过程类似于传统的造纸工艺,分为湿部和干部,湿部包括上浆、湿毡成型和湿毡浸胶;干部包括烘干和卷绕。以直径9-13μm连续玻璃纤维短切成长度6-8mm的短纤维,与水和化学助剂在充分搅拌下分成均匀的纤维浆料,在斜长网上抄去成型,饱和浸胶,热风穿透烘干,产品自动检测和自动卷绕,再经过包装或者复卷、分切和包装。
3 同步控制系统的构成
湿法毡生产线工艺流程包括从纤维计量到卷绕包装共五个部分。其中纤维计量、成型加筋、浸胶和烘干为生产线的主体部分,由可编程控制器S5-135U控制;卷绕部分由可编程控制器S5-95U控制,是一台自动控制转臂式卷绕机,卷绕机在卷绕期间能够连续卷绕产品。根据工艺要求,产品的成型、浸胶和烘干需用3种不同的输送网带,各条网带和加筋部分分别由一台功率相配的电动机拖动,生产过程中毡在各条网带上的输送线速度和卷绕机的线速度必须同步,同时加筋的线速度也必须与此一致,整条生产线以烘干炉网带速度为主令单元(Master),即毡速给定单元,整机的运行速度由主令单元给定和调整,其余单元为从动单元(Slave),它们的速度必须严格跟踪主令单元,并保持毡速成同步。否则,薄毡会在各道工艺之间出现过紧或过松现象,会断裂或者松垮下来。生产中卷绕控制系统电机的速度受烘干炉网带主令速度的影响作相应的变化,为了保证毡在卷绕和烘干炉两道工序之间保持同步,在这两个装置之间增加一浮动辊调整装置。生产线的速度调整范围在12-120m /min。
整条生产线为恒线速度多电机同步调速系统,其中有7台电机参与同步传动,它们均由9326伺服变频器控制,生产线的同步控制原理如图1所示。
4 同步传动控制系统的实现方法
4.1 生产线主传动同步系统
分部传动的控制原理是保持速度级联和高速传输。该生产线主机部分有4台具有旋转变压器(Resolver)的变频电机参与同步,即烘干炉电机、浸胶电机、成型电机和加筋电机,它们分别由4台9326伺服控制器控制,各控制器间通过集成的系统总线接口X4/CAN连在一起,CAN总线在各控制器间建立一个附加通信。设定值、实际值、控制和状态信息可以通过控制系统CAN总线传递。连在一起的每个控制器必须具有不同的控制地址(出厂设置=1),通过运行9371BB或PC机的GDC软件,可以设置各控制器系统总线CAN地址(CAN地址在代码C350中设置),如果控制器分配到一些连续上升的地址号,则数据对象触发被连接,控制器就可以进行通信并且能够通过GDC软件读取所有代码和修改所有允许写入的代码。功能块CAN-IN2和CAN-OUT2用于控制器之间的数据交换。代码C0352/000设置控制器网络的“主”“从”运行方式,C0352/000=1 为“主”运行方式,C0352 /000=0为“从”运行方式,主从方式确定,在主电路连通后经过一个延迟,一则报文即可发送,这样就可以设置一个完整网络控制器的操作状态。CAN总线系统是一个面向报文,而不是面向设备的系统,每一个报文有一个唯一的标识,在CANopen总线协议中,每一个报文仅仅有一个发送方。控制器的功能可以由集成在控制器中的系统总线得到扩展,控制器之间的数据交换不需要具备总线系统的知识,用户就可以在控制器之间交换数据,例如数字控制、速度和转矩信号等。
生产线主机部分控制器CAN地址的分配如表1所示。
在驱动器网络内部,数据分配如下:烘干炉控制器的输出信息是成型控制器的输入信息,成型控制器的输出信息是浸胶控制器的输入信息,浸胶控制器的输出信息是加筋控制器的输入信息。各控制器之间使用CAN-bus通信协议,系统中烘干炉控制器为主驱动,在所有总线合作者开关合上之后它必须合上开关。值得注意的是:当总线合作控制器中的某一个开关断开时,烘干炉网带控制器必须断开后再次合上,否则通信不能完成。

图1 生产线同步控制系统结构图
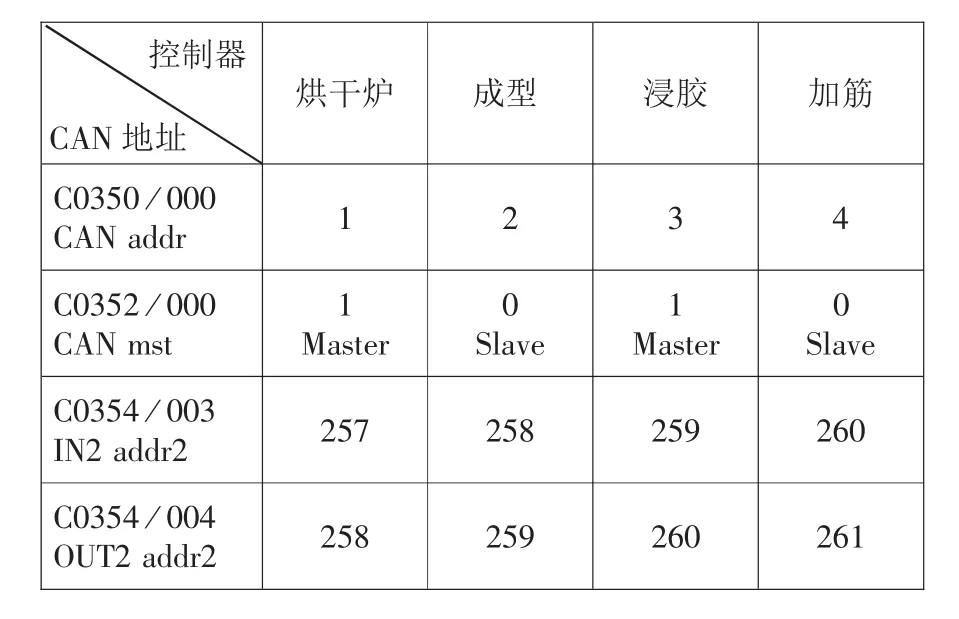
表1 生产线主机部分控制器CAN地址的分配表
该生产线烘干炉网带基准速度信号给定为4-20mA的模拟信号,操作人员通过监控计算机PC组态软件或操作员面板OP设定烘干炉电机给定速度。烘干炉控制器的速度设定值(CAN-IN2.W1)来自PLC S5-135U,PLC根据速度设定控制烘干炉控制器指挥电机运行,烘干炉控制器通过系统总线CAN将速度主给定信号发送到成型电机控制器、浸胶电机控制器和加筋电机控制器,各台控制器分别控制对应的电机自动速度跟随,实现开环速度同步,通常在开环时所有网带几乎是同一速度,然而由于扰动因素的影响,开环速度控制不能满足生产工艺的要求,为保证浸胶网带及成型网带与烘干炉网带间的严格同步,则在浸胶网带和烘干炉网带,成型网带与浸胶网带装有1台激光距离传感器,构成浸胶网带驱动电机和成型网带驱动电机的速度闭环控制系统,激光距离位置示意图如图2所示。
生产时激光测距装置(测量范围:200mm-2000mm)对网带间毡环的垂直距离进行扫描,由于成型浸胶后的毡在进入烘干炉之前为湿毡,湿毡不具有延展性,不能承受任何张力的作用,所以网带间的毡必须留有一定的弧垂,供速度调节伸缩用,若不考虑弧垂,如果电机的转速由于某种扰动发生变化可能会造成湿毡缺陷甚至断裂。浸胶和成型控制功能块信号流图中有软件电位器(MPOT),它是一种模拟电动机电位器,开始引毡时垂度控制1/垂度控制2不起作用,也就是说网带闭环控制未工作,这时依靠控制室操作员在OP面板上手动调节垂度控制1/2的大小,寻找满足工艺要求的开环运行同步点,即预先设定的垂度大小,当毡的水平位置正确时,从功能块ADD1-OUT1输出的信号一定近似为零。这时,按下操作员面板OP上的“网带闭环控制”按钮,浸胶网带和成型网带驱动就进入同步闭环控制状态。垂度扫描信号作为成型和浸胶控制器的附加速度给定,当毡环位置改变偏离设定值时,通过闭环速度控制系统调节浸胶和成型网带电机的速度,以保证浸胶网带、成型网带与烘干炉网带间的线速度同步。而加筋纱电机速度的信号来自成型控制器的CAN-OUT2.W2,此信息中包含有速度主给定信号+速度附加给定信号(垂度控制2),并通过控制器的参数调整,使其速度稍快于成型网带的线速度,以适应加筋产品生产的要求。网带闭环同步控制原理如图3示。

图2 激光测距示意图
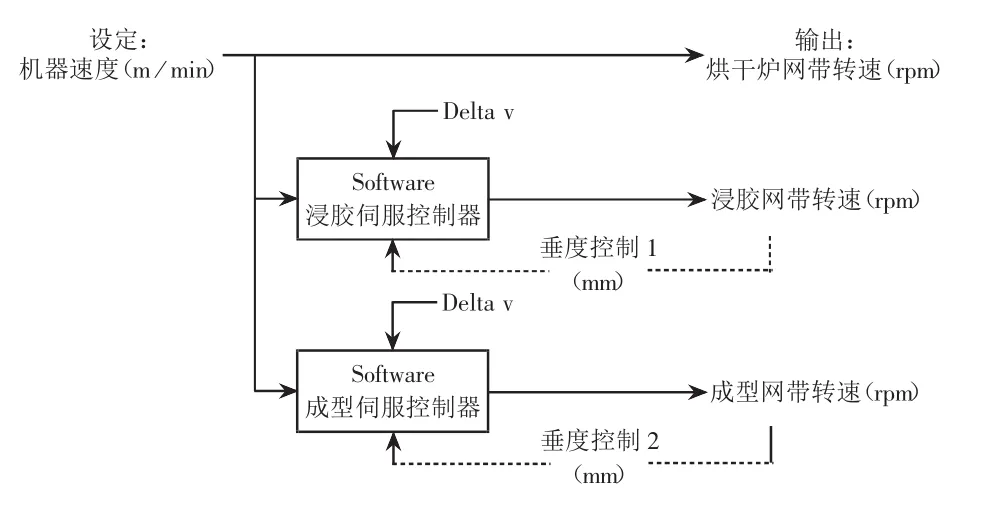
图3 网带同步闭环控制
当激光距离测量装置的位置改变或者垂度控制特性不够好时,就应及时进行校准。浸胶/烘干炉网带间的垂度校准在浸胶控制器中进行,成型 /浸胶网带间的垂度校准在成型网带控制器中进行,通过对控制器内部相应参数的调整,进行速度修正(FCODE472/10)、速度控制调节(C0945/C0946)及薄毡水平位置的调整(FCODE472 /1),可以使同步传动控制系统达到最佳运行效果。参数的调整见控制器信号流图4所示。
4.2 卷绕部分同步传动

图4 成型+浸胶速度修正、垂直位置调整
卷绕部分同步信号同样来自于生产线PLC S5-135U,同步信号为4-20mA的模拟量。为了提高信号的抗干扰能力,该信号首先经过I/U转换器件将4-20mA电流信号变换为0-10V的电压信号,然后送到拖辊控制器的X6/1、2端,作为拖辊电机的速度主给定,为了保证毡在卷绕和烘干炉两道工序之间保持恒定的张力,在这两道工序之间装有一浮动的导毡辊,浮动导毡辊的信号送到拖辊控制器的X6/3、4端,作为拖辊电机的速度辅助给定。浮动辊是闭环控制,它可使毡安全且不撕断地被送入卷绕设备,浮动辊的位置决定拖辊的速度,若浮动辊在下位,表明拖辊速度较慢,此时控制系统就会增大拖辊速度使浮动辊位于中位,若浮动辊在上位,则拖辊速度较快,此时控制系统就会减小拖辊速度使浮动辊位于中位,浮动辊只在中位附近小范围摆动(浮动导毡辊只能调节25%的调节量)。张力控制系统设备主要是减少烘干炉湿毡的强度提高后段卷绕能力。拖辊控制器采用转矩限幅的速度控制模式,卷绕轴1/2控制器为速度限幅转矩控制模式。卷绕部分的速度信号传递是在控制器数字频率输入(X9)/数字频率输出(X10)间进行的,即拖辊控制器的数字频率输出信号(X10)送到卷绕轴1控制器的数字频率输入端(X9),卷绕轴1的数字频率输出信号(X10)送到卷绕轴2控制器数字频率输入端(X9),速度信号依次传递实现速度同步。由于卷绕轴为转矩控制模式,所以有一个实际张力检测装置安装在张力辊下方,构成张力闭环控制系统,检测该处的张力情况,附加控制卷绕电机的速度。通常卷绕部分的速度要稍高于机组速度。
5 系统评价
经过几年运行,该系统性能可靠、调速平稳、方便,效果显著,能够完全满足生产要求。
[1] Lenze 9300 servo inverters Operating instruction.Printed in Germany by Lenze.
[2] Lenze 9300 Planning Automation Manual Part H.Printed in Germany by Lenze.
[3] Lenze 9300 servo inverters configuration Manual Part D1.1.Printed in Germany by Lenze.
[4] Lenze 9300-EV工程型矢量闭环变频器操作手册.Printed in Germany by Lenze.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:30
今日农业(2021年13期)2021-11-26 11:50:54
锻压装备与制造技术(2021年2期)2021-07-19 08:50:44
纺织器材(2020年4期)2020-08-26 12:31:42
制造技术与机床(2017年5期)2018-01-19 02:48:50
现代企业文化(2016年1期)2016-12-23 02:09:39
大科技(2016年9期)2016-07-15 12:17:37
中国卫生标准管理(2015年24期)2016-01-14 09:28:57
中国塑料(2015年5期)2015-10-14 00:59:40
有色金属设计(2015年2期)2015-02-28 21:08:59