基于产品结构树的汽车后桥车间布置方式研究
2011-09-12 07:44朱华炳唐自玉
组合机床与自动化加工技术 2011年8期
朱华炳,余 锋,唐自玉,王 龙
(合肥工业大学a.工业培训中心;b.机械与汽车工程学院,合肥 230009)
基于产品结构树的汽车后桥车间布置方式研究
朱华炳a,余 锋b,唐自玉b,王 龙b
(合肥工业大学a.工业培训中心;b.机械与汽车工程学院,合肥 230009)
通过对传统的生产车间布置方法进行研究,提出了一种基于产品结构树的多色集合车间布置方法,建立了车间布局模型并给出了优化目标。最后以某企业厂房布置为例进行了验证,证明了该方法能较大幅度地减小车间物流费用,提高厂房面积利用率,具有很强的实用性,为解决多目标优化的车间布置问题提供了一个新途径。
多色集合;产品结构树;车间布置;汽车后桥;E-factory
0 引言
生产车间布置是将加工设备、物料输送设备、工作单元和通道等布局物体合理地放置在一个有限的生产空间内的过程。到目前为止,Kusiak[1]等对已有的生产车间布置问题进行了分类:二次分配问题模型 QAP(quadratic assignment problem)[2],二次布置占有模型QSP(quadratic set covering problem),整数规划模型[3]和图论模型。但是这些方法模型仍然存在着不足之处,如二次分配仅适用等面积设备布局问题;图论模型不能有效地建立充分表达布局知识及约束的计算机模型等。而且这些方法模型都存在求解速度慢的缺点。
此外,早在 1976 年 Sahni和 Gonazalez[4]就已经证明车间布置问题是一个NP完全问题。因此采用传统的求解方法会产生“组合爆炸”问题[5],而且生产车间的布置随产品种类的增加,其信息量也会急剧增加,而本文所提出的基于产品结构树的车间布置方法可有效地减少信息膨胀的问题,同时增加了求解的速度。因此该方法能有效地解决车间布置问题。
1 多色集合理论概述
多色集合理论是一种新的信息处理数学工具,不仅能描绘系统中元素的性质,还能描绘系统整体的性质,同样也能描绘元素和系统整体性质之间不同的关系和联系[6],它具有很强的分类与归类的功能,由于产品具有加工工艺相似的特点,而产品的工艺规划和车间布置是密切相关的,因此应用多色集合理论可以较好地表达车间布置问题。
对于多色集合A=(a1…ai…an),而颜色集合F(ai)对应每个元素ai,其中ai∈A,颜色集合F(A)=(F1…Fj…Fn)对应集合整体 A。
F(A)和F(ai)称为着色,其中,属于元素本身的颜色集合F(ai)被称为这个元素的个人着色,而Fj(A)属于多色集合整体的颜色,被称为统一着色[6]。多色集合所有元素的个人着色可用布尔矩阵来表示:

其中,当取Ci(j)取1的时候,ai与Fj之间存在约束关系;反之,当Ci(j)取0的时候,ai与Fj之间不存在约束。
2 基于产品结构树的车间布置
2.1 基于产品结构树的车间布置方法
众所周知,一般批量生产型制造企业都是以生产产品总成件中的关键零件、部件以及最终装配成产品的总成件的生产模式来组织生产的,而这些零件、部件和总成件都是以产品结构树的形式相关联的。基于产品结构树的多色集合车间布置方法,其基本原理是以产品总成装配和产品结构树的顶层件为起点,各下一层级的部件或零件设备(或生产线)围绕上一层级设备(或生产线)就近布置,总体的物流方向都是从最底层零件流向较高一级,最终是向产品总成件的设备(或生产线)流去,按照这样的布局原理,可以获得以下几点结论:
(1)基于产品结构树的所有零部件从零件状态到分总成、总成状态的环节工序(如运输等)质量控制难度是逐步增加的,这种布局方法有助于提高产品质量;
(2)基于产品结构树的所有零部件从零件状态到分总成再到总成状态的总重量是逐步增加的,这种布局方法可以减少零部件在车间内部的不合理倒运和物流量;
证明如下:
假设三个设备或生产线i,j,k(如图1)之间的物流重量为 Hij,Hjk,距离为 Dij,Djk则三个设备或生产线之间的物流量为:


图1 顺流时物流流向图
如果i,j,k之间存在倒流现象,即由 i流向 k,再由k流向j,最后由j流向k(如图2),总物流量为:

证毕。

图2 倒流时物流流向图
(3)正因为基于第二点的结论,该布置方法可以大大减少整个车间生产线布局方案数量,便于快速找出最优的车间布置方案。
2.2 基于产品结构树的车间布置
基于产品结构树的多色集合车间布置方法,首先要建立产品结构树。产品结构树是指在一个产品范围内,按照构成产品的隶属关系将零部件模块组织成层次模型,表达了产品、零部件之间的层次关系,反映了产品的结构和配置情况[7]。然后根据所建立产品概念装配模型把产品分解成若干个主要零部件,并确定产品加工生产线相互联系及优先关系[8]。
另外,本文所提出的车间布置方法是建立在如下假设基础之上的:
(1)车间的布置分为两种,一是在原有厂区设置的基础上增添新的设施,二是对新厂房进行划分并给予布置。本文所述内容建立在厂区已规划后的基础上增添新的设施;
(2)对线体边界的确定。线体的最大边界为矩形,可以包含线体内的缓冲区、成品区、半成品区等;
(3)线体的摆放以横向和纵向为主,不允许有斜向的摆放;
(4)生产线的摆放顺序以产品结构树为指导,生产线尾部应与下一层相关生产线邻近;
(5)排列方式主要以沿横向摆放为主,在空间不允许的情况下考虑沿纵向的摆放。因此,以沿纵向摆放的排列方式可以依此类推。
3 生产车间布置实例
3.1 汽车后桥产品结构树
下面以某企业的联合厂房为例,进行生产车间布置。其后桥产品结构树如图3所示,从该结构树中可以看出,后桥总成需要将主减速器总成和后桥壳总成组装在一起,而主减速器总成需要将差壳总成与减壳总成以及其他零部件组装在一起。同时,差壳总成、减壳总成和后桥壳总成还必须经过机械加工的步骤。除此之外,后桥壳总成在机加之前还必须有后桥壳本体总成组焊过程。

图3 后桥产品结构树
按照后桥产品结构树对以下节点给予定义:
第一层中,令后桥总成为 A11,则 A11=(a1,…,am)。其中a1,…,am为m条后桥总成生产线。
第二层中,令主减速器总成为 A21,则 A21=(am+1,…,an)。其中 am+1,…,an为 n-m 条主减速器总成生产线。令制动鼓总成为A22,则A22=(an+1,…,ap)。其中an+1,…,ap为p-n条制动鼓总成生产线。令后桥壳总成为A23,则 A23=(ap+1,…,aq)。其中ap+1,…,aq为q-p条后桥壳总成生产线。
第三层中,令差壳总成为A31,则A31=(aq+1,…,ar)。其中aq+1,…,ar为r-q条差壳总成生产线。令减壳总成为A32,则A32=(ar+1,…,as)。其中ar+1,…,as为s-r条减壳总成生产线。令桥壳本体总成为 A33,则 A33=(as+1,…,at)。其中 as+1,…,at为 ts条桥壳本体总成生产线。
显然顶点的集合为:

边的集合可由顶点的集合获得,如图4。因此边的个人颜色为 C2(1),C3(1),C4(1),C5(2),C6(2)。

图4 边的集合
下面对各层的颜色给予定义,各层具体颜色定义见表1。由以上定义的各层颜色可以建立各层推理矩阵,见表2、表3、表4。
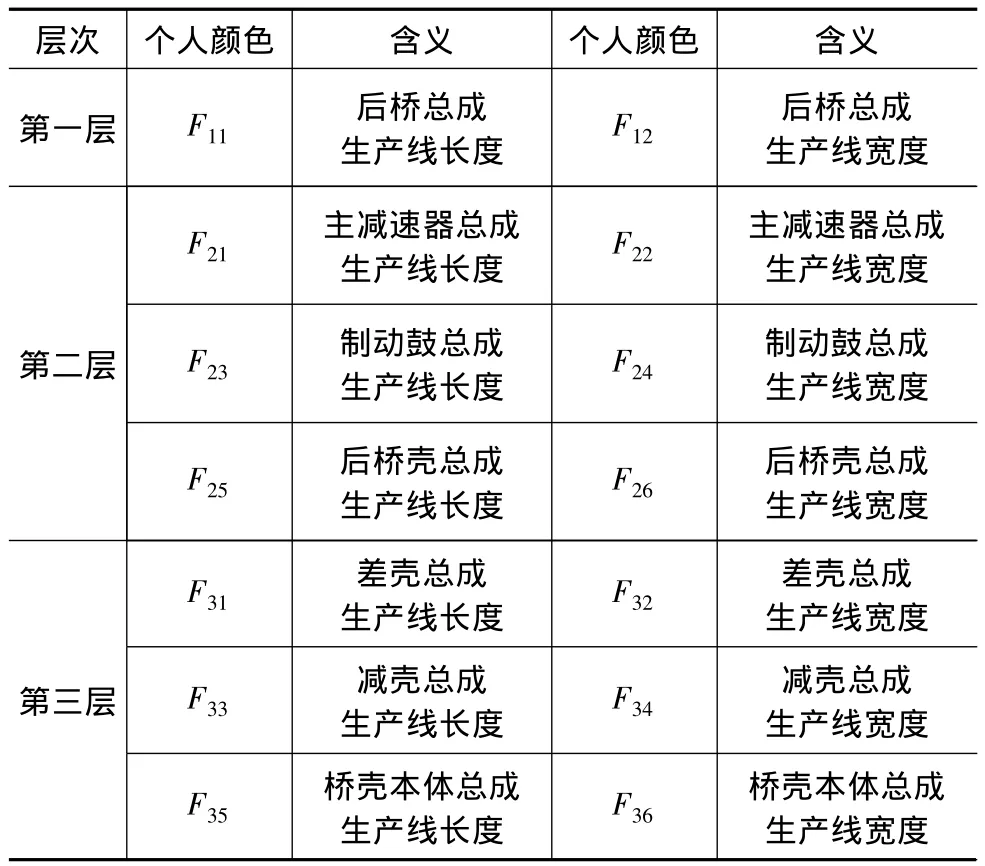
表1 各层颜色定义

图5 产品结构树的车间布置流程
因此,进行车间布置时可按产品结构树安排各类生产线顺序,具体流程如图5所示。由后桥产品结构树可知,结构树中第一层为后桥总成,因此可先安排后桥总成生产线。根据第一层推理矩阵得出需要排列的个人颜色F11、F12,如表2所示。按照个人颜色信息在车间内排列后桥总成生产线,直至m条生产线排列结束。

表2 第一层推理矩阵
然而,当产品结构树中第一层的生产线排列结束之后,会出现多个排列的结果,那么就需要从中选择最优方案加以实施。生产车间布局评优方法有许多种,最常用的是通过车间物流分析来选择物流费用和物流量最小的方案。
车间物流分析的目标是使得系统内设施之间物流费用最小化[9]。假设生产车间共有n个设备或生产线,则整个生产车间的物流量如公式(3)所示,总搬运费用如公式(4)所示。

其中:K为从设备i到设备j的单位费用;
W为整个生产车间的物流量;
Hij为每两个设备或生产线i,j之间的物流量;
Dij为每两个设备或生产线i,j之间的距离。
同样,在进行第二层、第三层摆放时也可以根据车间物流费用最小筛选出最优方案。
其次考虑第二层主减速器装配生产线。根据第二层推理矩阵得出需要排列的生产线的个人颜色F21、F22。按照个人颜色信息在车间内排列主减速器装配生产线。主减速器为后桥总成中重要装配部件,跟后桥总成生产线联系密切,因而需要与后桥总成生产线位置靠近,将n-m条生产线布置结束之后,进入第二层中剩下的生产线布排,即制动鼓总成布排。根据第二推理矩阵得出需要排列的生产线的个人颜色F23、F24。如表2。按照个人颜色信息在车间内排列制动鼓总成生产线,直至p-n条生产线排列结束。接着开始后桥壳机加生产线的布排。再次由第二推理矩阵得出后桥壳总成排列的生产线的个人颜色F25、F26。在车间内排列后桥壳总成生产线,鉴于其与后桥总成的密切联系,因而需要将其与后桥总成线尽可能地靠近,以减少线体之间物流量。将q-p条后桥壳生产线排列结束进入下一层。
产品结构树的第三层中,有三条线即差壳总成生产线、减壳总成生产线以及后桥壳本体总成生产线。首先布排差壳总成生产线,可从第三层推理矩阵得出需要排列的生产线的个人颜色F31、F32。按照个人颜色信息在车间内排列差壳总成生产线,排完r-q条生产线后开始排列减壳总成生产线。可从第三层推理矩阵得出需要排列的个人颜色F33、F34。如表3,按照个人颜色信息在车间内排列减壳总成生产线,排完s-r条生产线后结束。从后桥产品结构树图中可以看出,差壳总成与减壳总成生产线都与主减速器装配生产线存在密切联系,两者都是主减速器装配时所需要的重要零部件,因此这两类生产线的布排按离主减速器总成生产线最近布置的原则。此外,由于差壳总成与减壳总成均是主减速器总成中的重要部件,不分安装先后,可考虑将差壳总成与减壳总成生产线联合在一起布排,形成联合生产线。结构树第三层中还剩后桥壳本体总成生产线,从第三层推理矩阵得出需要排列的生产线的个人颜色F35、F36。按照个人颜色信息在车间内的排列,该生产线将桥壳冲压成品后进行焊接加工,与后桥壳总成生产线联系较大,可采取就近原则。完成后桥壳本体总成t-s生产线后结束。
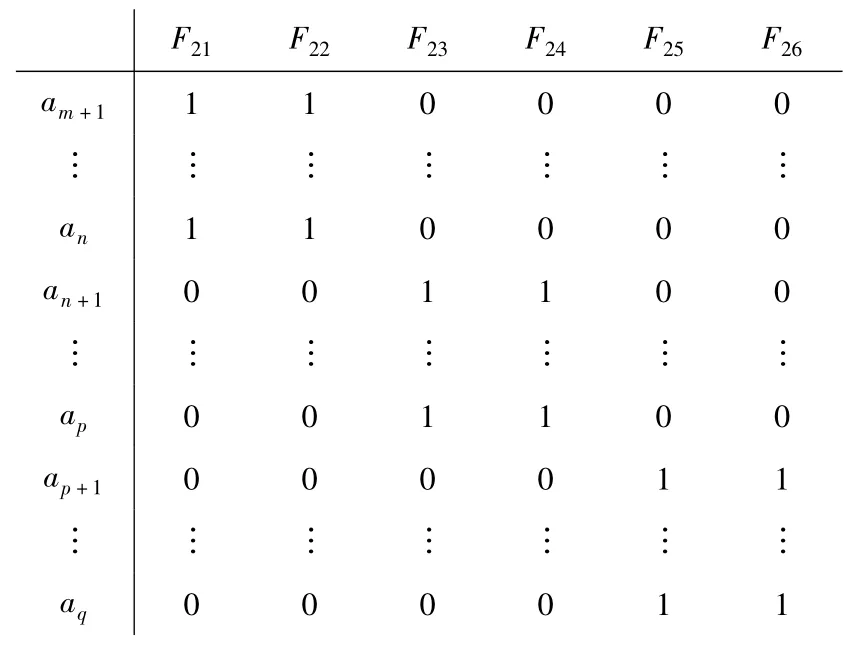
表3 第二层推理矩阵

表4 第三层推理矩阵
根据上述车间布置步骤,最终可产生两种该联合厂房布置方案,分别如图6和图7所示。

3.2 生产车间方案评价
运用E-factory仿真软件对上述两种布置方案进行建模与物流分析,并以年物流总成本最小为评价目标,从中选择最优方案。其中物流成本包括物料搬运成本、物料搬运的劳动力成本和设备的固定成本。根据E-factory分析结果,该企业联合厂房方案一与方案二的各生产线物流费用如表5所示。

表5 联合厂房生产线物流费用
根据表5的仿真结果可以看出方案一的物流总成本要低于方案二的物流总成本,相差大约6.7万元/年。因此,从物流费用这个评价指标来看,联合厂房方案一的布置方式要优于方案二。
4 结束语
本文主要是针对车间布置问题,提出了基于产品结构树的车间规划方法,该方法主要有两个优点:
(1)按产品结构树层次约束进行布置,符合流水线的原理,能够减少物流费用和可行方案的数量,可以快速求解最优方案;
(2)符合产品质量控制的原理,精度越高的零部件其运输路径就越短,可以减少运输过程中由于磕碰等造成的质量损失,从而可提高产品的质量。
[1]Kusiak A,Heragu S S.The Facility Layout Problem.European Journal of Operational Research,1987,29:229-251.
[2]Ficko M,Brezocnik M,Balic J.Designing the layout of single and multiple-rows flexsible manufacturing system by genetic algorithms[J].Materials Processing Technology.2004,150-158.
[3]Konak A,Kulturel-Konak S,Norman B A,et al.A new mixed interger programming formulation for facility layout design using flexible bays[J].Operation Research Letters,2006,(34):660-672.
[4]Sahni S,Gonzalez T.P.Complete Appro ximation Problem.Jo-urnal of Association for Computer Machiniary.1976,23(3):555-565.
[5]刘继红,单洪波,管强,等.面向复杂产品装配的人机协同设计研究[J].数字制造科学,2004,2(1-2):141-177.
[6]李怀祖,韩新民,李宗斌.先进制造中多色集合理论的研究及应用[M].北京:中国水利水电出版社,2005.
[7]张炜,邓世祥,何福军,等.基于产品结构树多视图的企业应用集成研究[J].武汉理工大学学报(信息与管理工程 版),2006,28(1):90-93.
[8]万丽荣,曾庆良,刘梅.基于结构树的产品成本评估系统研究[J]. 煤矿机械,2004,(7):17-19.
[9]张新敏,韩天渊.齿轮车间物流分析与设施布置[J].机械设计与制造,2005,(4):124-125.
Research on Workshop Layout Based on Product Structure Trees of Auto Rear Axle
ZHU Hua-binga,YU Fengb,TANG Zi-yub,WANG Longb
(a.Industrial Training Center;b.School of Mechanical and Automotive Engineering,Hefei University of Technology,Hefei 230009,China)
By studying on traditional method of production workshop layout,this paper puts forward a polychromatic method of production workshop layout which is based on product structure tree and builds up models of production workshop layout.And it has given the optimized objectives.Finally,an example of workshop layout ofsome enterprise was demonstrated to show that the method could largely reduce logistics costs and increase utilization of production area.In addition,it has also proved that the method is practicable and provided a new way to solve multi-objective optimization of workshop layout problem.
polychromatic sets;product structure tree;workshop layout;auto rear axle;E-factory
TH16;TG65
A
1001-2265(2011)08-0108-05
2010-10-27;
2010-12-27
朱华炳(1963—),男,安徽怀宁人,合肥工业大学工业培训中心教授,博士,研究方向为制造系统工程理论及应用技术,生产物流规划与仿真,机电装备设计与制造等,(E-mail)hfuthbzhu@163.com。
(编辑 赵蓉)
猜你喜欢
今日农业(2021年13期)2021-11-26
智能制造(2021年4期)2021-11-04
铁道通信信号(2019年10期)2019-11-25
铁道通信信号(2019年1期)2019-03-21
军事文摘(2018年24期)2018-12-26
小学生学习指导(中年级)(2018年11期)2018-11-29
农村农业农民·B版(2018年11期)2018-01-28
中国老区建设(2016年12期)2017-01-15
现代商贸工业(2016年35期)2016-04-09
汽车实用技术(2015年8期)2015-12-26