新型钴铬烤瓷合金铸造性能的研究
2011-09-07 03:21:28岳薇战德松
沈阳医学院学报 2011年3期
岳薇,战德松
(1.沈阳市口腔医院儿科,辽宁 沈阳 110002;2.中国医科大学附属口腔医院材料教研室)
牙科铸件的精密性在口腔义齿的修复中至关重要,对每一种牙科合金的选择均应从生物学(生物相容性)、材料学 (强度和化学稳定性)以及加工性能三方面加以考虑。在评价牙科合金的生物相容性和理化性能的同时,合金的铸造精度也是不容忽视的[1,2]。本研究评价了新型钴铬烤瓷合金的铸流率,并与临床应用钴铬烤瓷进行比较,为临床应用提供参考。
1 材料与方法
1.1 材料与仪器 材料:新型钴铬烤瓷合金 (千禄达医疗器械有限公司);临床应用钴铬烤瓷合金(Stellite,上海);Dewax方格网蜡 (0000828L Retention Mesh,美国 Power DentalMFG公司);X-20 Chrome磷酸盐包埋材料 (WHIP-MIXCorp,USA);
Al2O3砂粒 (SHOFU,日本)。

表1 金属材料成分
仪器:JN-AⅡ型高频离心铸造机 (天津)G568CX型真空搅拌机 (WHIP-MIX Corp,USA);超声波清洗器 (舒美KQ218,昆山超声仪器有限公司);喷砂机 (Sablomat,Italy);带吸尘器高速切割机 (Ray AG04,美国Ray Foster Dental Supply公司)。
1.2 方法
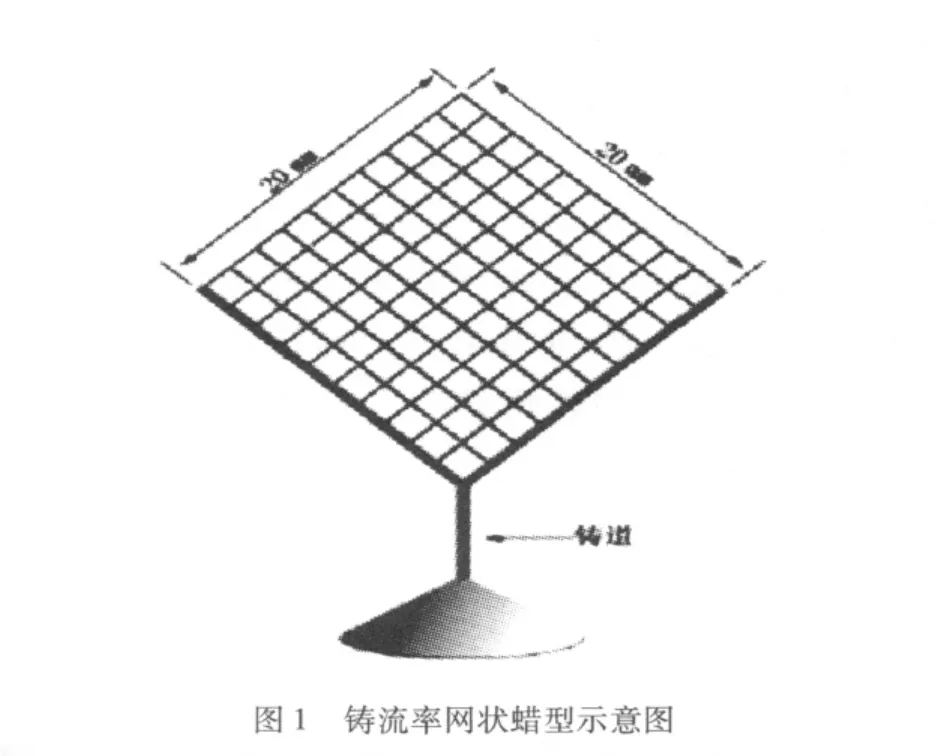
1.2.1 蜡型制作 网状蜡型共有100个方格和220条边,于其中的两边安插分铸道,在分铸道汇合处安插总铸道 (图1)。蜡型一共有2组,每组10个网状蜡型试件,其中一组用新型钴铬烤瓷合金铸造,另一组用临床应用钴铬烤瓷合金铸造,然后采用相同的铸模温度及同种铸造包埋材料进行包埋铸造。铸造完成后,统计各组铸件的格数和边数,分别计算蜡型和铸件格数与边数的百分比[3]。
1.2.2 包埋铸造 所有蜡型均使用蜡型清洁液清洁,去除蜡型表面油脂,降低表面张力。新型铸造包埋材料按100∶35粉液与专用调拌液调和,在室温23℃下手动调拌10 s,真空搅拌50 s后进行包埋,待包埋料凝固硬化后取下铸圈,铸模置于自动烤箱 (Dentaurum,Germany)内自动烘烧,新型铸造包埋材料的铸模烘烤程序为:从室温升温至150℃保持90 min,然后升温至800℃保持90 min,继续升温至1 200℃保持2 h,然后分别缓慢降温至400℃,升温及降温速度均为5℃/min,11 h后将恒温于400℃的铸模分别放入铸造机内进行无圈铸造。铸造完成的铸模投入冷水中骤冷,去除铸件表面的包埋料、喷砂处理后,计算铸件的完整方格数和边数,分别取平均值。
1.2.3 铸流率计算方法 根据铸造后的网状铸件的方格数和边数与铸造前的网状蜡型的方格数(100)和边数 (220)的百分比,来评价合金的铸流率,计算公式有以下两种方法,本实验采用第二种计算公式进行检测:
(1)铸流率=(铸件的方格数/100)×100%
(2)铸流率=(网状铸件的边数/220)×100%
1.3 计数及统计学分析 将网状试件参照Hinman计数方法对完整的网杆进行计数并求出各组的铸流率值和标准差[4],用SAS统计软件进行方差分析,分别比较两种合金的铸流率。
2 结果
新型钴铬烤瓷合金与临床应用钴铬烤瓷合金铸流率比较,差别无统计学意义 (P>0.05),详见表2和图2。

表2 网状铸件的铸流率

图2 网状铸件铸造结果
3 讨论
钴铬合金是针对镍和铍的毒性而开发的,有比镍铬合金更高的弹性系数、抗张能力强、较低的热传导能力、可抛性好等特性,同时具备贵金属合金与非贵金属合金的一些优点,不含有致癌作用的铍元素和部分人群过敏的镍元素,开始称之为“无镍无铍合金”,它的Cr、Mo含量较高,可在金属表面形成连续致密的氧化膜,增加了合金的耐腐蚀性能,具有很好的生物相容性[5]。金属稳定性比镍铬合金好[6],因此,牙龈黑线的发生率显著降低。对于烤瓷合金来说,它的各种性能中,铸造性能是最为基本的性能,因为对于一个修复体的远期修复成功与否主要依靠的就是其组成元件的制作。而各种合金均不可避免的存在着铸造收缩的问题,钴铬合金作为烤漆合金可以获得与镍铬合金相近的铸造性能以及边缘适合性,而且金属与陶瓷之间热膨胀系数CET很匹配。杨晓喻等[7]研究发现钴铬合金与VMK95瓷粉的CET养值为 (0.15~0.815) ×10-6/0C可以形成良好的金-瓷结合并获得长期完整性。
铸件完整性对牙科合金铸造成功与否起着关键的作用,在这一系列过程中,每一个步骤都可能对最终的铸件完整性产生影响。牙科合金的铸造性能即牙科合金能够完全浇铸入铸型腔的能力,指实际铸入铸型腔内的合金占应该铸入铸型腔内合金量的百分比,称之为铸流率 (castability)[8]。铸流率是铸造合金本身的流动性、铸造设备、铸模温度、包埋材料的透气性、抗压强度等的综合体现,是评价该铸造系统在临床应用可行性的重要指标之一。研究牙科合金铸造性能的方法分为两类,一类是从问题的抽象来研究合金的铸流率,此类方法操作简单,能较客观的反映合金充入铸型腔的能力,用于此类研究的铸型形状也有多种,有螺旋状、轮状、杆状、弹簧型、楔型、碟型、网状、板状试件[9,10],其中网状试件和板状试件研究应用较多,因为此两种试件易于制作,评价指标客观性强,测量及计数简单,且对材料、温度、技术及其它影响铸流率的因素较敏感;另一类测试牙科合金铸造性能的方法是模拟牙科全冠外形制成帽状试件[11],通过观察试件边缘的不同外形、斜度等来研究牙科合金的铸流率,此类方法较客观,但受许多因素的影响,需多点测试,其准确性尚值得探讨。
牙科铸件的完成会受到多个因素的影响,一是合金因素如合金的组成、密度、熔金的表面张力,二是铸造因素如铸造压力及方向、超热 (superheat)、铸型腔内的回压 (back pressure)、铸造设备及铸造方法等,三是辅助材料因素如包埋料的组成、种类及颗粒大小、熔模材料等;四是加工因素如铸道设计、烘烤焙烧温度等[12]。影响铸造义齿适合性的因素有很多,其中技术性因素有对熔模的一些操作因素、包埋因素,如蜡的融化温度、采用何种制作方法,是否行边缘封闭、有无足够的透气道、热处理的方法、是否为有圈包埋等。材料性因素主要是不同的熔模材料、包埋材料、铸造合金等。由于本实验采用了同一种包埋材料,同样的水粉比例,同样的专用液浓度,统一的水温、室温,同一种铸造合金,同样的包埋方法,同样的焙烧温度和铸造过程,因而制作出的铸件精度上表现的差异主要为合金材料的不同所致[13,14]。虽然牙科合金的铸造性能受到铸造过程中的各种因素的影响,但牙科合金的不同组成也对铸造性能产生直接影响。
网状试件测定法最早是由 Hinman等[9]提出的,认为此种方法具有如下优点:(1)网状试件的蜡型容易制作,也可用树脂网代替蜡网,与失蜡烘烤方式相同;(2)网状试件可根据标准统一化;(3)根据需要可大可小;(4)记数方法简单客观。本实验采用Hinman的测试方法,对新型钴铬烤瓷合金的铸流率进行了评价,同时也与临床应用钴铬烤瓷合金进行了对比测试,由实验结果可以看出,该方法可以直观地评价新型钴铬烤瓷合金与临床应用钴铬烤瓷合金铸流率的差别。两种合金的铸流率均在94%以上,表明新型钴铬烤瓷合金的铸造性能与临床应用钴铬烤瓷合金比较没有显著差异,两种烤瓷合金的铸造性能均能满足临床应用要求。
[1]Anthony HL,Tao Li Marginal accuracy of com plete crowns made from alternative alloy[J].J Prosthet Dent,1991,66:157-164.
[2]丁弘仁,马轩祥.低贵金属含量合金铸造精度的研究 [J].口腔医学杂志,2002,22(2):84-86.
[3]梁钦业,赵云凤,肖茂春.新型铸钛包埋材料不同铸模温度对纯钛铸流率影响的研究[J].中华口腔医学研究杂志,2009,3(1):59-64.
[4]Bezzon OL,de MattoM,Ribeiro RF,et al.Effect of berylliumon castability and resistance of ceramomental bonds in nickel-chomiumalloys[J].J Prosthet Dent,1998,80(5):570 -2574.
[5]Huang HH.Effect of fluoride and albumin concentration on the corrosion behavior of Ti-6Al-4V alloy [J].Biomaterials,2003,24(2):275-282.
[6]Al-Hiyasat AS,Darmani H.The effects of recasting on the cytotoxicity of base metal alloys [J].J Prosthet Dent,2005,93(2):158-163.
[7]杨晓喻,刘长虹,巢永烈,等.牙用烤瓷支架镍铬钼合金合金热膨胀系数测定[J].广东牙病防治,2006,14(2):114.
[8]Presswood RG.The castability of alloys for small castings[J].J Prosthet Dent,1983,50(1):36 -38.
[9]Hinman RW,Tesk JA,Whitlock RP,et al.A technique for characterizing casting behaviour of dental alloys [J].J Dent Res,1985,64(2):134-138.
[10]O'Connor RP,Mackert JR Jr,Myers ML,et al.Castability,opaque masking,and porcelain bonding of 17 porcelain-fused-tometal alloys[J].J Prosthet Dent,1996,75(4):367-384.
[11]Syverud M,Hero H.Mold filling of Ti castings using investments with different gas permeability[J].Dent Mater J,1995,11(1):14-18.
[12]曹洪喜,张建中,丁伟山,等.包埋料和铸造方法对自研贵金属合金铸流率的影响 [J].口腔材料器械杂志,2002,11(3):117-119.
[13]常中炎,王忠义,毛勇,等.不同种类的熔模材料对玻璃陶瓷全冠精度的影响 [J].临床口腔医学杂志,2001,17(4):276-277.
[14]Takahashi J,Kitahara K,Wangxue,et al.Resin pattern material with low polymerization shrinkage [J].Int J Prosthodont,1999,12(4):325-329.
猜你喜欢
环球时报(2022-12-23)2022-12-23 09:28:37
浙江临床医学(2022年8期)2022-09-14 03:17:56
世界科学技术-中医药现代化(2022年2期)2022-05-25 13:18:28
昆钢科技(2022年1期)2022-04-19 11:36:16
21世纪商业评论(2021年7期)2021-07-29 19:06:01
世界科学技术-中医药现代化(2021年12期)2021-04-19 12:31:20
中国继续医学教育(2015年6期)2016-01-07 07:38:36
中国医疗美容(2015年2期)2015-07-19 10:11:59
中国医疗美容(2015年1期)2015-07-12 10:06:49
中国医疗美容(2015年1期)2015-07-12 10:06:48