
螺杆结构对一种改性双基推进剂代用料加工工艺的影响①
2011-08-31 06:38:22韩民园郑建利朱开金陈亚丽
固体火箭技术 2011年5期
韩民园,郑建利,朱开金,2,陈亚丽
(1.山西北方兴安化学工业有限公司,太原 030008;2.太原工业学院,太原 030008)
0 引言
单螺杆挤出机以其结构简单、成本较低、良好的性价比等特点,广泛用于塑料、橡胶、纤维等聚合物的挤出加工,成为聚合物加工中最重要的一类挤出机。螺杆是挤出机的核心部件,实践表明,螺杆设计得合理与否,对挤出制品的产量和质量有重大影响[1]。普通螺杆在挤出过程中,存在较高的压力波动和温度波动,极易导致产量的波动、制品尺寸的波动及产品性能的下降。挤出过程因涉及到固体力学、流体力学、传热学、流变学、高分子物理等多学科相关问题而十分复杂,因而难以得到准确定量的公式进行螺杆设计。实验研究仍是螺杆设计的重要基础。
国内采用螺旋压伸工艺生产双基推进剂,已有40余年的发展历史,与浇铸工艺、模压挤铸工艺、油压工艺等火药生产工艺相比,单螺杆挤出成型加工工艺因具有生产过程连续、自控程度高、设备构造简单、操作容易,且产品质量均一稳定、重现性好、生产效率高等诸多优点,获得了广泛应用,形成了较大的生产规模。然而,在压制不同品号的药料时,通常只是在相对固定的设备上进行工艺条件的选择与优化,而针对挤出设备的改进,特别是核心部件螺杆结构的改进,所做的工作还十分有限,极大地限制了单螺杆挤出设备的适应范围。尤其是随着高能量、低感度、低特征信号为特征的改性双基推进剂的应用[2],使原有的螺压工艺很难适应,加工条件苛刻,产品质量不易保证,如控制不好,极易发生物料在机筒内“打滑”现象。这样不仅使生产无法进行,而且也是很危险的,迫切需要研制适于改性双基推进剂生产的新型螺杆。通过研究不同结构参数的螺杆对改性双基推进剂加工工艺的影响,找出适于改性双基推进剂加工的优化的螺杆结构参数,对新型改性双基推进剂的研制生产和螺杆的设计加工有着重要指导作用。采用流动性能相似的改性双基推进剂代用料进行螺杆结构参数的预先研究,有利于提高研究效率,降低研制成本和研制风险,是研制改性双基推进剂适用螺杆的重要基础。目前,关于螺杆结构参数的研究结果,已在改性双基推进剂产品研制中获得了较好效果。
1 实验
1.1 原料和实验设备
以典型改性双基推进剂配方为基础,通过吸收、离心驱水、光辊压延造粒制造出流变特性与之相似的改性双基推进剂代用料,用于工艺实验。改性双基推进剂代用料以硝化棉(NC)、惰性增塑剂(DZ-1)、惰性固体填料(YT-1)为主要成分。其组分含量的确定,以代用料与真料的流动性相似为依据。采用油压机对改性双基推进剂代用料与真料的流动性(80℃)进行对比测试,前者的出药压力和出药速度分别为28.15 MPa、0.303 m/min,后者的出药压力和出药速度分别为24.06 MPa、0.294 m/min,二者出药速度很接近,流动性相似,且以代用料的挤出压力略高,这符合代用料设计原则,以便于考察设备的安全负荷,故选择此改性双基推进剂代用料作为实验用料。
实验设备采用德国进口的Brabenda PLV-151型φ19 mm单螺杆挤出机,配置φ5 mm圆形口模。
1.2 螺杆主要结构参数的选择与制作
螺杆结构参数对改性双基推进剂的挤出加工工艺有重要的影响,针对加工物料易燃易爆、加工工艺参数范围窄、产品塑化质量要求严等特性,选择螺杆压缩比(ε)、螺距(s)、螺杆头锥度(α)及螺杆直径(d)作为螺杆设计的主要结构参数进行研究。其中,各参数的主要作用如下:
(1)螺杆压缩比是指螺杆加料段第1个螺槽的容积与均化段最后1个螺槽的容积之比,表示物料通过螺杆的全过程被压缩的程度。压缩比越大,物料受到的挤压作用也就越大,排除物料中空气的能力就越大。加工各种塑料的常用的几何压缩比为1.6~3.7,个别小至1,大至8[1]。压缩比的选用须充分考虑加入物料的状态(粉状或粒状等)、熔融密度、物料粘度、热敏性的要求等不同情况。对于改性双基推进剂来说,首先应考虑粒状物料在加料时的松密度和经螺杆挤出塑化后的密度变化,其物理压缩比约为1.23~1.43;其次,要考虑在挤压压力作用下物料的压缩性、在加料段的装填程度及制品性能所要求的密实性等因素,其几何压缩比的选定应大于物理压缩比;第三,在推进剂产品挤出过程中,由于加工物料的粘度较高,成型温度范围窄,通常选用的螺杆压缩比在2.0左右。考虑到过大的压缩比,不仅影响螺杆强度、增加挤压负荷,且易加大均化段长度,导致“倒料”危险;压缩比过小,则达不到产品塑化要求。因此,结合生产实际情况,拓展压缩比的研究范围至1.6~2.2,以研究压缩比增大或减小对挤出工艺的影响。
(2)螺距决定物料在机筒内停留时间,影响物料的混合塑化,对挤出物温度、机头温度及功率消耗有一定影响[3]。根据加工工艺的特殊要求,有时为了在有效的加工长度内减少物料在机筒内停留的时间而适当加大螺距。
(3)螺杆头锥度对物料的安全加工与稳定挤出有重要作用。适宜的鱼雷头或平准头头部,对物料的混合和受热都有良好效果,有利于增大料流压力、消除脉动现象,适于挤出粘度大、导热性差的热敏性物料[4]。反之,若物料在螺杆头部滞留过久,易引起物料分解,不利于安全生产和提高产品质量。
(4)螺杆直径决定着成型制品的形状大小和生产效率。如果螺杆直径选择不当,便会导致多种不合理的情况。用大直径螺杆生产小制品,只能在较低转速下运行,挤出机使用既不经济,也容易因为较高的机头压力而损坏设备。反之,用小直径螺杆生产大制品,会因机头缺料而产生制品缺陷[1]。
对螺杆直径、压缩比、螺杆头锥度及螺距4个主要结构参数分别确定三水平,然后按照四因素三水平正交设计法[5]所确定的螺杆参数组合,设计制作9种螺杆,并进行正交实验。
1.3 实验方法
在一定的工艺条件(加入物料温度(70±5)℃;机筒夹套水温度(90±5)℃;螺杆转速15 r/min)下,选用1.2节中9种螺杆对改性双基推进剂代用料进行挤出工艺实验,研究不同结构参数螺杆对其机头压力、螺杆扭矩、出料速度的影响程度。
2 实验结果与分析
2.1 工艺研究目标的选择
针对改性双基推进剂产品加工过程的易燃易爆、物料流动性差、高负载等特点,并结合改性双基推进剂产品研制的实际经验,选择机头压力、螺杆扭矩、出料速度作为工艺研究的目标,可较好地表征安全加工要求、设备承载能力、产量及物料加工的难易程度。
2.2 正交实验结果与分析
对螺杆结构的主要参数进行了四因素三水平设计(见表1),选用L9(34)正交表,进行螺杆结构参数对挤出工艺影响的正交实验,测试结果见表2,正交实验计算见表3,表中因素A表示压缩比(ε),因素B表示螺距(s),因素C表示螺杆头锥度(α),因素D表示螺杆直径(d)。

表1 正交实验的因素与水平Table 1 The factors and levels of orthogonal experiment
根据表2的测试数据,对机头压力、螺杆扭矩、出料速度的实验结果进行正交分析,分析结果见表3,表中 ai、bi、ci(i=1、2、3)分别表示机头压力、螺杆扭矩、出料速度各自对应的水平i 3次测试值加和;RjP、RjT、RjV分别表示ai、bi、ci3组参数中的大数减小数所得的极差值,各因素的合适水平见表4。
对表2~表4的数据分析如下:
(1)从表2数据可知,9号性能较好,其对应的设备负荷较低、产量较高,基本满足安全生产加工要求。
(2)从表3中极差(Rj)的计算数据可看出:
对机头压力和扭矩的影响次序均为B>D>A>C,显然B和D是主要影响因素。限于改性双基推进剂加工的特殊性,在保证产品质量的前提下,希望机头压力低一些,螺杆扭矩小一些,这对安全加工和减小设备承载负荷是有利的。其中,因素B的三水平、因素D的二水平对机头压力的影响最大,而因素B的三水平、因素D的三水平对螺杆的扭矩影响最大。这说明B和D是较重要的因素,在设计中要特别注意。
对出料速度的影响次序为D>A>C>B,显然因素D和因素A是主要影响因素。其中以因素D的一水平、因素A的二水平影响最大。出料速度高,表明物料易于加工,表观粘度低,产量大。同样,D和A在设计中也要特别注意。
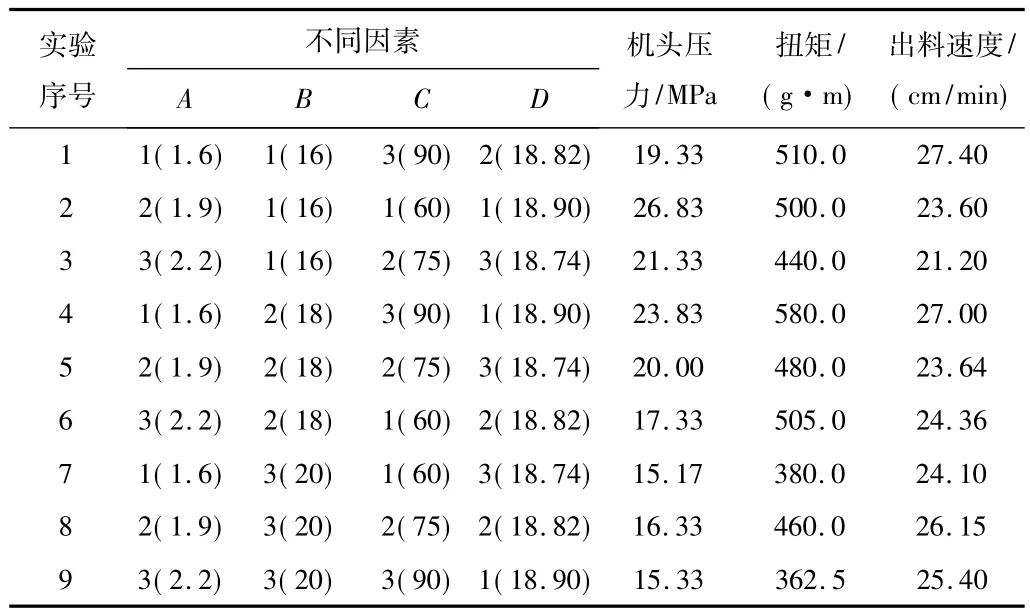
表2 不同螺杆的实验数据Table 2 The experimental data of different screw
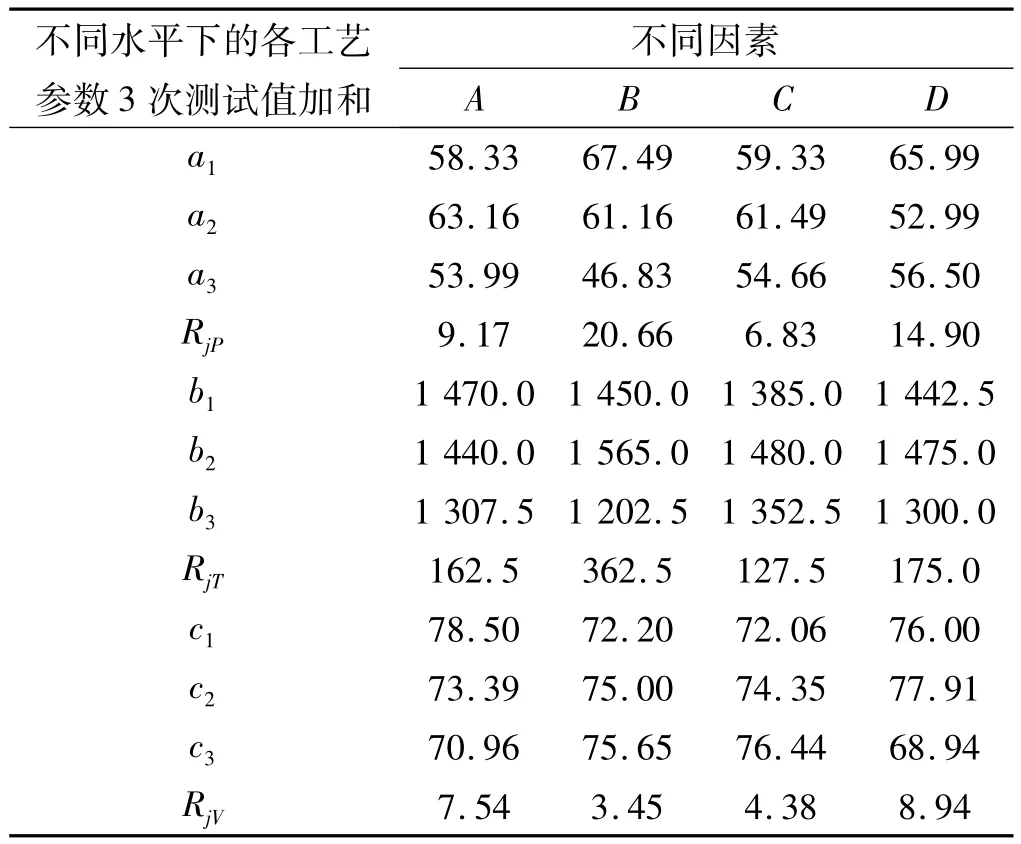
表3 实验结果正交分析Table 3 The orthogonal analysis of the experimental results

表4 各因素的合适水平Table 4 The suitable level of every factor
(3)从表3正交分析计算数据中可分别得出,影响机头压力、螺杆扭矩、出料速度的各因素合适水平及相应螺杆参数组合的较理想水平分别为 A3B3C3D2、A3B3C3D3、A1B3C3D2。对上述螺杆参数组合进行综合对比,从正交设计的原理上来讲,螺杆结构参数组合A3B3C3D2是较理想水平。从生产实际来讲,确保加工过程安全是改性双基推进剂产品研制与生产的首要问题,其次才是质量与产量。因此,对改性双基推进剂安全加工有重要影响的机头压力,其对应的螺杆结构参数也应为重点考虑。综上所述,螺杆参数组合的理想水平为A3B3C3D2。
3 结论
(1)三水平的螺距和二水平的螺杆直径依次是影响机头压力或螺杆扭矩的主要因素;二水平的螺杆直径、一水平的压缩比依次为影响出料速度的主要因素。
(2)由因素A(压缩比)的三水平、因素B(螺距)的三水平、因素C(螺杆头锥度)的三水平及因素D(螺杆直径)的二水平组成的螺杆参数组合,是有利于改性双基推进剂安全加工的综合性能理想的螺杆参数组合(A3B3C3D2)。
[1]朱复华.螺杆设计及其理论基础[M].北京:轻工业出版社,1994:4-6,158-159,167-168.
[2]任务正,王泽山.火炸药理论与实践[M].北京:中国北方化学工业总公司,2001:30-35.
[3]杨卫民,杨高品,丁玉梅,等.塑料挤出加工新技术[M].北京:化学工业出版社,2006:10-12.
[4][美]Z·塔莫尔,I·克莱因.塑化挤出工程原理[M].夏廷文,许澎华,朱复华,等,译.北京:轻工业出版社,1984:454-458.
[5]张玉龙,王喜梅.塑料制品配方[M].北京:中国纺织出版社,2009:13-20.
猜你喜欢
现代仪器与医疗(2021年5期)2021-12-02 02:11:28
软件(2020年3期)2020-04-20 01:45:24
中国塑料(2015年6期)2015-11-13 03:03:14
发明与创新(2015年26期)2015-02-27 10:39:31
四川党的建设(2014年9期)2014-08-23 01:33:22
火炸药学报(2014年5期)2014-03-20 13:17:53
火炸药学报(2014年5期)2014-03-20 13:17:53
火炸药学报(2014年1期)2014-03-20 13:17:27
中国设备工程(2014年1期)2014-02-28 13:43:27
汽车与新动力(2014年6期)2014-02-27 12:10:55
