
铜质铭牌表面镀铬工艺的研究与开发
2011-08-29 06:24:02白慧艳
网印工业 2011年7期
文|白慧艳
铜质铭牌表面镀铬工艺的研究与开发
文|白慧艳

一、概述
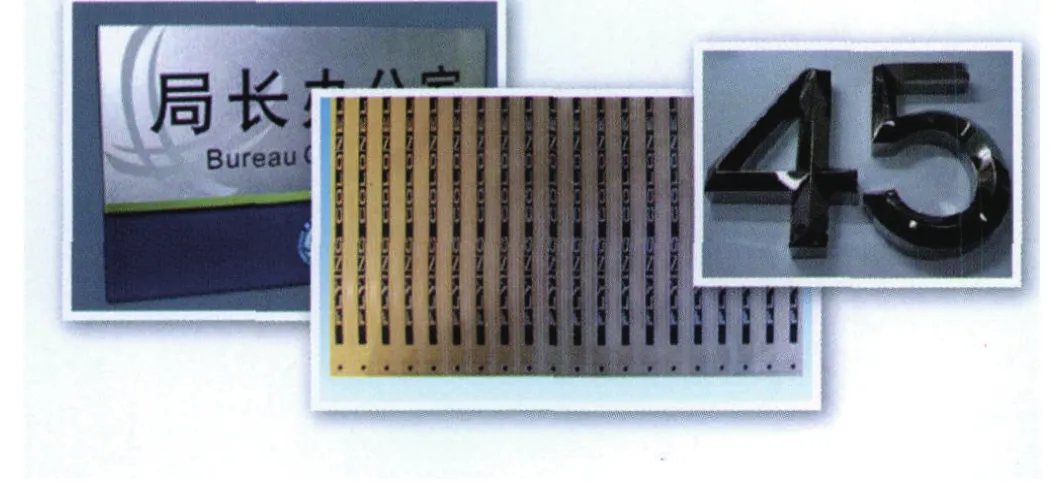
做为特殊场合耐腐蚀情况下使用的铜质铭、标牌,目前市场需求量激增,且在笔者公司此项工艺也是一项空白,促使大家必须进行这一方面的研究。这类特殊材料经过工艺技术处理,耐腐蚀及表面装饰性进一步提高,特别是表面镀铬达到镜面效果,大大优于其它铭、标牌的表面状态,对于提升各产品的整体外观水平具有积极的意义。
二、铭、标牌制作现有工艺及种类
目前铭、标牌制做的方法有以下几种:
1.丝网漏印法;
2.氧化着色法;
3.铝氧化表面喷丸印字;
4.平版制版;
5.腐蚀制做(凸、凹)字等工艺。
三、原因分析
目前笔者公司所有产品中使用最多的是铝质铭、标牌腐蚀制版和丝网漏印方法。铜材质的铭、标牌也多是采用普通的腐蚀工艺,就美观和装饰性方面只能说是一般水平,且上述工艺方法已经沿习了30多年。
对于大型企业,随着科学技术不断发展和信息化时代的到来,产品不断更新换代,各种性能也在不断提高,外观也越来越精巧,有必要就现有铭牌种类开发做出改进和努力。
四、解决办法
为满足市场多品种需求及提升公司整体产品档次,通过业务学习和查找资料,找到一种新的铜铭、标牌腐蚀、喷漆、电镀工艺。
下面介绍一下铜铭、标牌腐蚀、喷漆、电镀工艺制作流程:
1.电脑激光绘图→出光绘菲林底片;
2.铜质材料选择→备料→前处理→刷光→光成像油墨丝印→干燥→曝光→显影→后干燥→腐蚀(凸、凹) →喷漆→冲孔→切外形→去毛刺→抛光→电镀→喷清漆→交验。
铜质材料选择
适合生产铭、标牌的牌号∶ H62Y、H62M、H62Y2等。
备料
按工艺及图纸要求进行备料。
前处理
1.除油处理∶ 原材料购回后表面覆有一层保护膜,小心将保护膜揭掉,用软棉布蘸120号汽油将板料表面擦拭干净。
2.化学除油:为进一步除去材料上残留的油污,常用化学除油工艺配方:
氢氧化钠(NaOH):40~60g/L;温度:50~80℃;时间:10~20min;
碳酸钠(Na2CO3):20~30g/L;温度:50~80℃;时间:10~20min。
3.刷光
将去油后的板料用刷光机进行刷光处理。
4.光成像油墨丝网漏印
网印光成像油墨是一道重要工序,油墨粘度为100~200dpa·s,温度为25℃。需充分搅拌,静置30min左右。印刷时的技术关系到油墨的曝光效果及附着力。网印时油墨厚度应达到13~18μm为宜,操作时蔽光。

5.干燥
将丝印好的铜板放入烘箱进行烘烤,温度为80~90℃,时间30~40min。
6.曝光
选择正确的曝光设备,现用ASA-SA8型号4000W大功率曝光机进行曝光,200~500mj/cm2,时间为25~28s。
7.显影
在配制好的1~1.5%Na2CO3溶液30~40L中进行显影。
8.后干燥
将显影后的铜板用流水冲洗干净后放入烘箱进行烘烤,温度为145~150℃,时间为60min。
9.腐蚀
将铜板放入比重为40~420(波美度)的FeCl3溶液中进行腐蚀,时间为1~1.5min。
10.喷漆
按图纸或用户要求颜色进行喷漆,保证漆面光洁平整无颗粒。
11.冲孔
按图纸技术要求冲出工件上全部孔,勿划伤表面。
12.切外形
按图纸技术要求剪切出工件外形,勿划伤表面。
13.去毛刺
将工件孔及外形上毛刺进行去除,勿划伤表面。
14.抛光
将工件(有图形)面用手工进行抛光处理,去除表面划伤。
15.电镀
(1)电解去油配方
氢氧化钠(NaOH):10~15g/L

时间:1~3min
碳酸钠(Na2CO3):20~30g/L
温度:60~80℃
磷酸钠(Na2PO4):50~70g/L
电流密度:3~8A/dm2
硅酸钠(Na2SiO3):10~15g/L
(2)热水清洗
温度:70~90℃
时间:10~15s
(3)化学浸酸
耐酸槽:盐酸(HCl):100~200ml/L
时间:1~3min
(4)镀铜
配方:焦磷酸铜(Cu2P2O7):60~80g/L
温度:15~40℃
焦磷酸钾(K4P2O7):550~600g/L
电流密度:0.6~0.8A/dm2
草 酸(H2C2O42H2O):18~25g/L
时间:厚度按要求
PH :8.2~8.8
(5)镀光亮镍
配方:硫酸镍(NiSO46H2O):260~300g/L
温度:55~65℃
氯化镍(NiCl26H2O):50~70 6H2O
电流密度:2.2~6.5A/dm2
硼酸(H3BO3):40~50g/L
时间:按厚度要求
主光剂:Ni-88 :1~2ml/L
柔软剂: A-5(4X): 9~12ml/L
湿润剂:Y-19:3~4ml/L
(6 )镀铬配方
铬酐(CrO3):200~300g/L
电流密度:15~35A/dm2
硫酸(H2SO4):1~1.2g/L
三价铬(Cr3+):1~2g/L
蒸馏水: 6~8ml/L
(7)流水冲流
水槽内流水冲洗,时间为10~15s。
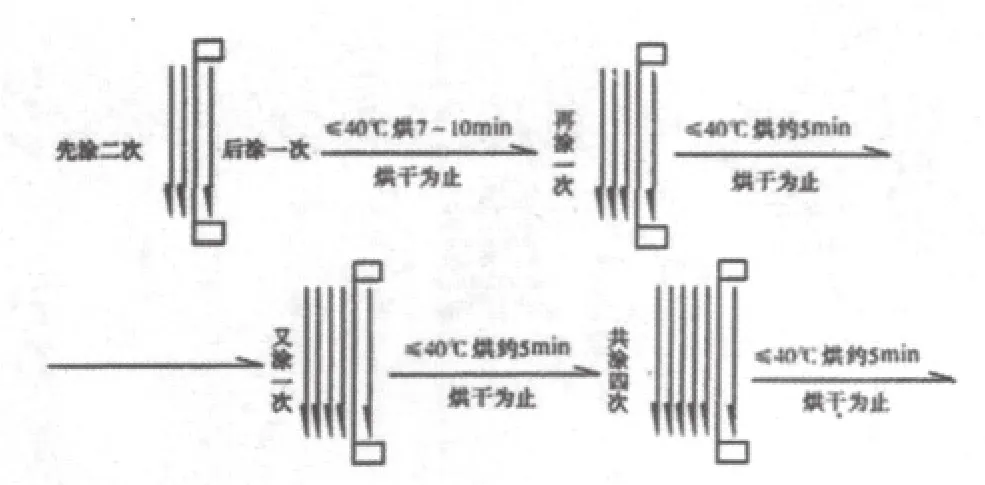
(8 )干燥
把工件放在烘台上烘干至干燥为止。
16.喷清漆
将工件按图纸要求进行喷清漆,保证漆面无划伤及颗粒,软纸隔包传送。
17.交验
按图纸及工艺和用户要求对工件进行尺寸及表面状态检验。
四、结论
上述方法制作出的铭、标牌,其工艺路线成熟,生产周期短,操作难度不大,字迹笔画清晰,有立体感,合格率高达95%左右,完全能达到用户和图纸技术要求。且在笔者公司铭牌类零件生产中又增加了新的一个品种,改进了铭牌类几十年品种一成不变的面貌,特别是其耐腐蚀、酸、碱及表面镜面装饰性能较其它名牌有了大大的提高。已生产了50多个批次,外形大小、料厚各异的铭标牌目前累计有5000多件,用户方非常满意。故该工艺制作的铭牌非常适合在腐蚀及恶劣环境中使用。
时代在改革中不断前进。社会每前进一步,都离不开技术的改革和创新。只要能严格按照工艺流程,对每一道工序进行严格控制,同时不断跟踪和学习国内外标牌制作的新技术、新工艺、新材料,就一定能制作出更高质量和水平的铭、标牌。

猜你喜欢
小读者(2021年20期)2021-11-24 07:18:20
小读者·爱读写(2021年10期)2021-11-05 22:45:34
中国特种设备安全(2019年7期)2019-09-10 07:30:38
电脑报(2019年13期)2019-09-10 00:46:46
电镀与环保(2018年2期)2018-04-19 02:04:56
现代企业文化·综合版(2016年11期)2016-12-21 00:31:08
中国摄影(2015年9期)2015-11-08 11:56:33
电测与仪表(2015年8期)2015-04-09 11:50:28
建筑与预算(2014年1期)2014-11-18 13:08:40
建筑与预算(2014年10期)2014-11-18 13:07:16
