
丝网印刷中使用的控制工具
2011-11-20 06:22许伟光
网印工业 2011年7期
文 | 许伟光
丝网印刷中使用的控制工具
文 | 许伟光
在丝网印刷过程中,影响网印质量的可变因素有很多,为了获得稳定一致的网印质量,我们必须通过相关的控制工具,通过控制工具来掌控这些影响可变因素,这样才能持续稳定的实现理想的印刷效果。
在丝网印刷中,常用的控制工具有:制版取角测试条、网版张力计、膜厚仪、平整度仪、曝光时间测控条、密度计、油墨黏度仪、湿墨厚度仪、印迹扩大测试条、线条宽度测试条、分光光度计等相关工具,笔者以下针对各种相关检测工具的控制手段及相关作用进行阐述。
制版取角测试条
斜角绷网与斜角晒版有利于提高印刷的清晰度,对增加透墨量也有一定的帮助,但具体哪种角度进行制版时印刷的线条边缘清晰度最佳,这就需要采用取角测试条进行测试。取角测试条,我们可以自已进行设计制作,常见的取角测试条是由90°范围内,18根间隔5°的线条所组成,另有22.5°和67.5°的两条直线,直线三段宽度分别为0.1mm、0.2mm、0.3mm。将取角测试条曝光制版,通过试印然后对印刷的结果进行观察,通过观察找出线条锯齿最小,清晰度最好的线条,然后在以后的制版当中,选择此线条的角度作为绷网的角度或晒版角度。
绷网张力的检测
不同用途的网版对网版张力的要求大小不相同,张力计是网版制作过程中必备的基本的检测工具,测量时先将张力计放在基准玻璃上将表针归零,然后再将张力计置于绷紧的丝网上,张力计是通过自身重量使丝网下沉,以下沉的厘米数值表示张力,即为N/cm。为了使测量值更加准确,张力计在网版表面的测量位置一般取5个点进行测量,即网版的四角及网版的中间,放四角时,张力计网版边框成45°夹角,且被测点与网框之间的距离不低于100mm。
网版版膜厚度的检测
网版版膜的厚度对印刷的效果产生很大影响,不同质量要求的网版印刷,对网版版膜厚度的要求也不同,为了做到对网版版膜厚度的精确控制,特别是对于直接制版法,对于网版版膜厚度的测量需采用专用的膜厚仪,测量时将膜厚仪附带的金属片基紧贴在网版的一侧,膜厚仪在网版的另一侧对准金属片基的位置按动测量键进行测量,在对网版版膜厚度进行测量时,在网版上选择至少5个不同位置,然后求得版膜厚度的平均值。膜厚仪在使用前要先进行校准,以保证测量结果的准确性。
网版版膜平整度的检测
网版版膜的平整度对精度图案的印刷起着重要的作用,平整度差的网版,不利于再现线条及图案边缘的清晰度,会造成印品边缘毛刺和锯齿等缺陷。平整度仪是检测网版版膜平整度的专用仪器,网版版膜的平整度用Rz值来表示,对于精度要求较高图案的印刷,网版版膜的平整度Rz值应控制在10μm以下。
曝光时间测控条
曝光时间测控条用于检查每次曝光量是否正确,并通过曝光时间测控条计算得出标准的曝光时间。在网印制版中,常见的曝光时间测控条由5个梯级所组成,每个梯级分别标有该梯级的曝光系数K值,分别为1、0.7、0.5、0.35、0.25,其中K值为1的第一级只有菲林片基自身的密度,透光率为100%,依次后面的每一个梯级透光率为前一级的70%,这五个梯级的密度值依次为0、0.15、0.45、0.60。每一个梯级上有一个由黑白等宽射线组成的圆标,白圆心向外的射线分为5段,每段的宽度依次为45μm、60μm、150μm、260μm、380μm。

在进行曝光时间测试时,将曝光测控条与所有曝光的菲林胶片一起进行曝光,假设记录曝光时间为T1,网版显影冲洗后,对网版上的曝光测控条图案进行观察,如果5个密度级的圆标线条,固化都不正常,线条清晰度差,说明曝光时间T1过短;如果K值为1的第1级密度的圆标线条,固化效果与清晰度在5个梯级中最好,则说明所使用的曝光时间T1为标准曝光时间;如果K值为0.5的第3级密度的圆标线条,固化效果与清晰度在5个梯级中最好,则说明所使用的曝光时间T1过度,标准曝光时间T则为K乘以T1,也就是0.5×T1,用公式表示T=KT1,其中k为曝光效果最好梯级的曝光系数K值,T1为曝光时所设定的曝光时间,T为标准的曝光时间。
印刷后图案墨层密度的检测
在网印当中,墨层的密度通过密度计来进行检测,特别对于透明承印物的印刷,墨层的密度过低会导致丝印图案的墨层遮盖效果差,采用透射密度计,可以检测丝印图案的遮盖效果。在实际生产当中,为了使印刷图案色彩饱满,遮盖效果强,可以根据不同的产品制定出墨层密度的具体质量标准。另外,采用反射密度计可以检测印刷品的密度,印刷反差、网点面积、灰度、油墨叠印率及色差等,在使用反射密度计时,使用前要用密度计附带的校正白板进行校准。
油墨粘度的检测
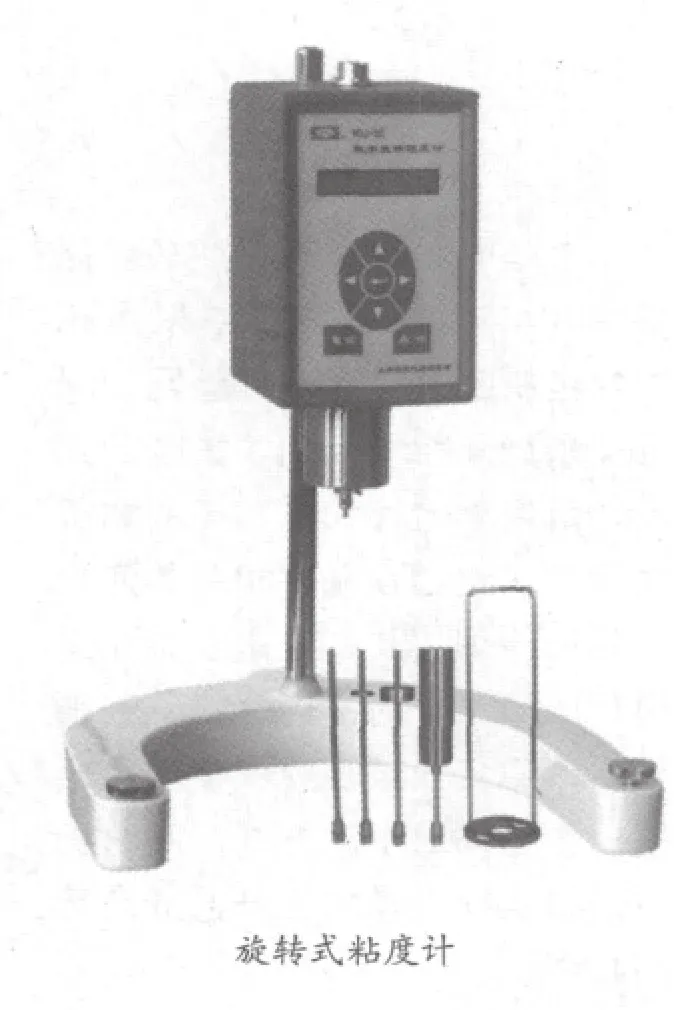
在网印当中,一般选用旋转式粘度计对油墨的粘度进行检测,旋转式油墨粘度计使用旋转气缸的原理,对油墨进行检测时,将一个恒速运转的转子插入被测的油墨当中,油墨所具有的粘性会使转子的运动受到一定的阻力,通过对阻力的测量可以得出油墨的粘度,粘度的单位为毫帕·秒 (mPa·s),旋转式粘度计配用大小不同的转子,转子越大测量粘度的量程越大。
在使用旋转式油墨粘度计对油墨粘度进行测量时,为了使被测量的油墨粘度值更加的准确,应当注意以下几个方面:测量时粘度计要保持水平状态。将转子放入被测油墨中时,要将转子斜插入被测油墨当中,避免在插入的过程中产生气泡,如果被测油墨当中产生气泡,测出的油墨粘度值会偏低。测量时油墨必须没过转子规定的刻度。将油墨倒入测量杯前必须保证测量杯和转子的干燥和清洁。在进行取值时,待显示指针稳定后,再进行粘度值的读数;
粘度计要定期使用粘度标准液进行校验;由于油墨具有触变性,在使用粘度计对油墨粘度进行测量时,要充分搅拌后进行测量,这样得出的油墨粘度值更加准确。在实际生产中,通过对油墨粘度计的使用,我们可以根据不同产品的工艺要求制定出不同油墨粘度调配范围,做到对印刷过程的精确控制。
墨层厚度的检测
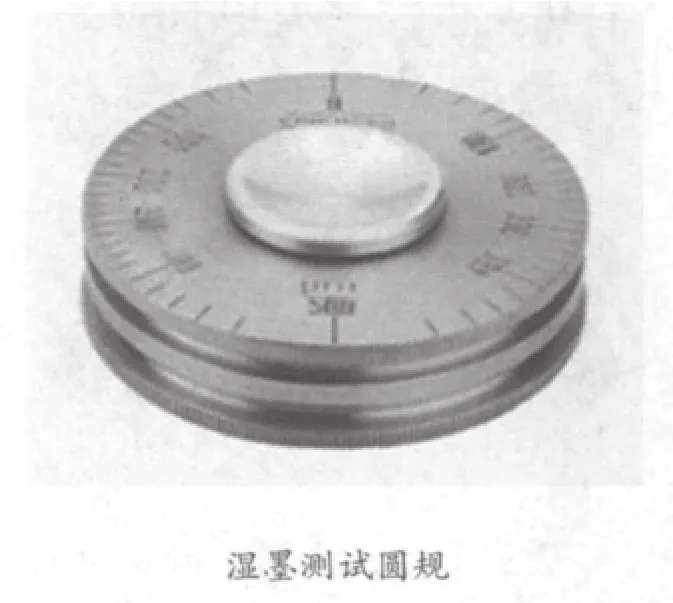
在网印当中,为了保证印刷图案色彩饱满,墨层厚度满足要求,特别是对于一些导电线路的网版印刷,必须要求厚膜印刷,对于湿墨厚度的测量有湿墨测试圆规和湿墨测试片两种方法进行测试,这两种方法相对来说,采用湿墨圆规更加精确,为绝大多数网印工业所采用,湿墨测试圆规为滚轮式,滚轮式湿墨规有3个圆盘组成,外侧两个圆盘与中间圆盘在某一半径处相切,该处的间隙为零,外侧刻度为0,在相反半径处,外侧两个圆盘与中间圆盘的间隙最大,为湿墨规的最大厚度量程,两个外侧圆盘上根据不同的间隙有不同的刻度。在对湿墨厚度进行测量时,将湿墨规在湿墨表面滚动,滚动时从0刻度点开始滚动,从中间轮沾有油墨的截止部分进行读数,即为墨膜的厚度。
印迹扩大的检测
在印刷过程中,图案印迹的扩大会影响产品的清晰度,对印迹扩大的控制,目前普遍采用印迹扩大测试条,通过印迹扩大测试条分别对丝网印刷的制版和印刷过程进行控制。目前常用的印迹扩大测试条是由两组羽状排列的蛋形点组成,第1对蛋形点的小端与小端之间,大端与大端之间无间隙,从第2对蛋形点起,小端间隙分别是为0.02mm、0.04mm、0.06mm、0.08mm、0.10mm、0.12mm、0.14mm、0.16mm。
使用印迹扩大测试条对网版版膜的检测,要将印迹扩大测试规与所要曝光的菲林胶片一起曝光,网版曝光显影后,对网版上的测试规图案进行检查,如果网版上的各对蛋形点之间的间隙与原测试规上的相同,印版即可投入使用,如果网版上的第2对蛋形点端部之间没有了间隙,而是网孔通透连接了起来,就说明制得的网版版膜图案出现图案扩大现象,为了保证印刷的清晰度,防止印迹的扩大,应重新制版。

通过印迹扩大测度条对印刷过程的检测。在印刷过程中,通过印迹扩大测试条检测印刷后图案印迹的扩大情况,印刷后的印迹扩大测试条的蛋形点,如果保持了与原版同样的间隙,说明印刷过程中没有造成图案的变形和扩大;若第2对蛋形点的端部间隙(0.02mm)消失,则说明印迹至少扩大到0.01mm;若第3对蛋形点的端部间隙0.04mm被糊住,说明印迹扩大至少到0.02mm;若第4对蛋形点的端部间隙0.06mm被糊住,说明印迹扩大到0.03mm。
在实际生产当中,我们应当根据不同产品对质量的要求,从而来制定印迹扩大所允许的最大量,在生产中一旦印迹扩大超出了所允许的最大量,必须停止生产,进行相关的工艺调整,直到满足要求。
可印线条宽度测试条
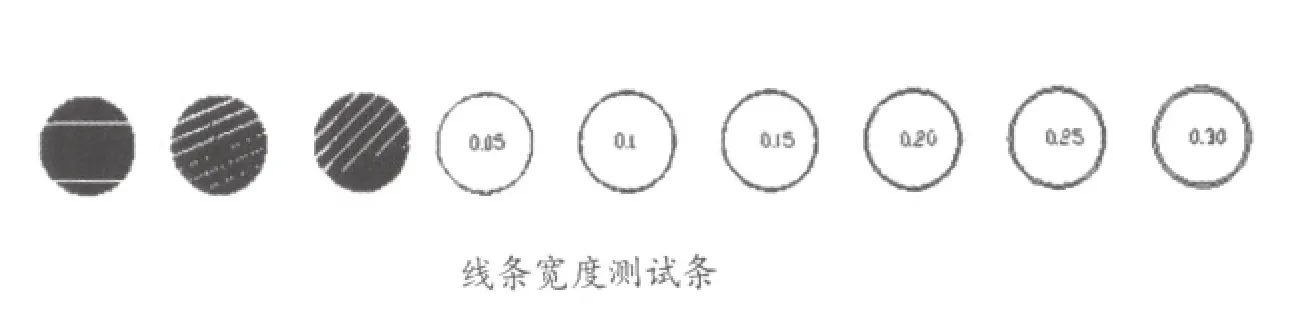
对于精细线条的丝网印刷,为了检测精细线条在网版版膜上复制能力,笔者建议采用线条宽度测试条控制。线条宽度测试条分别由3个角度(即阳直线的角度分别为22.5°、45°、90°)的阴阳直线圆标和6个黑白线等宽的双环圆标组成,线宽分别为0.05mm、0.10mm、0.15mm、0.20mm、0.25mm、0.30mm,如图所示。利用线条宽度测试条可以检测网版版膜精细线条的复制能力,将线条宽度测试条曝光后,如果被测的某种感光材料和某一目数的网版上0.05mm的线条模糊不清,但0.10mm线条清晰通透时,则说明这种感光材料和丝网可以印出0.10mm以上的线条宽度,但是比0.10mm更细的线条则不能再现。
线条宽度测试条也可以用于比较两种不同感光胶的性能,在同一目数的网版上涂布两种不同的感光胶,分别用线条宽度测试条进行曝光,制得网版后对版膜再现精细线条的能力进行观察,如果一种感光胶可以再现0.10mm宽度的线条,另一种感光胶可以再现0.20mm的线条,则说明前者感光胶的性能优于后者。
油墨配色的检测
在实际印刷中很难用眼睛实现对颜色的准确控制,为了控制和评价油墨配色的一致性,分光光度计能测定分光光谱的反射率,求出颜色的三剌激值XYZ,并用来计算分光密度和色度,可以在网印中检测油墨的配色,从而实现对印刷色彩的管理,保证印刷图案颜色前后印刷的一致性。
通过笔者多年的生产经验能够得出,在网印生产中采用相关的控制工具,对实现丝网印标准化精确化控制起到了重要的作用,所以笔者建议在网印的制版过程和印刷过程采取相关的测量工具和检测工具,这是规范化规模化网印生产的必由之路,否则丝网印刷将很难摆脱仅依靠经验手工作坊式的生产方式,同时也对网印实现规模化生产造成严重的制约。
猜你喜欢
绿色包装(2022年11期)2023-01-09
绿色包装(2022年9期)2022-10-12
陶瓷研究(2022年3期)2022-08-19
云南画报(2021年10期)2021-11-24
中国制笔(2019年2期)2019-11-18
小学生优秀作文(高年级)(2018年4期)2018-09-11
制造业自动化(2018年6期)2018-06-24
印刷技术·数字印艺(2015年2期)2015-05-15
中国摄影(2014年12期)2015-01-27
中国质量与标准导报(2014年9期)2014-02-28
