塑料加工成型技术的最新研究进展
2011-08-17 00:49:44瞿金平
中国工程科学 2011年10期
瞿金平
(1.华南理工大学聚合物新型成型装备国家工程研究中心,广州 510640;2.华南理工大学聚合物成型加工工程教育部重点实验室,广州 510640)
1 前言
塑料已广泛应用于国民经济各个领域中,成为与钢材、水泥、木材并驾齐驱的基础材料。塑料产业是轻工业支柱产业之一,塑料加工成型机械是轻工装备的重要组成部分。随着轻工业的生产方式向“绿色”转变,低耗、高效、环保型的加工成型技术正成为塑料加工行业的发展趋势,每一次技术创新性研究都会推动行业的技术进步。
塑料加工成型是物料在热机械作用下的形变过程,通常称该过程为热机械历程,即通过热能以及机械能的转化将塑料熔融塑化并经特定的模具形成制品。因此,如何最大限度地提高能量转化效率,即提高传热传质效率、缩短热机械作用历程成为塑料加工节能降耗的关键所在。以螺杆作为结构标志和原理特征的螺杆机械是国内外广泛应用的塑料加工成型设备,但却普遍存在塑化输运热机械历程长、能耗高、设备体积和重量大、对物料特性依赖性强等缺陷[1]。笔者及其研究团队经过多年对塑料加工成型技术的创新思考与实践,突破了传统塑料塑化加工方法与原理,将振动力场引入塑料塑化加工成型全过程,提出并成功开发塑料动态加工成型方法及设备[2~4],实现了塑料加工成型原理和方法由“稳态”到“动态”的变革,取得了多项被鉴定为国际领先水平的关键技术成果,并系统地发展了塑料动态加工成型理论[5~10]。塑料动态塑化加工成型设备与传统螺杆式设备相比,具有加工热机械历程缩短20%以上、加工能耗降低15%左右、制品性能提高、对物料适应性广等显著特点,已经成功实现产业化和推广应用。
在塑料动态加工技术研究开发过程中,发现在螺杆轴向振动对物料产生动态剪切的同时,塑化输运空间发生随时间的周期性变化,从而对物料产生了附加拉压形变,而且随着动态剪切强度的增加,拉压形变也随之加强,物料塑化输运过程中传质传热效果被强化。由于塑料动态塑化加工成型技术与装备还是以螺杆作为塑化输运工具,改变不了拖曳剪切流变的主导地位,强化传质传热潜力有限。最近几年,经过大量的理论与实践,笔者及其研究团队提出了基于拉伸流变的高分子材料塑化输运新机理,改变了剪切形变起支配作用的高分子材料塑化输运机理,发明了拉伸形变支配的无螺杆塑料动态塑化加工新方法及装备[11],实现了塑料加工成型原理和方法由“基于剪切流变”到“基于拉伸流变”的变革。这种新方法及技术是塑料动态塑化加工成型方法及技术的继承与发展,将为我国塑料加工技术与装备在国际上取得又一自主知识产权[12],同时开辟了塑料加工成型技术及理论研究的新领域,对提高我国乃至世界在塑料加工成型领域的学术水平、推动我国塑料加工及机械工业的发展、促进塑料加工工程科学与技术进步具有重要意义。
2 塑料塑化输运方法的演变与创新
塑料加工成型的力场分为剪切力场和拉伸力场,其中在剪切力场作用下,物料在输运过程中速度梯度与输运方向相互垂直,而在拉伸力场作用下,其速度梯度方向与输运方向相同。
2.1 传统螺杆塑化输运机理
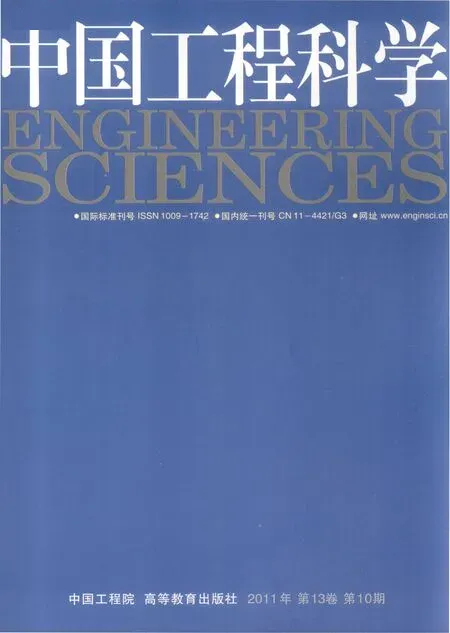
在传统螺杆塑化输运过程中,物料在螺杆转动的剪切力场和料筒外加热温度场的联合作用下完成固体输送、熔融塑化、熔体输送过程,如图1所示。图1中,螺杆与料筒被简化为两平行板,其中运动板相当于旋转的螺杆,固定板相当于料筒。运动板摩擦、拖曳物料在两平板间流动并产生垂直于流动方向的速度梯度,也就是物料在剪切流场中流动与变形。因此,这是基于剪切流变的塑化输运机理,或者说是剪切形变支配的塑化输运方法。由于塑料是热的不良导体,加上在剪切流场中是层流换热,致使传质传热效率很低,完成物料塑化输运需要很长的热机械作用历程。
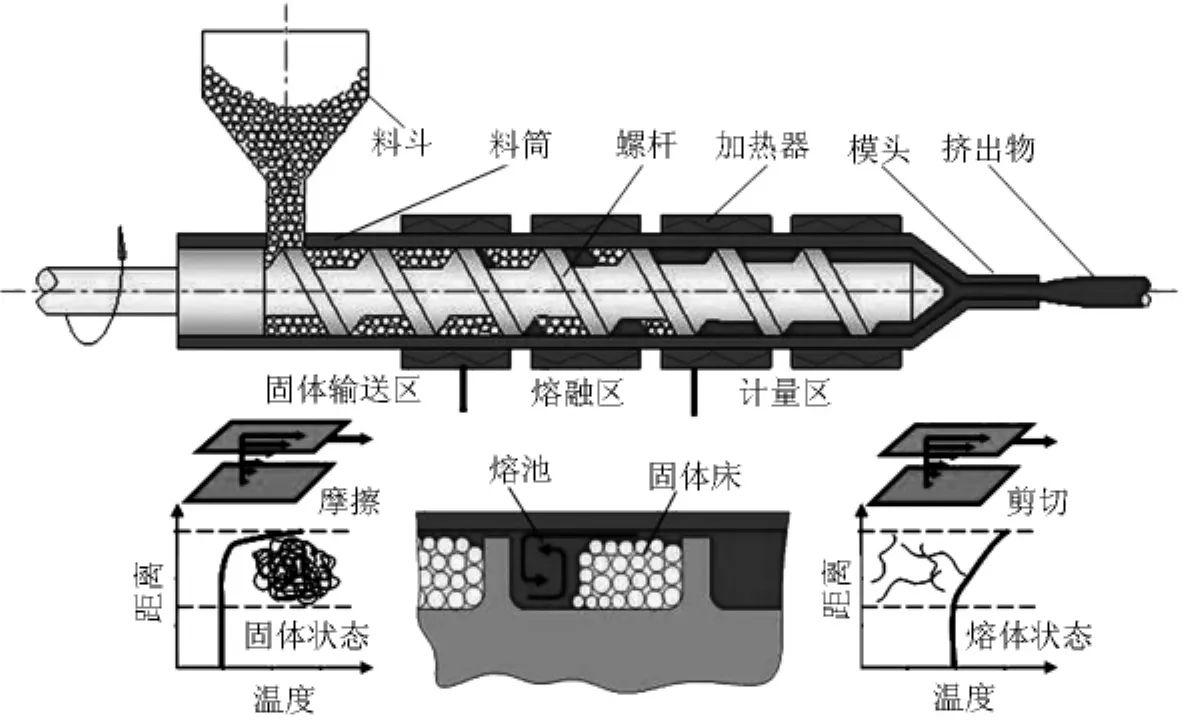
图1 传统螺杆塑料塑化输运机理Fig.1 The plastics plasticating and conveying mechanism of the traditional screw
2.2 振动剪切形变支配的塑化输运机理
如何提高物料塑化输运过程中的传质传热效率,国内外专家学者普遍都在螺杆结构上做文章,出现了各种各样的新型结构螺杆。笔者等另辟蹊径,在国内外首次提出塑料动态塑化加工方法及原理,使螺杆式加工成型机械的螺杆在转动同时还做轴向周期性振动,塑化输运过程中物料容积发生周期性变化,为物料流动与变形附加了一定程度的拉伸和压缩的交替作用,如图2所示。这种塑化输运机理可定义为基于振动剪切流变的塑化输运机理,或者说是振动剪切形变支配的塑化输运方法。这种新方法与新技术提高了塑化输运过程中的传质传热效率,出现了传统螺杆塑化输运方法与技术所没有的许多现象和特征,如塑化输运历程缩短、熔融速率提高、熔体黏度减小等。
2.3 基于拉伸流变的塑化输运机理
如上所述,可以用支配物料塑化输运的流场来描述和分析塑料加工成型机理。这里用二板流场模型来描述塑化输运方法的演变与发展,如图3所示。图3(a)和图3(b)分别描述了传统螺杆塑化输运机理和振动剪切形变支配的塑化输运机理。在图3(b)中,流场的速度梯度方向不再像图3(a)中那样与速度方向垂直,在与速度相同方向出现了一个小的分量,即在流场中出现了少量拉伸流动,这是振动剪切流场中传质传热效率提高的主要原因。实际上,如果让二板流场模型中固定板相对于运动板倾斜一个角度,便形成了二板收敛剪切流场,如图3(c)所示。这里,即便运动板只做与图3(a)中一样的稳定移动,也会出现图3(b)中那样的拉伸流动。但是,图3(c)中速度梯度的拉伸分量还是远小于剪切分量,没有改变剪切形变对流场的支配地位。如果在收敛剪切模型中增加一个与运动板垂直并与运动板以相同速度V移动的滑板,则图3(c)演变成如图3(d)所示的容积拉伸流场模型,其中滑板由于固定板倾斜而产生与运动板垂直的滑动速度 v。图3(d)中由于滑板的作用,收敛流场的容积变小,速度梯度的拉伸分量大于剪切分量,拉伸形变在流场中起了支配作用。图3(d)可以近似地描述笔者等提出的基于拉伸流变的塑化输运机理与方法。
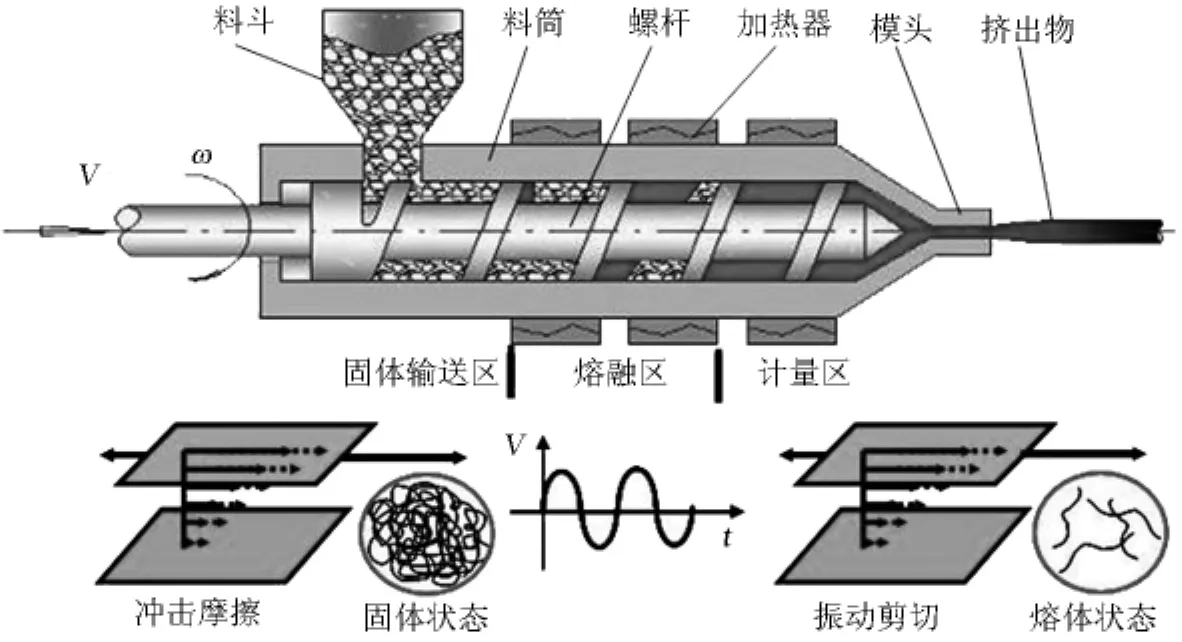
图2 振动剪切形变支配的塑料塑化输运机理Fig.2 The plastics plasticating and conveying mechanism dominated by vibration shear deformation
图3 塑料塑化输运机理与方法的演变Fig.3 The evolution of plastics plasticating and conveying mechanism
2.4 拉伸形变支配的叶片挤压系统
实现拉伸形变支配的塑化输运方法的设备由叶片塑化输运单元(vane plasticating and conveying unit,VPCU)构成,与螺杆挤压系统(screw extrusion system,SES)相对应,被称为叶片挤压系统(vane extrusion system,VES),如图4所示。在VPCU中,由转子、定子、若干叶片及挡板构成一组具有确定几何形状的空间,由于转子与定子内腔偏心,他们的容积可以依次由小到大再由大到小周期性变化,容积由小变大时被纳入物料,容积由大变小时物料在拉压应力的主要作用下被研磨和压实,同时在机械耗散热和定子外加热的作用下熔融塑化并被排出,完成拉伸形变支配的物料塑化输运过程。显然,这也是一个周期性动态塑化输运过程。图4所示的VES由5个VPCU组成,相邻的两个VPCU的偏心方向相反,使前一个VPCU出料口与后一个VPCU进料口形成连续的通道,完成塑料的连续动态塑化输运。
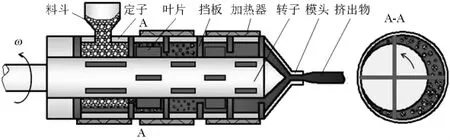
图4 VES原理结构示意图Fig.4 The schematic diagram of VES structure
3 VES中塑料塑化输运过程
塑料塑化输运过程包括固体输送、熔融塑化、熔体输送等阶段,这里针对VES建立对应模型,了解其塑化输运机理和特性。
3.1 固体输送特性
固体输送的功能是形成稳定的固体输送速率和建立足够的压力,而固体输送特性会直接影响塑化输运产量,也会影响塑化输运稳定性。
3.1.1 固体输送速率
在图4中取对应于料斗的VPCU,即第一个VPCU,在截面上建立固体输运模型,如图5所示。图5中,大圆代表定子内表面,小圆代表转子外表面,4个叶片沿转子圆周方向均布,填充区域CDEF是一个叶片转一圈输送物料的截面。填充区域的面积为:
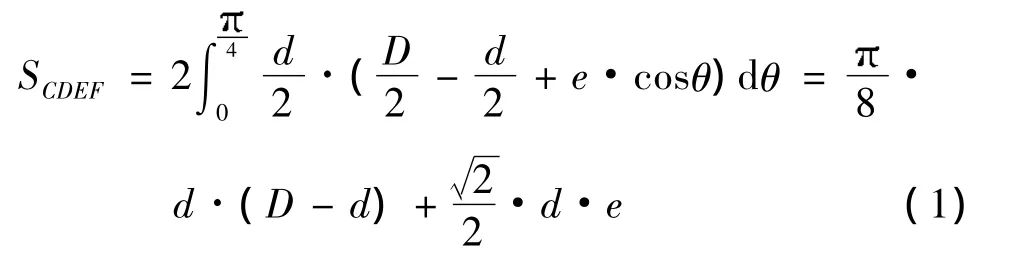
考虑叶片的厚度和叶片顶部与定子内表面存在的间隙,其所占面积为:

则,固体输送速率为:
Q=240·β·ρ·l·


式(1)~(3)中,D为定子内径;d为转子直径;l为叶片长;b为叶片厚度;e为偏心量;δ为叶片顶端与定子内壁之间的间隙;ρ为物料松密度;n为转子转速;β为固体返料系数,与物料的硬度等特性有关;θ为柱坐标变量。经实验可得低密度聚乙烯(low density polyethylene,LDPE)和聚丙烯(polypropylene,PP)的固体返料系数分别为 0.7~0.8和0.55 ~0.7。

图5 VES的固体输运物理模型Fig.5 The physical model of the solid conveying in VES
由式(3)可知,一旦对应于料斗的VPCU的几何特征参数和转速确定,VES固体输送速率只与物料的松密度ρ和固体返料系数β相关,而不会受到物料与设备之间摩擦系数的影响,说明VES中固体输运过程具有正位移输送特性。VES的熔体输送过程也具有正位移输送特性[13,14],这里就不做展开讨论。
3.1.2 固体压实与压力
固体颗粒从料斗进入固体输送VPCU后,随着转子转动,两叶片之间容腔中固体颗粒由于转子与定子内腔偏心会产生压力而被压缩密实。在图5中经过一定的近似假设,去除一些次要影响因素,可以建立简化物理模型,求得固体输送VPCU中物料压力为[15]:
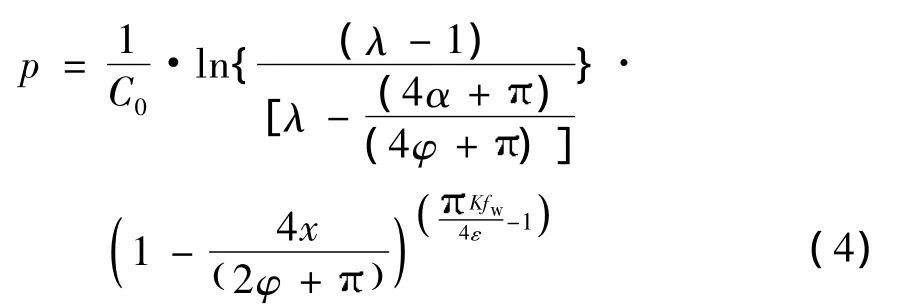
式(4)中,λ为固体颗粒物料的固松比(固相密度/松密度);C0为物料可压缩系数;φ为前叶片与偏心方向所在水平面的夹角(如图5所示);α为刚好充满物料时的φ值;x为两叶片之间容腔中转子表面某点与推进叶片之间的无量纲距离(以转子直径d为特征长度);K为法向应力与轴向应力之比;fw为物料与定子内表面的摩擦系数;ε为无量纲量偏心距。
选择物料为LDPE,对式(4)进行计算,结果如图6所示。由图6可见,固体物料的压力随着φ的减少而升高,并且当φ逼近1时,压力上升幅度很大,并接近于极限值,这时物料的密度接近于单个固体颗粒的密度。由图6还可以得知压力会随着x的增加有小幅度的上升。
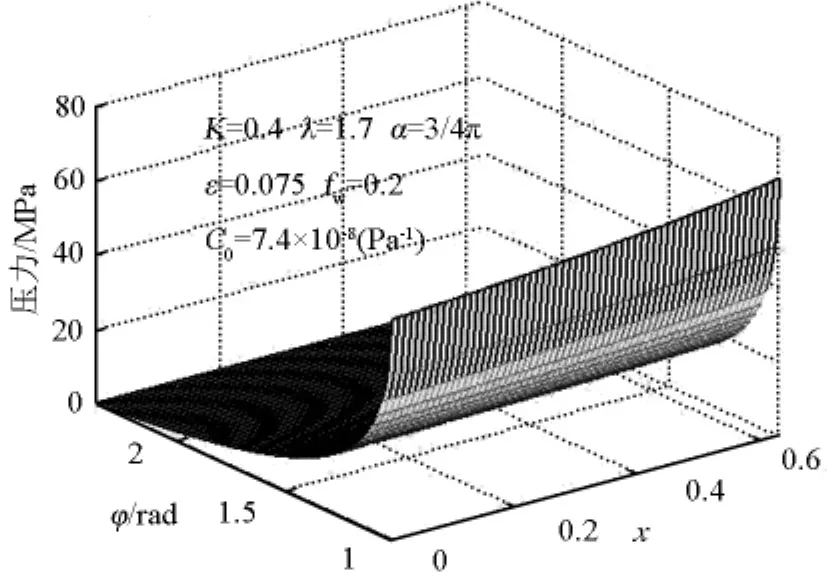
图6 VES中固体输运压力计算结果(LDPE)Fig.6 The calculation results of the solid conveying pressure in VES(LDPE)
图7为可视化VPCU的固体压实与熔融实验过程照片。实验所用物料为LDPE,保持定子温度为100℃。在转子轴转动的过程中,两叶片所夹的容腔体积越来越小,容腔中LDPE固体颗粒料被挤压变形并逐步软化呈透明状态。这说明在固体输送VPCU中建立起了一个较高的固体输送压力,可以有效降低固体物料输送历程,缩短VES沿转子轴向的长度。
3.2 熔融塑化特征
物料进入第一个VPCU后,叶片和定子内表面会对物料产生很大的压力,两叶片之间容腔中固体颗粒会被压实形成固体塞。由于定子外加热的作用,在定子内表面产生一层较薄熔膜,熔膜受到压力的作用会往固体床内渗透,将固体塞打碎。同时,物料发生塑性形变而产生大量的热能,进一步促进物料熔融,如图8(a)所示。物料经挤压后进入第二个VPCU扩张区,在第一个VPCU中经受弹性形变的部分颗粒在此扩张区回弹恢复。由于第一个VPCU的4个叶片组成的容腔与第二个VPCU的4个容腔不是一一对应,固体塞和固熔物料同时进入第二个VPCU时,固体塞被进一步分割、打碎,形成富固体悬浮体系,如图8(b)所示。在第二个VPCU的扩张区,高温熔体使固体颗粒熔融,接着在压缩区,固体颗粒料进一步发生塑性变形,产生的塑性耗散会加剧其熔融。当物料进入第三个VPCU时,大部分固体都已经熔融,这会形成富熔体悬浮体系,如图8(c)所示。通过对VES的急冷拆卸实验观察,可以得知LDPE经过5个VPCU就已经全部熔融[16]。
VES的原理和结构特点使得物料的固体输送和熔融在塑化输运过程中同时进行,这就使塑料塑化加工热机械历程大幅度缩短,同时塑化加工能耗也降低。
3.3 最低能耗极限
在图4中,假设VES塑化输运物料在绝热状态下进行,即没有热能向VES外散失。VES塑化输运物料至少需要提供物料压力升高、温度升高和熔融潜热三部分能量,它们的总和被定义为VES的最低能耗极限。
物料压力升高所需能耗为:

物料温度升高所需能耗为:

克服物料熔融潜热所需能耗为:

最低能耗极限为:
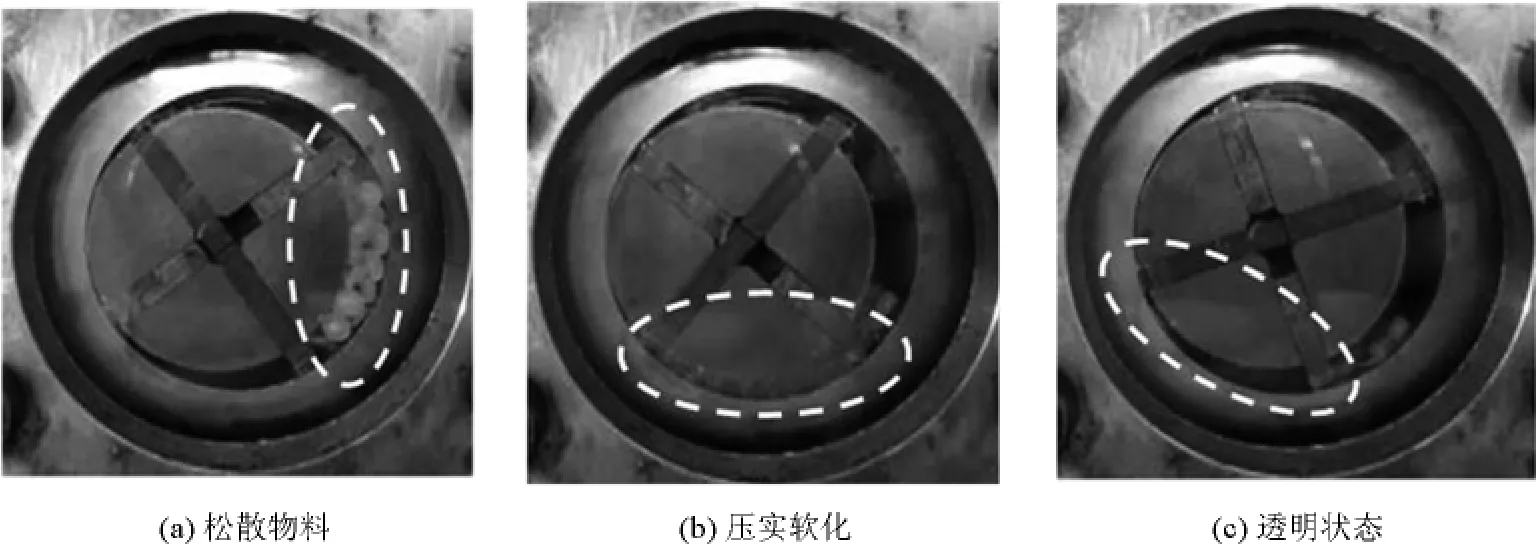
图7 温度为100℃时LDPE压实过程Fig.7 The solid compaction processing of material LDPE at 100 ℃
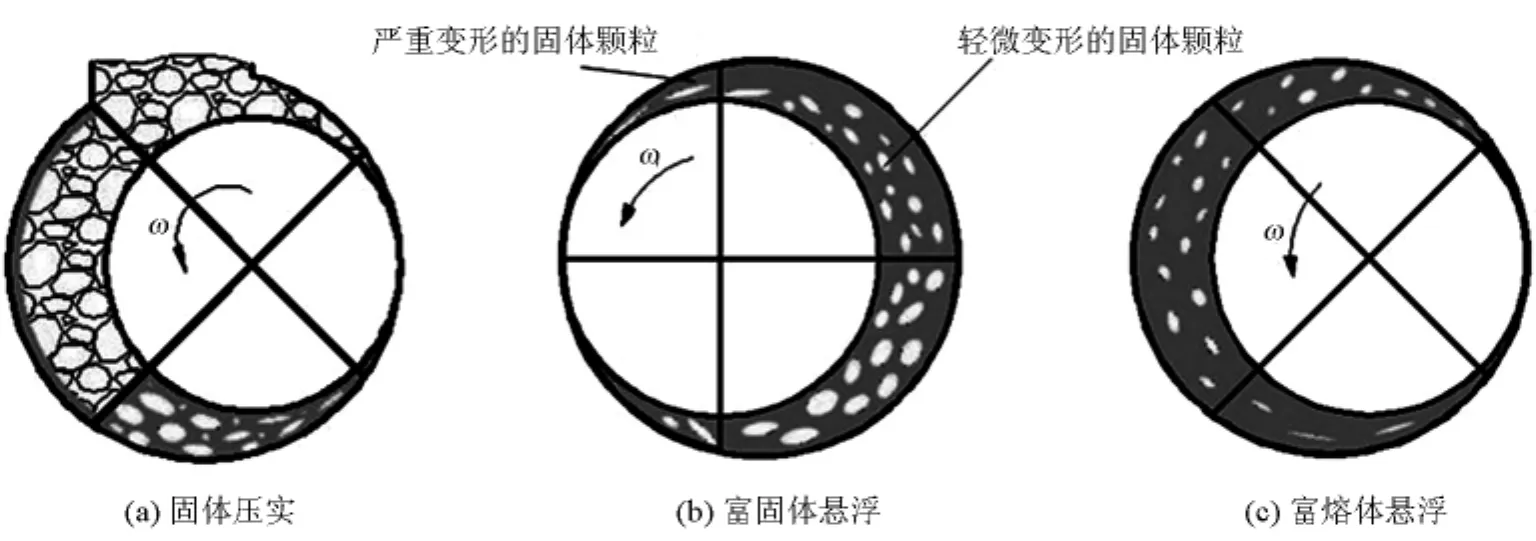
图8 VES中物料的熔融过程Fig.8 The process of melt in VES

因此,VES塑化输运单位质量物料所需最少能耗(单耗)为:

式(5)~(9)中,Q为VES的塑化输运速率;Δp为VES中物料的压力升高值;ρ为熔体密度;cp为物料的比定压热熔;Tm为熔体温度;Ts为固体物料的温度;λ为物料熔融潜热。
由式(9)可知,单位质量物料所需最少能耗,即最低极限单耗与挤压系统的结构无关,只与物料特性和加工成型压力和温度相关。无论是传统螺杆组成的SES还是新型VES,只要其越逼近这一极限,它就是高效低能耗挤压系统。VES的结构原理决定了其塑化输运物料所需的热机械历程很短,有利于提高能量利用率和逼近这一极限值。
4 VES的技术特征
4.1 物料输运特性
输运特性是挤压系统的重要特性之一。VES的输运特性由其挤出产量与转子转速和模头压力关系表征,是挤出稳定性的重要指标。
这里选择物料为LDPE和PP,它们的松密度分别为330 kg/m3和310 kg/m3,固体返料系数分别取0.7和0.55,则转子直径为40 mm的VES的理论和实验产量随转速的变化如图9(a)所示。实验和理论表明,VES的产量与转速具有比较好的线性关系,并随着转速的增加而线性上升。图9(b)所示为转子转速在150 r/min时,LDPE和PP的理论和实际产量随模头压力的变化。LDPE和PP的实际产量都会随着模头压力的上升而下降,其下降幅度定义为漏流系数,LDPE和PP的漏流系数分别为0.19和0.15。这表明VES的产量随着模头压力变化的幅度比较小,具有比较好的挤出稳定性,即具有正位移输运特性。
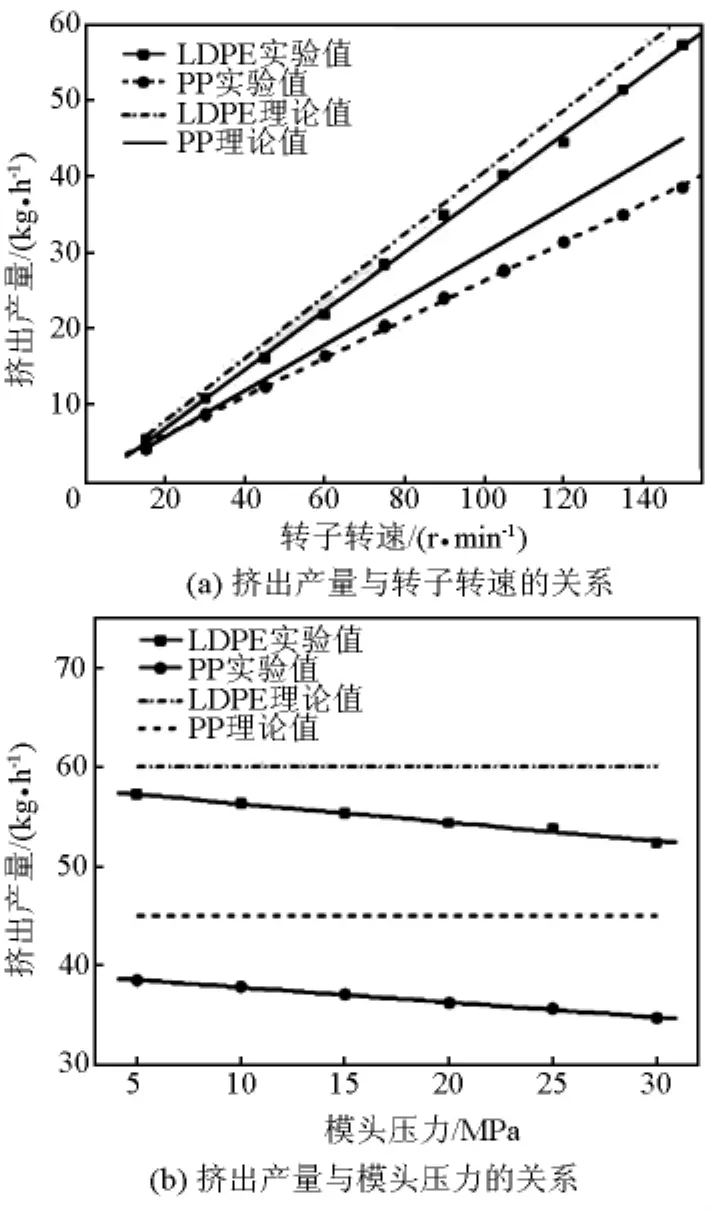
图9 VES的输运特性Fig.9 The conveying characteristic of VES
4.2 热机械历程
塑料加工成型热机械历程是衡量挤压系统性能的重要技术指标之一。热机械历程通常对加工成型能耗和物料的热机械降解作用有很大的影响。
图10为VES的转子轴与SES的螺杆的对比照片。这里选择的两个挤压系统的功能相当,即塑化输运能力接近。由图10可见,直径为40 mm转子轴的有效长度仅为400 mm,而直径为45 mm螺杆的有效长度则达到1125 mm。因此,VES的轴向有效长度比SES的缩短了约64%。
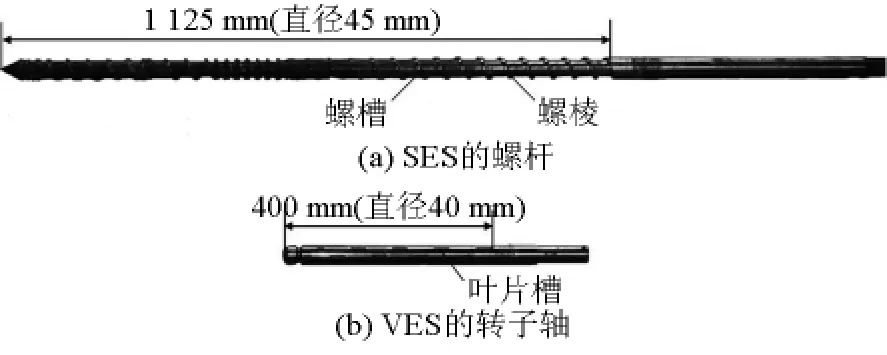
图10 VES的转子轴与SES的螺杆的对比照片Fig.10 The contrast photograph of VES rotor and SES screw
图11为HDPE在VES和SES中停留时间与挤出产量的关系。从图11中可以看出,物料在VES中的停留时间要比在SES中少很多,进一步说明了VES的热机械历程要比SES短得多,特别有利于减少加工过程中物料的降解和分子量降低。表1是经VES和SES加工的聚苯乙烯(polystyrene,PS)的分子量对比,其中和分别代表PS的数均分子量和重均分子量。由表1可知,与未加工PS的分子量相比,PS经SES加工的降解作用要比经VES加工的大很多。
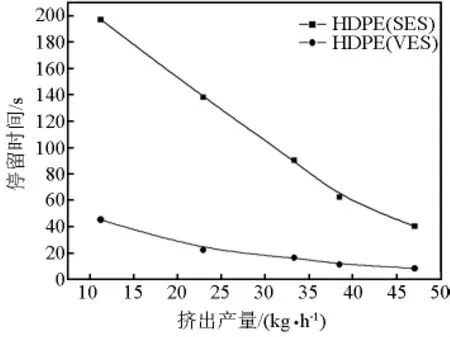
图11 停留时间与挤出产量的关系Fig.11 The relationship between residence time and extrusion production
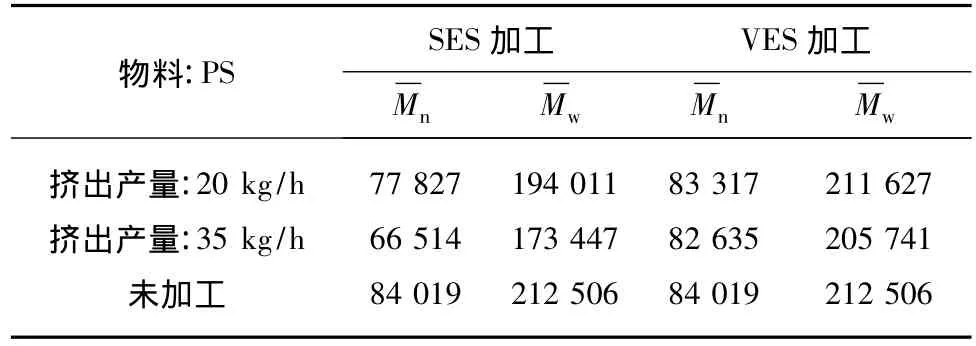
表1 经VES和SES加工的PS与未加工PS的分子量对比Table 1 The molecular weight contrast of PS processed by VES and SES to unprocessed PS
4.3 塑化输运能耗
塑化输运过程的能耗占塑料加工成型总能耗的大部分。因此,降低塑料塑化输运过程的能耗是塑料加工行业节能降耗的关键。
图12表示VES加工LDPE和PP的实际能耗和理论能耗(最低能耗极限)随转子转速的变化,能耗与转子转速具有比较好的线性关系,并随着转子转速的升高而上升。从图12可以看出,LDPE和PP的能耗都比较接近最低能耗极限,两者的能量利用率(最低能耗极限/实际能耗)都达到了85%以上。图13为VES和SES加工PP的实际单位物料能耗和理论单位物料能耗(最低单耗极限)随挤出产量的变化,显然VES的单耗比SES的单耗低很多,比较接近最低极限单耗,表明VES具有能量利用率高和单耗低的优异特性。
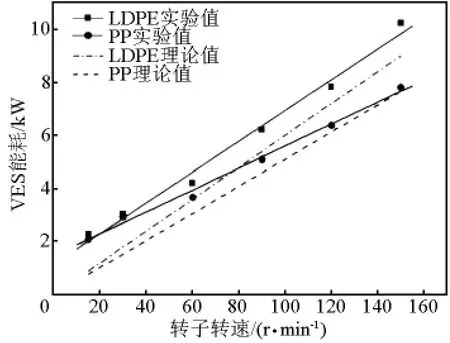
图12 VES能耗与转子转速的关系Fig.12 The relationship between power consumption of VES and rotor speed
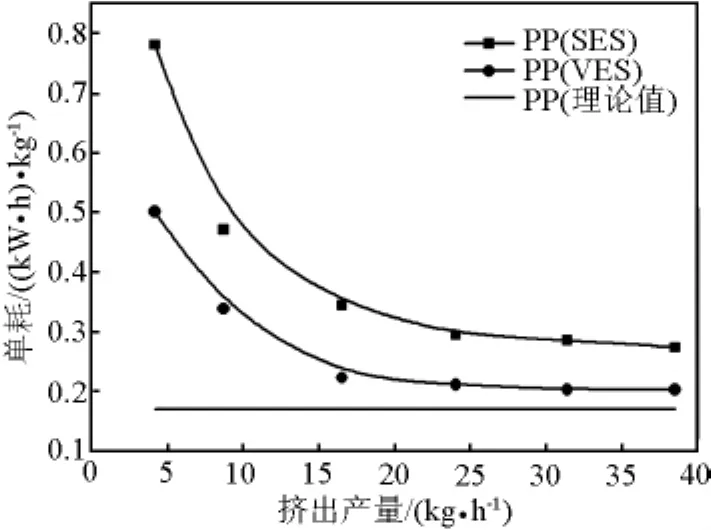
图13 VES和SES的单耗与挤出产量的关系Fig.13 The relationship between extrusion production and power consumption of VES and SES
4.4 混合混炼效果
挤压系统的混炼效果会直接影响复合材料制品的结构与性能,它是VES的重要性能指标。表2为不同物料体系PP/PA(PA:聚酰胺)、PP/PS、PP/TPO(TPO:聚烯烃热塑性弹性体)经VES及传统双螺杆挤压系统(twin screw extrusion system,TSES)共混物分散相平均直径。由表2可知,PP/PA体系经VES和TSES加工后少组份的分散相液滴直径随分散相含量的增加而增大。VES加工的PP/PS共混物中PS分散相液滴直径主要分布在1 μm以下,平均粒径为0.75 μm,而 TSES加工的PP/PS共混物中 PS分散相液滴直径则主要分布在1.7 μm以下,平均液滴直径为1.1 μm。PA/TPO体系分别经VES及TSES加工后,TPO分散相尺寸分别为5.15 μm和7.84 μm。表2说明,VES 对共混体系的混合混炼效果已达到甚至超过TSES。
图14是PP/PS共混体系分别经VES和SES无模头加工后共混挤出物的相形态(PS被刻蚀)。对比图14(a)和图14(b)发现,SES的挤出物中PS相粒径大约是VES的挤出物中PS相粒径的4倍,这进一步说明VES对加工多相多组份体系(复合材料)具有独特优势。

表2 分别经VES及TSES的共混物分散相平均直径Table 2 Average particle size in blends prepared by VES and TSES μm

图14 PP/PS共混挤出物的相形态(PS刻蚀)Fig.14 Morphology of PP/PS blend extrudate(PS etching)
4.5 制品性能
加工制品的性能是挤压系统优劣的综合体现,也是最终衡量挤压系统的重要技术特征。这里举例说明VES在改善加工制品性能方面的优势。图15为VES和SES挤出LDPE和PP片材的拉伸强度与挤出产量的关系。与SES相比较,VES挤出制品的拉伸强度和冲击强度都有所提高,说明VES在保证制品性能的前提下具有上述优良特性。

图15 挤出片材力学性能与挤出产量的关系Fig.15 The relationship between mechanical property of extruded sheet and extrusion production
5 叶片塑化输运技术的应用
由于VES具有上述优良特性,目前已经逐步在吹塑薄膜、流延薄膜、挤出异型材、吹塑中空制品以及注射成型制品等方面推广应用。图16中(a)、(b)、(c)分别是以VES为核心组件开发的薄膜吹塑机组、中空格子板成型机组、预塑式注射机的照片,是VES的应用举例。VES在传统技术设备难以胜任的生物质复合材料以及对剪切热敏感的高分子材料加工等方面也在发挥重要作用。
值得一提的是VES塑化输运热机械历程短,塑料制品的分子量降低很少,有利于塑料的多次循环使用和生物质复合材料的发展,从而减少石油基聚合物的用量,保护环境。
6 结语
基于拉伸流变的塑料塑化输运技术是在塑料动态加工成型技术基础上发展的又一重大创新成果,是国内外塑料加工成型技术最新研究进展的具体反映。新技术及装备与传统塑料加工成型设备相比较,具有加工历程缩短50%以上、加工能耗降低30%左右、混合混炼效果好、制品质量提高、对物料适应性广等优异的技术性能,已经在塑料挤出成型、注射成型和改性加工等方面被逐步推广应用,特别是在传统技术设备难以胜任的生物质复合材料、剪切热敏感高分子材料等物料体系的加工方面也在发挥重要作用。相信通过塑料加工及机械行业的同行们共同努力,新技术将在改变塑料加工行业的高能耗现状、提高我国塑料成型加工技术及装备整体水平、推动塑料加工产业及相关产业的可持续发展方 面发挥无可替代的作用。
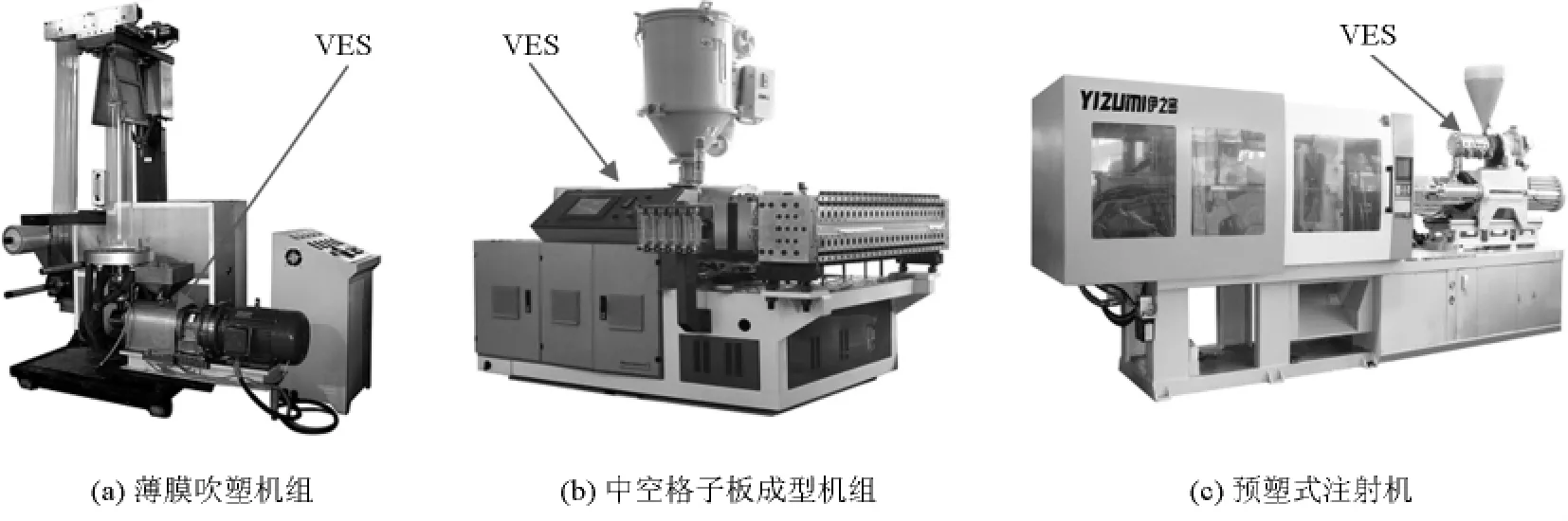
图16 VES的应用举例Fig.16 The examples of VES application
[1]Tadmor Z,Gogos C G.Priciples of Polymer Processing[M].Second Edition.New Jersey:John Wiley& Sons,Inc.,2006:473 -475.
[2]瞿金平.电磁动态塑化挤出方法及设备:欧洲044306B1[P].1995.
[3]瞿金平.电磁式聚合物动态注射成型方法及装置:美国5951928[P].1999.
[4]瞿金平,何和智.聚合物及其复合材料多螺杆塑化混炼挤出方法及设备:中国200510032625.7[P].2007.
[5]Qu Jinping,Shi Baoshan,Feng Yanhong,et al.Dependence of solids conveying on screw axial vibration in single screw extruders[J].Journal of Applied Polymer Science,2006,102(3):2998-3007.
[6]Qu Jinping,Feng Yanhong,He Hezhi,et al.Effects of the axial vibration of screw on residence time distribution in single-screw extruders[J].Polymer Engineering and Science,2006,46(2):198-204.
[7]瞿金平.聚合物动态塑化成型加工理论与技术(上下卷)[M].北京:科学出版社,2005.
[8]Qu Jinping.Polymer Dynamic Plasticating Processing:Theory and Technology[M].Cambridge,England:Woodhead Publishing Limited,2010.
[9]Qu Jinping,Cai Yonghong.Experimental studies and mathematical modeling of melt-pulsed conveying in screw extruders[J].Polymer-plastics Technology and Engineering,2006,45(10):1137-1142.
[10]Qu Jinping,Zeng Guangshen,Feng Yanhong,et al.Effect of screw axial vibration on polymer melting process in single-screw extruders[J].Journal of Applied Polymer Science,2006,100(5):3860-3876.
[11]瞿金平.基于拉伸流变的高分子材料塑化输运方法及设备:中国200810026054[P].2008.
[12]Qu Jinping.A method for plasticating and conveying macromolecular materials based on elongational flow:U.S.A.,Europe,Japan,Russia,Canada,Australia,etc.,PCT/CN2008/000643[P].2008.
[13]杨智韬.聚合物叶片挤出机熔体正位移输送与混合特性研究[D].广州:华南理工大学,2009.
[14]Qu Jinping,Yang Zhitao,Yin Xiaochun,et al.Characteristics study of polymer melt conveying capacity in vane plasticization extruder[J].Polymer-plastics Technology and Engineering,2009,48:1269-1274.
[15]蔡思琦.叶片挤出机固体物料的压实过程及机理研究[D].广州:华南理工大学,2011.
[16]张 鑫.单轴叶片挤出机中物料的形态演化及性能研究[D].广州:华南理工大学,2010.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:30
中国塑料(2019年6期)2019-06-26 06:01:58
橡塑技术与装备(2018年20期)2018-10-20 02:29:20
橡塑技术与装备(2018年10期)2018-05-18 18:16:44
制造技术与机床(2017年5期)2018-01-19 02:48:50
中国塑料(2016年2期)2016-06-15 20:30:00
中国卫生标准管理(2015年24期)2016-01-14 09:28:57
中国塑料(2015年5期)2015-10-14 00:59:40
现代纺织技术(2015年2期)2015-02-28 14:03:12
机电信息(2014年29期)2014-02-27 15:54:16