
经济环保的汽车配件生产方案
2011-08-16 07:46震德塑料机械有限公司技术中心黄俊军
塑料制造 2011年8期
震德塑料机械有限公司技术中心:黄俊军

一、 中国汽车的塑料用量和能源的形势
随着汽车工业蓬勃发展,国内车用塑料用量将从2005年的45.5万吨增加到2010年的72万吨、2015年的213万吨、2020年的289万吨,我国车用塑料正在进入快速发展期。对国内塑料企业来说,面对国外大牌公司占有的市场优势、雄厚的资金实力和高水平研发能力,应更新观念,把握机遇,注重自主开发,寻求合作共赢,努力在国际化竞争中取得优势。中国作为世界汽车生产大国,现已形成个与汽车高度相关的产业群。根据汽车产业每增值1元,会给上游产业带来0.65元的增值、给下游产业带来2.63元的增值,同时带动上下游产业结构优化、形成联动效应这个理论,汽车相关产业群对国民经济的增长贡献率达到12%左右。塑料作为其中很重要的、不断增长的产业,面临着广阔的市场
中国经济的持续高速增长,使得经济快速发展与能源紧缺的现实矛盾更加突出。节约能源、资源,建立节约型社会是当代中国经济和社会发展的一个鲜明主题,节能已经成为各界普遍关注的焦点问题。能源问题已经到了非常严峻的地步,“保护环境,科技创新,提高能源资源的利用效率,是缓解我国能源资源与经济社会发展矛盾的有效途径之一。”现今汽车配件生产商竞争很大,利润空间在减小,所以单位制品的成本决定了利润,而有很多的汽车配件制品又是消耗能源比较大的制品之一,可节能的空间比较大,所以经济环保的汽车配件生产方案是汽车配件生产商提高利润空间和竞争力的最好选择。
二、 二板机的机械结构的优势
注塑机现在其结构上分为两大类:1、立式的注塑机;2、卧式的的注塑机。而卧式的注塑机从其锁模结构上可分为三小类;1、三板机铰式注塑机;2、直压式机注塑机;3、二板式注塑机;在现今的注塑机技术上和市场上,立式的注塑机已经不是主流,是快淘汰的技术和产品,因为它的结构上有很多限制其再发展的缺点,而是不可改进的缺点。而主流是卧式的注塑机,他克服了很多立式的注塑机无法克服的缺点,比如大锁模力、平稳等方面。在现今卧式的注塑机中主要的锁模结构都是三板机铰式注塑机,这是比较传统的注塑机。这传统的三板机铰式注塑机虽然有其很多的优点,也能克服注塑工艺方面的很多问题,但也有其不可克服的缺点,比如:占地面积、能做最大锁模力、高压锁模时的平衡度、最大开模行程、单位产品的能耗等方面三板机铰式注塑机在其设计的结构方面都有一些缺点。因为当今的社会发展和国家都在提倡绿色环保的产品,而三板机铰式注塑机在做大型的产品时,在占地、能耗等方面就很难达到绿色环保,所以就有了二板式注塑机结构的产生。它在结构设计时就注意到三板机铰式注塑机不能克服的问题。所以我们在机械结构上也做了很多的创新:





1、注塑机调模结构(见图1)
国家专利号 ZL 200720151407X
2、注塑机高压缸活塞与哥林柱的联接方式(见图2)
国家专利号 ZL 2007201514050
3、注塑机开合螺母夹紧机构(见图3)
国家专利号 ZL 2007201514065
下面从机械设计结构等来对比二板式注塑机相对于三板机铰式注塑机的优点(见图4、5)
从图(4)、图(5)可以看出,二板机比传统的三板机结构节省占地面积达25%,能实现真正的二板结构。所以在我们厂房的使用率上得到了大大的提高、厂房的租金和厂房建设成本方面得到了很大的节约。这样对那些需要的锁模力大的深腔的汽车配件制品更加适应。因为2200TON二板机开模行程比3600TON三板机还要大,所以生产产品时更节能,厂房用地更节约。二板式注塑机在设计时,同时还兼顾了一些其它不可比拟的优势,比如:受力均匀,刚性高、移模速度快、动力平衡、精度高等。模板受力均匀,这样打出的汽车配件产品的合格率提升、移模速度快,运动平衡精度高时,配上高效的机械手能大大的提高了生产产品的效率。
三、 新控制系统的优势
新控制系统的性能稳定,而且攻克了全数字伺服节能注塑机技术上的难题,使能这个经济环保的汽车配件生产方案上的二板注塑机重复精度高、低噪音、性价比高,代表了国内高端注塑机的发展方面。同时可靠性高、实时性能好、完全兼容标准以太网协议,软硬件配置丰富而且维护简单而且又支持高速响应。
(一)新控制系统的硬件全部都是使用德国Beckhoff原装进口的元件。具体的配置以下;
1、主IPC:Beckhoff 15英寸触摸屏电脑,配置Celeron 1GHz的CUP、512的内存、4G的CF卡。所有都是工业级别的电脑硬件。
2、输入输出:DI 数字输入点:0~48(可扩展到480)、DO 数字输出点:0~48(可扩展到480)、AI 模拟量输入点:0~8(可扩展到32)、AO 模拟量输出点:0~8(可扩展到32)、支持热电偶输入点:0~8(可扩展到32,支持96组热流道控制)。
3、通讯:工业实时以太网Ethernet,CANopen 。
(二)新控制系统在软件方面也是用国际的标准
1、编程环境:国际标准IEC61131-3 。
2、拥有强大的功能库,使程序更易扩展:Chende PLC Controller Toolbox、Chende PLC Temperature Controller、Chende PLC Hydraulic Positioning、Chende PLC Serial Communication、Chende PLC Building Automation。
(三)新控制系统先进的过程控制能力;
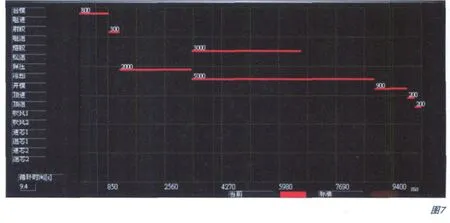
此新控制系统有着一般电脑控制系统所有控制能力,同时也有一些先进的过程控制能力。在开合模方面,一般的电脑控制系统只有4段的控制能力,而且是开环控制的,而我们新的控制系统就有12段闭环控制,实现高速精确控制开合模动作的位置和速度。而且系统响应时间能达到0.1ms。在射胶控制方面10段速度闭环控制。自动调节PID,适用成型复杂的精密制品,同时保压压力闭环控制,实线无级切换,使制品有一致的收缩率,保证制品尺寸精度,这样我们生产一些车灯产品时,通常是透明厚壁的产品,所以对速度和保压的控制一定要精度很好才行,正好我们的系统都能做到很好的控制。这样也能更节约原料。20组个性化自动顺序抽芯功能,同时能实现多种的抽芯终止方式,如:限位、计时、计数、位置等。能实现各动作的智能化能源管理,如图(10)能把每模的产品都记录在案,方便成本的计算与控制,达到节约能源为目的。能实现各动作的智能化时间管理,如图(11)通过能源和时间的管理功能,可以很容易实现效率和功耗的最优操作。能把产品的成本控制到最低。此新系统还具有一些新的辅助的控制能:支持iChen车间联网功能,能把每一模产品的品质参数记录在中央控制系统上,以方便品质的跟踪。能自动的保存周期参数、报警参数到USB盘上去。每段温度都有曲线显示和独立的PID设定,以达到温度的高精度的控制等等进控制能力。

四、加上全数字伺服泵系统的节能优势
全数字伺服泵系统集成压力、流量双闭环,液压系统按照实际需要的流量和压力来供油,克服了普通定量泵系统高压溢流产生的高能耗,在预塑、合模、射胶等高流量工作阶段电机按照设定的转速工作,在保压、冷却等低流量工作阶段降低了电机转速,因此油泵电机实际能耗降低了20%--75%。
(一)注塑机动力形式多种多样,而当今注塑机动力系统主要有以下形式
1、普通标准电机+定量泵。2、普通标准电机+变量泵控制。3、变频电机+变频器+定量泵。4、全电机。5、伺服电机+伺服驱动器+定量泵。
(二)单个全数字伺服泵系统的原理(见图8)
SVP系统由控制器、伺服电机和定量泵三大部分组成:1、控制器:根据内部控制算法实现对流量和压力的控制。2、伺服电机:转速执行机构,具有比普通异步电机反应快、转速高和扭矩大的特点。3、定量泵:高压内啮合齿轮泵、小泄漏、小的脉动,从而达到更加稳定和节能省电能。这是近年内国内较为火热的一个全数字节能系统。这是因为它打破了常规的模拟量和IO顺序信号的控制,用现行最先进的工业以太网来通信的全数字信号来控制。 这个系统主要是把传统的液压系统与全电机两者合二为一。 此系统仍沿用液压传动,与传统的定量泵系统唯一分别则是使用伺服电机代替原有的交流电机,并配上一个伺服驱动系统,以闭环控制式,控制伺服电机的转速及扭力变化。
(三)全数字伺服泵系统生产汽车配件制品的节能原理
因为生产汽车配件的制器中,整个注塑周期中的保压及冷却占了2/3甚至更多的时间。 在这期间内,伺服电机的转速是十分缓慢地在转动 (保压时只有每分钟几十转, 冷却时每分钟只有10转甚至更低)。特别是在冷却时,几乎是没有能量的消耗。所以生产车灯这样的厚壁产品时,保压时间长,冷却时间长,这样的话用这个的伺服系统的动力源能达到更好的节约能源。利用了全数字伺服泵系统后,节能效果就变化很大,定量泵系统做能耗标准,那么变量泵系统能节约能源40%,变频系统能节约能源40%,全电机能节约能源85%,伺服驱动液压系统能节约能源75%。从上面看出,伺服驱动液压系统的节能效果几乎能和全机媲美了。

(四)多伺服泵并联液压原理图
二板机一般都是大型的注塑机,而大型的注塑机的动力源一般都是几个泵来提供的,而把动力源改成全数字的伺服泵系统后,那液压原理也有些新的革新,原理图如图(9)所示。
(五) 经济环保的汽车配件生产多泵并联控制策略
先从日常生活的经验解释多泵并联控制策略:假定有一个由甲、乙两人组成的小组,承担某些工作任务,甲乙二人都认为用各自最大能力的一半工作比较轻松,如果一个任务用甲的最大能力的一半可以完成,则由甲完成这个任务,乙无需工作。如果用甲的最大能力的一半不能完成该任务,则用甲的最大能力的一半承担部分任务,其余的任务由乙完成,如果一个任务用甲和乙最大能力的一半都不能完成时,则甲乙平均承担该任务。当系统配置的油泵已定时,每个油泵的最大流量也已经确定,这里引入最大私有比率的概念,在上面的例子中,最大私有比率=50%,每个泵都有一个理想的工作流量,称为最大私有流量。最大私有流量 =泵最大流量 × 最大私有比率,最大私有比率需要手动设置。这个控制策略兼顾了节能和延长系统寿命两个目标。这种方法的好处是可以根据各节点泵和电机的高效工作区,以及系统的总流量需求,优化配置参数,使各节点尽可能多的工作在高效模式下,以提高系统效率;对于从节点,只需要合理设置该节点的最低工作流量。从下列三组图片来说明这个原理。(图10--12)




当(总流量给定)<(主泵最大私有流量),主油泵启动,从油泵不启动。
当(主泵最大私有流量)<(总流量给定)<(主泵和从泵最大私有流量之和),主油泵提供最大私有流量,从泵跟踪给定。
当(主泵和从泵最大私有流量之和)<(总流量给定),主油泵和从油泵等比例分配流量。
(六)滞环的引入
如果系统流量需求或剩余流量需求恰好在某个泵的最大私有流量附近波动,则会使下一个泵频繁的启动停止,因此需要设置某种滞环机制来避免这种情况的发生。如图13
(七)主、从系统工作逻辑
根据上述的多泵并联液压布局,要求主机承担系统控制的功能,即能根据上位机的压力给定、流量给定和液压系统的压力反馈,实时计算出当前液压系统的总流量需求,然后合理的分配给各节点,多泵合流完成实时流量要求。从机只是作为主机的一个执行机构,不参与系统控制。对于实时控制系统,实时性是十分关键的性能指标,由于通讯速率的限制,不允许主机点对点分别告之从机对应的流量分配关系,而要求主机告诉所有从机系统总流量需求,由从机自行计算自身分配的流量大小,这样就需要所有节点在开始运行之前都知道整个系统中其它节点的情况,从而可以同步计算出对应系统流量下自身的流量要求,完成实时流量控制的要求。在多泵并联运行之前,主机首先点对点依次告诉从机一些全局控制参量:最大私有比率、滞环上限、滞环下限、从节点个数等。然后从机会依次反馈自身的一些参数信息给主机:从泵最大压力、最大流量等。最后主机计算最大系统压力(所有泵最大压力取小)和最大系统流量(所有泵最大流量求和)作为系统的最大能力限制,同时将统计到的各个节点的参数依次告诉所有从机,确保每个从机都能了解整个系统的配置情况。
经济环保的汽车配件生产这个方案,我们从机械结构、控制系统和动力系统方面都做了创新性的改进,所以,无论在厂房用地、性能、单位产品能耗等的方面都达到现在经济环保的各方面的国家指标。
猜你喜欢
装备制造技术(2020年3期)2020-12-25
上海包装(2019年8期)2019-11-11
汽车电器(2019年9期)2019-10-31
制造技术与机床(2019年6期)2019-06-25
水电站机电技术(2018年2期)2018-03-05
电线电缆(2017年1期)2017-05-17
广东技术师范大学学报(2016年5期)2016-08-22
无锡商业职业技术学院学报(2015年1期)2015-12-22
中国塑料(2015年11期)2015-10-14
汽车维护与修理(2015年2期)2015-02-28
