1 000 MW汽轮机高压缸中分面漏汽分析及处理
2011-08-09 02:11刘中华贾东友李跃刚
电力建设 2011年12期
刘中华,贾东友,李跃刚
(天津电力建设公司,天津市,300380)
0 引言
华能海门电厂3号机组安装东方汽轮机厂生产的日立技术1 000 MW机组,该机为N1000-25.0/600/600型超超临界、一次中间再热、单轴、高中压分缸、四缸四排汽、凝汽式汽轮机。该机组为国内同类型机组的第10台。根据掌握的信息,在已投产的同类型机组中均不同程度地出现过高压缸中分面局部漏汽问题,此问题在运行中很难消除。例如某台机组在运行时出现漏汽,在热态进行热紧,然而不但没有消除漏汽,还在大修时发现大量热紧过的高压外缸螺栓出现“咬死”及裂纹现象,给机组的安全、经济运行带来很大影响。为了有效地避免该问题的发生,在安装前会同厂家代表、业主专工、监理对以往机组出现的此类问题进行细致分析,找出可能引发问题的原因,制定出一套有针对性的施工措施,并在3号机组的安装过程中严格按照措施施工,最终取得了良好的效果。
1 问题描述
经对已投产机组漏汽现象的分析得出一些共性结论,大致为以下几点:
(1)机组都是在初次负荷带到800 MW左右时开始漏汽。
(2)漏汽位置均出现在高压缸中分面靠排汽端两侧,大致位置在图1所示的外缸穿透螺栓序号15、17、19、21 及螺栓序号 16、18、20、22 处。各台机组漏汽面积不尽相同。
(3)在机组热态时采取二次热紧措施不能根治漏汽现象,而且由于二次热紧时没有基准,加之实际操作危险性很大,问题很难处理。
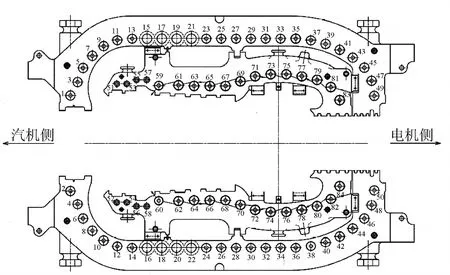
图1 高压缸螺栓布置Fig.1 Bolt distribution inside high pressure casing
2 原因分析
由于本台机组是天津电建公司安装的首台此类型机组,缺少经验,主要依靠搜集到的以往几台机组漏汽情况信息和汽轮机厂家提供的图纸、说明书等资料[1-6]进行分析,并就存疑的问题请教了制造厂家,最终认为可能导致漏汽的因素有以下几个方面。
2.1 高压缸中分面加工工艺的影响
高压缸中分面加工工艺不良的可能性相对较小,但是也不能完全排除,需要在安装过程中给予重点检查。
2.2 中分面密封胶质量不好或涂抹不匀
中分面涂密封胶的工序在实际施工过程中往往被忽视,但密封胶质量却对最终的安装质量产生很大影响。
2.3 高压缸内外汽封体径向间隙偏大
汽封径向间隙偏大可导致蒸汽从轴封漏到高压外缸,增加外缸负荷。
2.4 高压外缸前猫爪截面积过小
猫爪截面积过小,伸出过长,会导致强度低,使靠近猫爪处外缸螺栓受到额外负荷,使外缸中分面的预紧力减小。但由于缺乏理论基础,需经过厂家设计部门进一步认定。
2.5 高压内缸猫爪支承销顶起外缸
在某台机组的检修中曾发现高压内缸4个猫爪处支承销有顶缸现象。在厂家设计图中此支撑销与上半外缸之间设计间隙为0.15~0.20 mm,后认为这个间隙值偏小,正常运行时可能阻碍猫爪自由膨胀而引起顶起外缸的现象(见图2)。厂家最终将此间隙调整为0.20~0.25 mm。
2.6 螺栓紧固力矩不够
导致螺栓实际紧固力矩不够的原因可能有以下几方面:
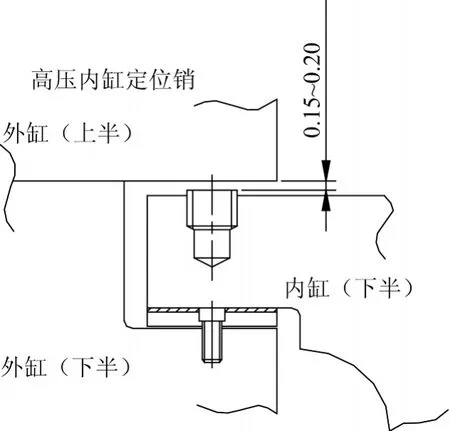
图2 高压内缸猫爪支承销间隙Fig.2 Clearance of paw rest bin
(1)螺栓伸长量测量存在误差。测量螺栓原始长度和热紧后长度均应在螺栓竖直状态下进行,如果测量原始长度时螺栓处于水平状态,不管是栽丝还是穿透型螺栓,测量工具测头都很难对准螺栓加热孔底部中心,造成原始测量数据偏小。
(2)在安装过程中以旋转弧长代替伸长量测量。此种方法并未对热紧后的螺栓实际伸长量进行复测,导致螺栓实际伸长量存在测量误差。
(3)厂家提供的热紧螺栓伸长量是一个范围而不是准确数据。按照日立机组设计的特点,一般设计富余量相对较少,如果施工中采用偏下限的伸长量,就可能出现实际紧固力度不足的情况。由于无法核算螺栓伸长值是否可靠,最后决定将螺栓伸长量控制在允许范围的上限,以确保足够的紧固力度。本台机组易泄漏位置螺栓(直径为51 mm、长为1 370 mm)的最终伸长量如表1所示。
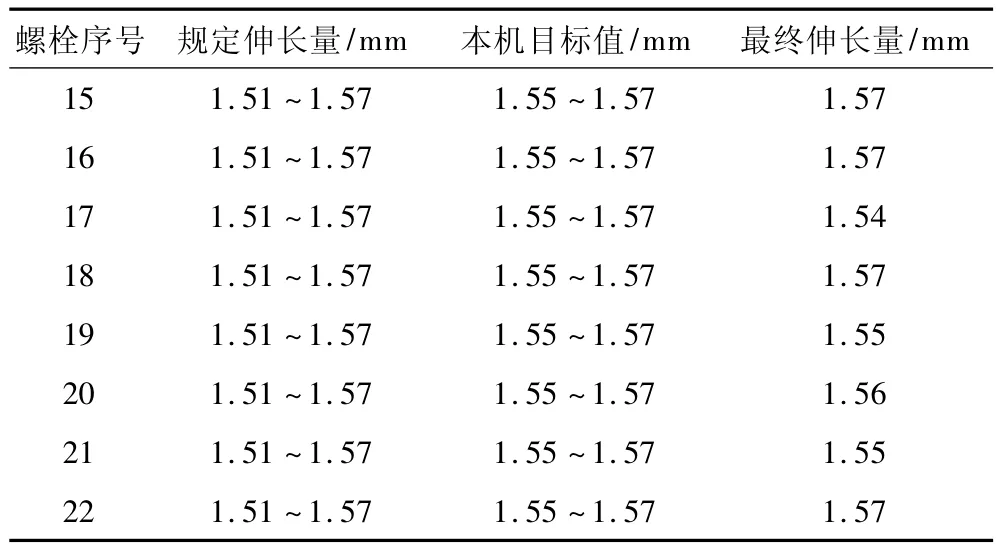
表1 高压缸螺栓伸长量Tab.1 bolt elongation range of high pressure casing
3 控制措施
在按照厂家说明书及相关资料编制施工措施时,除按相关要求进行质量控制外,还为了确保高压缸不漏汽而提出了针对性措施。
3.1 检查高压内、外缸水平中分面间隙
合缸检查高压内、外缸水平中分面间隙,由于高压外缸中分面螺栓偏内侧,中分面法兰主要靠内侧密封,所以内、外侧间隙均要测量。记录自由状态的间隙值,应符合厂家《主机证明书》[1-7]要求。缸面自由状态下间隙小于0.25 mm且穿入长度不超过法兰的1/3,紧1/3螺栓后中分面塞不进0.03 mm塞尺,如果未达到要求,需进行现场处理。
3.2 调整猫爪支承销间隙
按照厂家文件要求,将高压内缸4个猫爪处支承销与上半外缸的间隙,由原设计0.15~0.20 mm调整为0.25~0.30 mm,并在安装中进行重点控制,消除内缸顶起外缸的隐患。
3.3 确保密封脂质量
高压外缸水平中分面密封脂选择中国电力科学研究院北京国电富通科技发展有限公司生产的MF-4型汽缸密封脂。密封脂厚度为0.5~1.0 mm,须涂抹均匀,在涂抹过程中由质量员全程旁站监督,确保安装质量。
3.4 控制汽封体径向间隙
高压缸内、外汽封体径向间隙按图要求控制在设计值下限,防止从轴封漏汽到高压外缸。
3.5 增设外缸疏水
按厂家变更要求在高压外缸增加1路疏水,主要是为了排除内、外缸夹层中的蒸汽,减小运行时上、下缸温差。
3.6 螺栓热紧要求
(1)由于测量螺栓伸长的百分表以螺栓端面为基准,因此所有高压外缸中分面螺栓端面必须清理干净,打磨掉高点,保证螺栓原始长度及伸长量测量的准确性。
(2)将高压外缸中分面带齐螺栓,在螺栓垂直状态下用螺栓伸长测量工具测量螺栓原始长度,要求测量3次取平均值,如3次测量数值间偏差较大,要找到偏差产生的原因并重新测量。
(3)按照螺栓预紧说明书要求的顺序冷紧中分面螺栓,消除结合面间隙,如果中分面间隙未消除,可用扳手加套管的方式紧固消除(或热紧部分螺栓消除),不得用大锤敲击。
(4)冷紧完后再测量高压外缸中分面螺栓,保证中分面螺栓伸长0.04~0.05 mm,冷紧均匀,避免个别螺栓紧力不够或受力过大。对于高压外缸前侧穿透螺栓(序号15~22),须多测量几遍,保证测量数据准确,因前几台机组漏汽部位均在此处。
(5)所有螺栓的伸长量均达到厂家要求的上限。需要特别注意的是,由于高压外缸中分面螺栓偏内侧,要严格控制热紧伸长量不得超过设计许可范围,以免造成法兰外张口。山东某电厂发生过由于热紧伸长量过大,致使外缸出现张口而漏汽的情况。
(6)待螺栓冷却到常温后测量其实际伸长量,对于没有达到伸长量要求的螺栓需进行二次热紧,确保所有螺栓伸长量达到要求。
(7)冷紧前测量螺栓原始值,冷紧后测量伸长量,热紧后等螺栓冷却到常温后再次测量伸长量,螺栓伸长量测量工作均由同一人完成,以减小人为误差。
4 结语
针对该型机组高压缸漏汽问题,进行了详细的分析,罗列出可能的影响因素,并制定了有针对性的控制措施。在华能海门电厂3号机组安装过程中完全按照上述措施进行质量控制。目前机组已经投产并安全运行很长时间,机组高压外缸未发现有任何泄漏现象,说明该措施是有效可行的。希望这一经验可给同行带来一定的启发。
[1]东方汽轮机厂.D1000A-000103ASM—2009螺栓预紧说明书[R].德阳:东方汽轮机厂,2009.
[2]东方汽轮机厂.高温螺栓热紧伸长量与螺母旋转弧长对应表[R].德阳:东方汽轮机厂,2009.
[3]DL/T 438—2009火力发电厂金属技术监督规程[S].北京:中国电力出版社,2009.
[4]唐飞,董斌,赵敏.超超临界机组在我国的发展及应用[J].电力建设.2010,31(1):80-86.
[5]东方汽轮机厂.N1000-25.0/600/600型汽轮机热力特性书[R].德阳:东方汽轮机厂,2009.
[6]江哲生,董卫国,毛国光.国产1 000 MW 超超临界机组技术综述[J].电力建设,2007,28(8):42-45.
[7]东方汽轮机厂.N1000-25.0/600/600型汽轮机主机证明书[R].德阳:东方汽轮机厂,2009.
猜你喜欢
小资CHIC!ELEGANCE(2022年2期)2022-01-11
红领巾·成长(2021年2期)2021-06-20
航空发动机(2020年3期)2020-07-24
数学物理学报(2020年2期)2020-06-02
时代邮刊·下半月(2019年4期)2019-09-10
阅读与作文(小学高年级版)(2018年9期)2018-10-25
当代水产(2018年12期)2018-05-16
作文与考试·小学低年级版(2016年15期)2016-09-10
太空探索(2016年12期)2016-07-18
广西电力(2016年4期)2016-07-10