
Cimatron和UG软件后置处理的比较及应用
2011-08-02 08:13尹冠群
上海电气技术 2011年2期
尹冠群, 周 吉, 程 松
(上海电气集团股份有限公司中央研究院,上海200070)
随着数控加工技术的不断发展,五轴和高速加工必将成为主流。后置处理是数控加工中一个重要的环节,主要任务是把计算机辅助设计(Computer Aided Design,CAD)/计算机辅助制造(Computer Aided Manufacturing,CAM)软件生成的加工刀位语言格式文件APT转换成特定机床可接受的数控代码文件(NC)[1]7。CAM 部分主要都由5个基本模块组成:交互工艺参数输入模块、刀位轨迹计算模块、刀位轨迹编辑模块、三维加工动态仿真模块和后置处理(Post Processing)模块,其中后置处理模块是CAD/CAM系统的一个重要部分。五轴后处理的目的就是把CAM生成的点坐标及刀轴矢量转换为机床坐标系的X,Y,Z,A,C这5个轴坐标。后置处理的过程实际上是一种解释执行,即读出刀位文件中的一个完整记录,然后分析该记录,根据记录类型确定是进行坐标变换还是进行文件代码转换,前一种变化在五轴加工中很常用。后置程序是将这些性能和特色反映到CAM系统的工具。从信息技术的角度来看,后置程序确实对CAM系统输出的刀具轨迹数据进行了处理。存在的问题是:没有根据五轴加工机床的特点进行必要的二次开发,由此生成的代码还需要人工做大量的修改,严重影响了CAM模块的应用效果。
目前,后置处理技术的发展方向[2]:① 面向通用化;② 面向高速加工;③ 校核与处理非线性运动误差;④ 发展到基于制造特征进行编程的STEPNC数据模型,要求计算机数字控制机床(Computer Numerical Control,CNC)系统直接使用符合产品模型数据交换标准(Standard for the Exchange of Product Model Data,STEP)的CAD三维产品数据模型(包括几何数据、设计和制造特征),加上工艺的信息和刀具信息,直接产生加工程序来控制机床。
寻求更加高效、易于理解和操作、描述性更强的后置处理程序是五轴数控加工技术发展的重要因素。后置处理最重要的是良好的适应性,当前的高水平智能数控系统拥有很多自动化的子程序,都能被模板调用。这使数控程序简短易懂、易于快速仿真验证、高效运行。模板还可帮助程序员跟踪检查G代码和M代码的调用情况。后置处理的任务主要有机床运动变换、非线性运动误差校验、进给速度校验、数控加工程序生成等。不同的数控机床或加工中心,对于相同的加工,其代码格式也各不相同,要求CAM软件能够提供不同机床的后置处理[2-3]。
1 软件简介
1.1 Cimatron后置处理功能
自从Cimatron(思美创)公司1982年创建以来,Cimatron中的后置处理器在处理编程后置方面已经有了20多年历史,在CAM中得到了广泛的应用,它的作用是将编程信息转化成适合机床的程序代码。其界面简洁,易于理解,功能强大,使用也方便。
Cimatron系统提供了后置处理程序可选用通用处理器二代(General Purpose Processor 2,GPP2)和IMSPost(美国IMS公司为广大用户提供的基于宏汇编的后处理程序编辑器)两种后置处理方式,生成数控机床可识别加工的程序代码文件。GPP2具有丰富的定制功能,能生成任意形式的后置处理文件,从而可更好地提供支持高速加工、多轴加工的后置处理,用户需要的后处理程序都可以通过执行GPP2后生成。后置处理的主要内容是定义编程方式、数据格式、机床配置代码、机床运动参数、直线插补、圆弧插补和固定循环等[4]。
利用IMSPost后处理可以非常方便地对相应的数控系统进行设置。IMSPost提供了如Fanuc(发那科)、Siemens(西门子)、Deckel Maho(吉特迈)、Heidenhain(海德汉)、Centurion(森特恩)等数控系统的后置处理程序,同时充分利用其提供的宏程序功能,可根据需要定制自己的数控系统。用户宏程序由一些变量和控制语句语法组成,可以完成用户需求和特定数控系统的功能。Cimatron系统的IMSPost后置处理工作模式可表述如下。
(1)可以让用户建造自己的机床(主要应用于多轴机床的后置处理)。用数字参数来控制机床的构造和运动自由度,并以空间造型和对话框的形式显示,同时将机床各组件的装配结构用树状列表,方便使用人员填写和修改。在填写各组件的运动形式、行程等后,就可以在短时间内完成一个机床的定义。用户还可以让建立的机床进行模拟运动,以检查结果的正确性。
(2)可以定义符合机床的程序代码,如程序的开头和结尾的形式、直线或圆弧运动等。
(3)可定义控制器。用来定义各个代码的数值形式及顺序等。IMSPost简单易懂,每种命令都以图片或对话框的形式显示出来,让编程人员上手容易,方便学习和程序代码的定制。IMSPost不仅使对通用数控机床后置程序的编写更容易,而且由于可以把机床和程序代码联系起来,使得它能处理任何特殊的机床和代码。
(4)具有代码优化的功能。用户可以指定优化精度,后置处理器则在精度范围内把G代码用更精练的直线差补或用圆弧差补替代大量的短直线差补运动,从而减少数据传输量,提高加工质量。
1.2 UG后置处理功能
UG软件是Siemens PLM Software公司的软件,它提供了自己特有的后置处理工具图形后处理模块(Graphics Postprocessor Module,GPM),用户通过运行一个生成数控系统数据文件的交互式对话程序,依次回答其中的问题,便能生成一个所需数控机床的数控系统数据文件(Machine Data File,MDF)。通用后置处理程序不能直接控制数控机床,用户必须进行适当修改,另外,UG后置处理不能适应不同数控系统的多坐标数控加工。专用后置处理程序的开发必须在充分掌握数控机床的结构信息、控制系统和机床编程规则等方面的基础上才能进行[1]6。UG Post Builder(UG 后置处理器)提供了开放式的后置处理自定义功能,采取问答的方式帮助用户定义特殊的后置处理功能,使用户能非常方便地完成复杂的后置处理自定义过程[5]。
DMU70 V型五轴数控机床,垂直轴是Y轴,旋转轴是A轴和B轴,数控系统为Siemens。本文针对DMU70 V型五轴数控机床,利用CAD/CAM进行零件的五轴加工后置处理,将理论设计转化为实际生产的重要环节,在生产中有着重要的作用。
2 5坐标后置处理数学基础
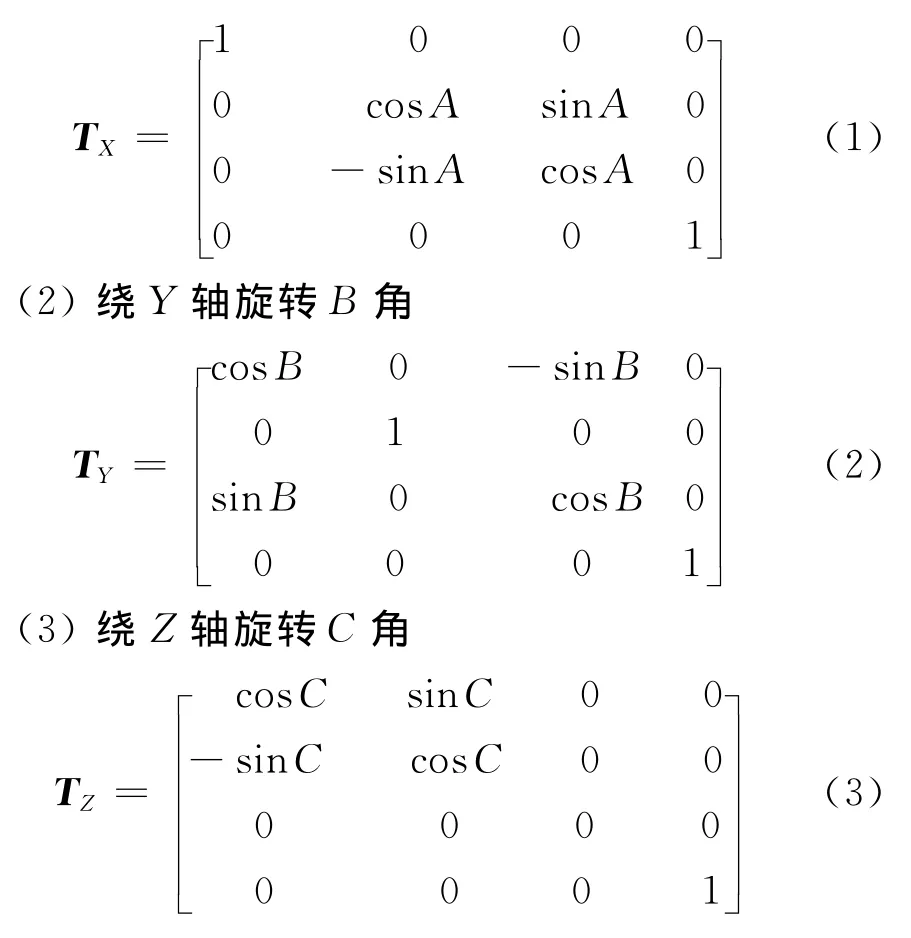
图1和图2分别为五轴加工中心刀轴矢量转动关系和几何关系图。通过矩阵代数的旋转变换,三维旋转变换指空间立体绕某一轴旋转一个角度θ(分别为A,B,C)。θ的正负按右手法则确定:右手大拇指指向旋转轴的正向,其余4个手指的指向即为θ 的正向[6]。

图1 五轴加工刀轴矢量转动关系

图2 五轴加工中心刀轴矢量转动几何关系图
(1)绕X轴旋转A角
3 后置处理构建及处理
在通用三轴后置处理器的基础上,将角度计算和新刀位点的计算通过Cimatron和UG的后置处理程序加入到通用三轴后置处理器中,快速开发了该机床的五轴专用后置处理器,并开启第4轴B和第5轴C角度的输出。
3.1 Cimatron IMSPost后置处理
Cimatron所有工步的刀具轨迹生成后,通过专用的后置处理程序,转为机床的加工代码,能对未加工区域自动识别和清根处理。
Cimatron系统采用了IMSPost。IMSPost是基于宏汇编的后处理程序编辑器,可支持各种CAD/CAM软件生成的刀位文件的后置处理,并提供了多种后置处理文件库,可支持更广泛的数控机床。同时,它也提供了丰富的定制功能,可生成任意形式的后置处理文件,从而更好地提供支持高速加工、多轴加工的后置处理。在IMSPost对话框中选择相应的控制器、机床类型,设定相关参数的值,定义输出文件的格式、输出文件的位置,对刀位数据进行后置处理。用户可以根据自己的需要,通过修改事件解释器文件和定义文件,定制自己的后置处理器。IMSPost后置处理的流程图如图3所示。

图3 IMSPost后置处理流程图
采用双转台五轴联动加工中心,Cimatron后置处理使用IMSPost后置编译器。后置处理构建方法:新建→选择Siemens849.lib→Input(输入)和Output(输出)选择 Metric(材料)→机床类型选择5-axis C on B(五轴,C轴在B 轴之上)→根据机床实际情况设置各轴的正负限位→Referencel Z(Z向参考)设置值为B轴旋转中心到工件原点的值,后面的设置都采用默认设置。
采用Cimatron软件编制后置处理程序文件的关键在于:CAM加工坐标系与数控机床的实践加工坐标系要进行坐标转换,同时,在CAM坐标系中相当于机床程序的回转体的直径坐标值要进行关系运算。新编译的后置处理文件(*.EXF)在Cimatron上调试编译通过(生成*.DEX)后,刀路文件通过该文件进行处理即产生适合机床加工的数控铣削程序。
3.2 UG Post Builder后置处理
UG后置处理器的原理如图4所示。其后置处理程序制作的关键是按照机床结构和数控系统规则定制机床数据文件:*.tcl(事件处理文件),*.def(事件定义文件),*.pui(后处理用户界面文件)。其中,pui文件用于利用图形化 UG Post Builder构造器,在其构件后置处理器,方便用户操作[7]。UG Post Builder进行后置处理的过程为:由事件生成器读取刀具轨迹信息,并将刀具轨迹信息整理成事件和变量后传递到加工输出管理器进行处理,加工输出管理器把带有相关数据信息的事件传递到事件管理器(*.tcl),处理结果再返回到加工输出管理器,由加工输出管理器根据*.def来决定加工程序的输出格式,并输出加工程序,直到结束。

图4 UG Post Builder后置处理原理
UG后置处理程序开发包括:设定机床参数,程序和刀轨参数设置,Custom Command子参数设置和5坐标后置处理器与UG集成。UG后置处理必须具备两个要素:刀具轨迹数据和后置处理器。刀具轨迹数据在UG CAM中自动生成,UG后置处理器由事件管理器和事件定义文件构成。UG Post Builder提供一系列事件解释器和定义文件的模板,可用于其他数控机床,事件解释器是用TCL语言编写的,定义文件主要包括3种信息:Format(格式)、Address(地址)和程序段模板BLOCK_TEMOLATE。其中,Address为控制机床的变量,Format为地址的数据格式,BLOCK_TEMOLATE为一系列描述地址如何组合的宏模板。
4 实验验证
4.1 IMSPost加工步骤
使用IMSPost后置处理程序来生成数字化控制(Numerical Control,NC)加工程序的具体步骤如下:
(1)选择刀具路径,即高亮选择 WCUT=1(自定义程序名)程序,并通过检视刀具路径,确认程序正确。
(2)单击后置处理POST程序,即选择POST选项,单击中键进入后处理操作。
(3)确认开始后处理,即单击YES确认后处理。
(4)选择后处理方式。
(5)确认原点,即按默认值,X=0,Y=0,Z=0。
(6)设置后处理参数,即设置程序号、刀补号、换刀程序、子程序使用、程行编号等参数。
(7)在后置处理对话框中输入刀位数据文件名和输出的NC程序文件名。
(8)选择GO,生成该工序数控加工程序,完成后处理,系统将产生一个后缀名为.NC的文本文件。
(9)检视NC程序文件,使用记事本或写字板等文本编辑软件打开后处理产生的文件,可以对程序进行检查,并作局部的修改。如将程序头部分更换成符合机床控制器标准的语句,或者按照企业中的规范对程序头进行部分调整。
4.2 使用UG Post Builder后置处理程序步骤
(1)设置机床参数。配备Siemens数控系统,一般参数General Parameters、第4轴Fourth Axis、第5轴Fifth Axis窗口编辑设置圆弧刀轨输出、直线轴行程极限、机床零点、直线插补最小分辨率、机床快速移动速度、初始轴坐标、旋转轴等相关机床参数。
(2)设置程序和刀杆参数。在程序和刀杆(Program &Tool path)窗口中定义、修改和用户化所有机床动作事件的处理方式。
(3)NC数据格式设置。在NC数据参数设置(NC Data Definitions)窗口中,定义NC数据格式、使用的G和M字地址以及使用的FORMAT格式。完成上述设置后,生成定义文件.def、事件处理文件.tcl和参数文件.pui。
由IMSPost和Post Builder两者后置处理器输出的NC数控加工程序应用于DMU70V五轴数控机床进行加工,验证了两者后置处理程序的正确性。加工过程中没有运动干涉,加工的零件经过检验后其尺寸精度等满足工程要求。如图5所示为刀位处理图。

图5 曲面工件刀位处理
5 结 语
本文对五轴联动加工中心的后置处理问题进行研究,分别采用Cimatrion IMSPost和UG Post Builder两种后置处理器。通过在DMU70V型五轴数控机床铣削,实践后发现了两者在加工刀路处理方面不同的优势。对于五轴加工机床,此两种后置处理器能够进行资源整合,可以达到最恰当的使用和处理结果。
[1] 安 杰,邹昱章.UG后处理技术[M].北京:清华大学出版社,2003.
[2] 邓 奕,彭浩舸,谢 骐.CAM后置处理技术研究现状与发展趋势[J].湖南工程学院学报,2003,12(4):46-49.
[3] 田荣鑫,任军学,孟晓贤,等.斜摆头五坐标数控加工机床的后置处理算法研究[J].机械设计与制造,2007(12):117-118.
[4] 唐国良.Cimatron数控编程与后处理详解[M].北京:人民邮电出版社,2005.
[5] Chen Shangliang, Wang Wentsai.Computer aided manufacturing technologies for centrifugal compressor impellers[J].Journal of Material Processing Technology,2001,115(3):284-293.
[6] 张继红,高佑芳,王恩俊.基于CAM的数控加工后置处理方法的研究与实践[J].机电产品开发与创新,2007(1):38-40.
[7] 李铁钢.基于UG/Post builder的五轴后置处理器设计[J].机床与液压,2009,37(10):72-74.
猜你喜欢
建材发展导向(2021年11期)2021-07-28
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
制造业自动化(2017年2期)2017-03-20
现代经济信息(2016年8期)2016-12-26
法制与社会(2016年35期)2016-12-26
环境科技(2016年4期)2016-11-08
