
拖拉机前驱动桥虚拟装配应用研究
2011-07-31 02:56:18曹文钢程五四
图学学报 2011年3期
曹文钢, 程五四, 宋 军
拖拉机前驱动桥虚拟装配应用研究
曹文钢, 程五四, 宋 军
(合肥工业大学机械与汽车工程学院,安徽合肥230009)
在分析和总结了虚拟装配技术研究现状的基础上,阐述了其原理,实施步骤以及关键技术的应用,并以拖拉机前驱动桥为虚拟装配对象,在计算机虚拟装配环境(Division Mockup)中装配并进行相应的装配检验,介绍生成装配序列与装配路径,并制作成装配动画的步骤,形象地展现产品的装配全过程。在(Division Mockup)中,以第三方插件为桥梁,借助由数据手套、位置跟踪器(FOB)、偏振眼镜和投影系统组建的虚拟现实环境,可以实现人机交互操作,并介绍了人机交互接口定义的规则和方法。
虚拟装配;装配检验;虚拟现实;人机交互
虚拟装配(Virtual Assembly,VA)是虚拟制造领域的核心技术之一,也是虚拟现实技术在产品装配领域的一个重要应用。20世纪90年代中期,国外政府、企业、大学等机构对其进行了深入研究,虚拟装配技术也逐渐应用于工程项目,如美国SGI 公司在设计波音777飞机的过程中采用虚拟装配技术将300多万个零件装配起来,相比于物理装配,节省了大量的财力和时间。国内对虚拟装配的研究比较晚,但也取得了一定的经济和社会效益。如西安飞机制造公司开发的数字化产品设计制造系统能完成产品零部件的三维模型设计、数字化预装配、干涉检查等功能。通过对虚拟装配技术原理的分析研究,以拖拉机前驱动桥为虚拟装配对象,在division mockup软件平台中对其进行虚拟装配并对装配过程进行了相应的装配检验,产生装配序列与装配路径,并制作成装配动画或图片。
1 虚拟装配技术
1.1 概 述
许多学者从不同的角度对虚拟装配技术进行了探索,并给出相应的定义,具有代表性的有两个:① 虚拟装配就是将零件模型按约束关系进行重新定位的过程,是有效分析产品合理性的手段;②虚拟装配是根据产品设计的形状特性、精度特性,真实地模拟产品三维装配过程,并允许用户以交互方式控制产品的模拟装配过程,以验证和改善产品的可装配性。
实际上,上面两种定义都侧重强调虚拟装配的不同方面,虚拟装配的定义在不同领域都有不同的界定。因此,本文对虚拟装配做出如下定义:虚拟装配是在计算机中模拟仿真现实装配过程,即在计算机中建立产品零部件的三维模型,并采用计算机装配,干涉检查等反复验证可行性的手段,利用工程数据库来统一管理产品的设计和制造过程。
1.2 虚拟装配流程
虚拟装配工作流程开始于零部件电子模型的提交,结束于最终检验报告的形成。首先,从CAD系统中获取三维零部件模型和装配意图,捕捉装配约束,并进行信息转换;其次,根据零部件之间装配关系和约束条件,在VA系统中进行虚拟装配,并进行相应检验,对产品的设计作出技术层面的分析评价,将不合理的设计数据作为输出结果反馈至CAD系统,对其进行修改;最后,确定合理的设计方案,形成装配序列与装配路径,制作成装配动画。虚拟装配流程如图1所示。
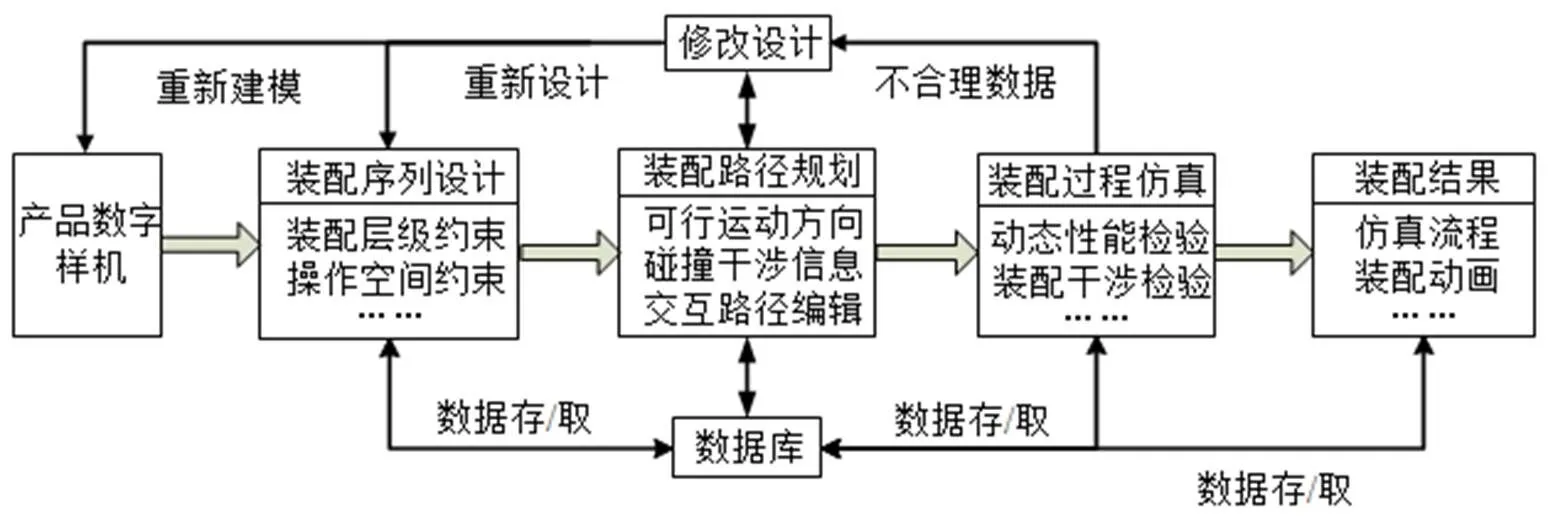
图1 虚拟装配流程
1.3 装配工艺规划
装配工艺规划主要包括两个方面的内容:装配序列设计和装配路径规划。
装配序列设计是确定零部件的装配顺序,可以先将单个零件的装配过程和部件的装配过程分开,最后再集体装配起来。
装配路径规划是根据装配信息来确定零部件按照什么方向或路径装配以及装配过程中是否有干涉存在,最后在众多的装配路径中生成一条合理的装配路径, 对于几种可行的装配序列,根据装配操作的稳定性、装配操作中零部件的定位和定向次数等进行优化及选择。
1.4 装配过程仿真
装配过程仿真是在计算机上模拟产品的实际装配过程,形象地展现产品的装配过程和装配方法,并可通过人机交互手段调整和控制装配元件的位姿,对装配干涉进行实时检查,同时对夹具的可达性、装配空间的可操作性进行仿真,检查各条装配路径上零部件之间在装配过程中是否存在干涉和单条路径各相邻关键点之间是否有干涉情况,最后输出MPEG视频格式的装配过程片段。装配过程仿真流程如图2所示。
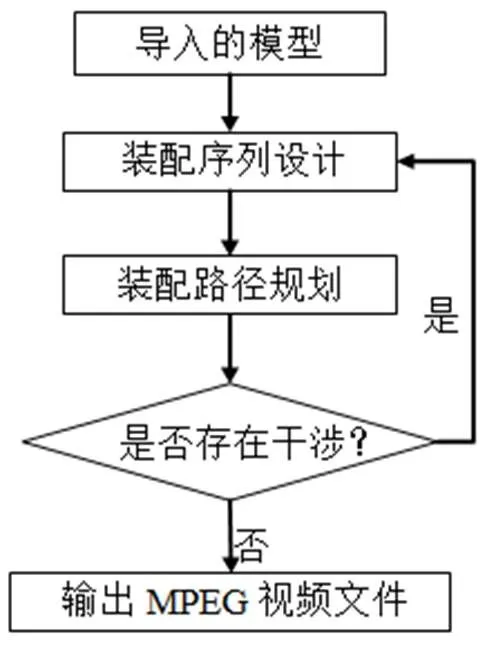
图2 装配过程仿真流程
2 应用实例
本实例采用自上而下的设计模式,也就是在Pro/ENGINEER的软件环境下建立产品各个零部件的三维实体模型,并以Product View文件ed的格式导出。在Division Mockup软件中打开已导出的模型文件,可加入一些虚拟场景,以增强真实感,然后进行虚拟装配仿真操作,最后获得合理的装配结果和模型。
2.1 模型的转换
用于三维模型设计的CAD软件很多,也就存在多种CAD数据格式。在进行虚拟装配之前需要将模型导入到Division Mockup软件中。在使用过程中发现,PTC公司的野火版Pro/E所建立的模型可以导出Product View文件ed的格式,使用其它CAD软件建立的模型,要导入此模型需要调用Division Mockup软件中的dvconvert转换模块,将其它标准CAD格式的模型转换成vdi后缀的格式文件。
2.2 虚拟装配过程
虚拟装配是在虚拟环境下,利用虚拟装配软件模拟出CAD模型的零部件形成产品的过程。在大部分的CAD软件中,模型的装配需要对零部件添加适当的约束,建立零部件之间的装配关系,将零部件按照装配要求组装在一起。但是,它们只显示出装配的最终结果,并不能展示产品的装配过程,所以也并不能判断出按照预定的装配的关系是否能够实现装配过程或者是否是合理的装配方式,而Division Mockup软件可以全过程展示装配的过程,通过设置各个零部件的装配路径及其它各种运动参数,将产品装配起来。同时,可以通过加载Division Mockup软件自带的人体模型,利用外接设备控制人体模型,进行抓取、移动、放置等动作,从而实现人机交互的虚拟装配过程。另外,在虚拟装配过程中加入声音、场景、颜色等,增强虚拟装配过程的真实感,最后通过“Make Movie”功能将“Sequence”的装配过程制作成MPEG格式视频文件或者JPEG格式或者ppm格式图像。
在导入转换模型后,由于零部件空间位置比较凌乱,数量可能比较多。所以在装配之前,将固定的零部件添加“Unmovable”约束,这样零部件就不会移动,然后对“Functional Structure”进行相关调整。在Division Mockup软件中“Functional Structure”的调整很方便,可以在“Functional Structure”中对部件创建“part”。同样,可以创建各种“lights”,使画面效果更加逼真。还可对零部件添加相关的“Behavior”属性,在“Behavior”属性下面添加相应的“Event”,只要对此零部件采取相应的操作,就会启动预先设定的动作。如图3所示。
2.3 干涉检查
干涉检查是虚拟装配的一个重要内容,在虚拟装配环境中对零部件进行静态干涉检查,以确定零部件的有效性,对干涉检查不通过的零部件要返回CAD系统进行模型的修改。在虚拟装配的同时对零部件进行动态的干涉检查,若存在动态干涉,则需要修改装配路径或者装配序列,若反复多次修改仍然未能解决干涉问题,则需要进行零部件的模型修改。
在Division Mockup软件中,对零部件的干涉检查操作如下:① 打开虚拟装配模型;②从菜单栏“Tools”中选择“Interference”,点击“Edit Query”,弹出干涉检查对话框(如图4);③根据需要选择检查模式,选择需要进行干涉检查的零部件,选择“Instantaneous”检查就是静态干涉检查,选择“Continuous”检查就是进行动态干涉检查。另外,选择菜单栏“Sequencer”中的“Interference Query From Sequence ”的选项也可以打开干涉检查对话框,点击“Run Query”进行干涉检查并显示检查结果(如图5)。从检查结果可以看出在装配过程中,两零部件之间存在动态干涉的情况,需要调整装配的路径,如果仍然不能解决,需要对模型进行修改。
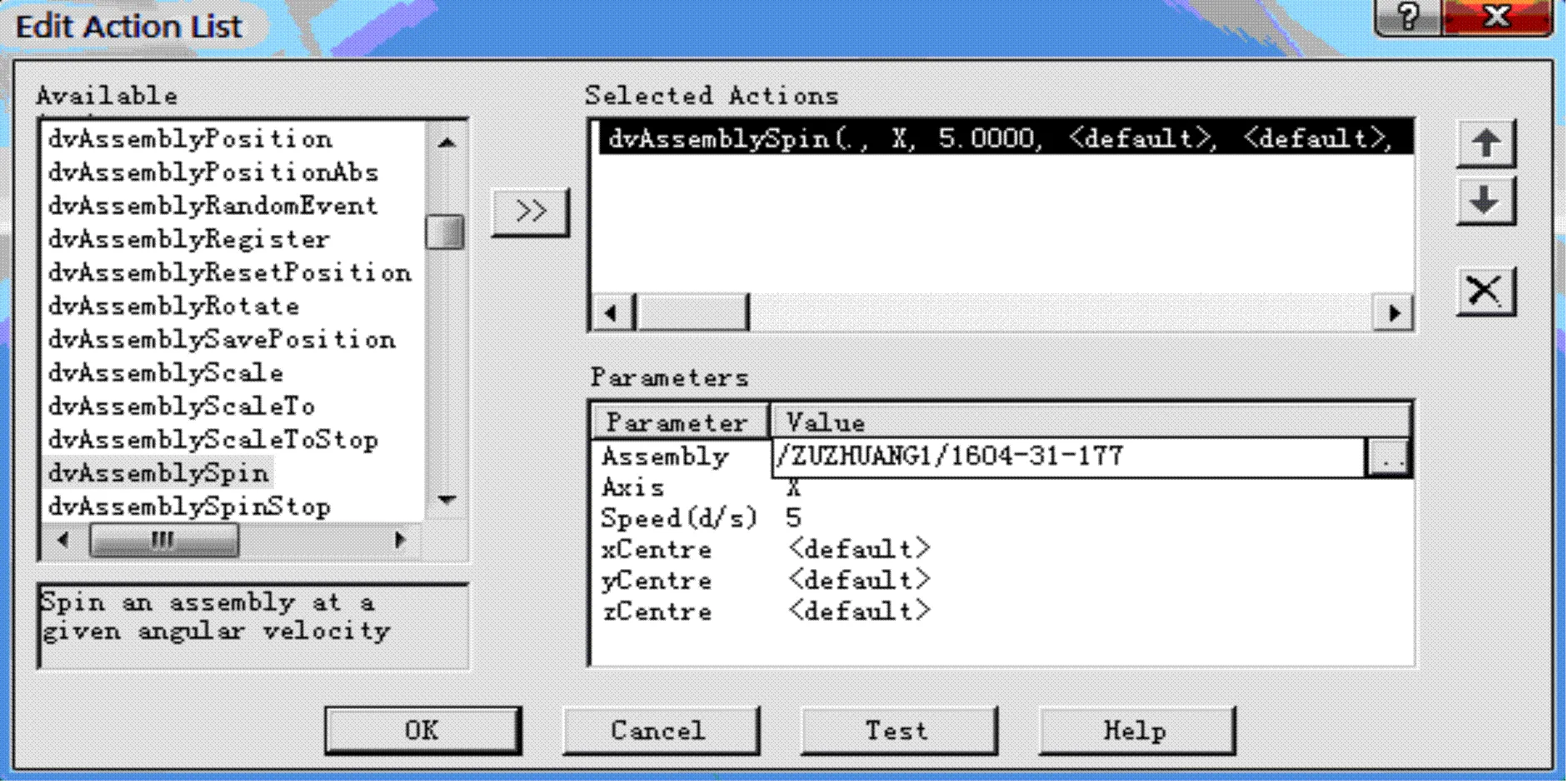
图3 动作的列表与参数的设置
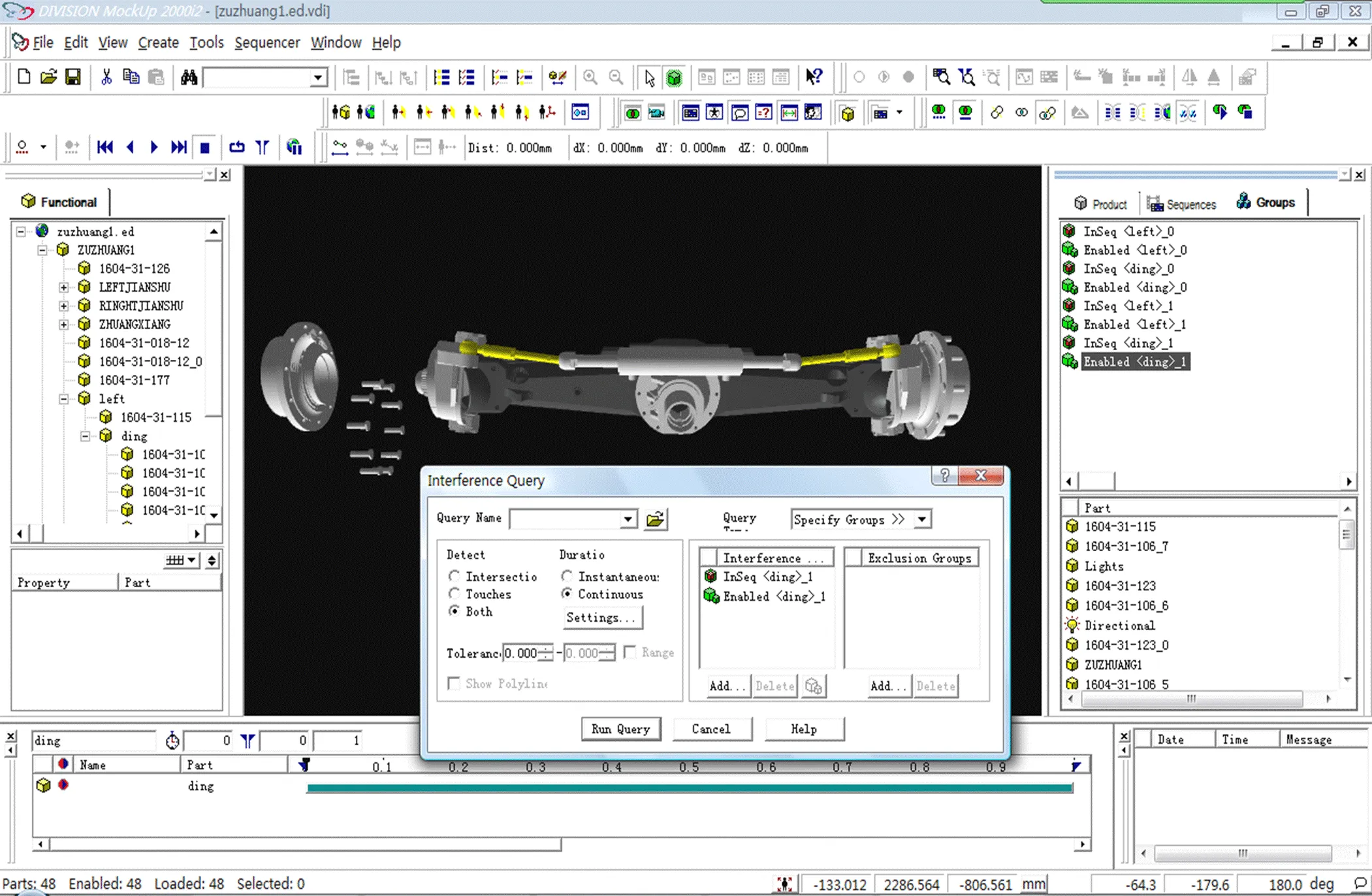
图4 干涉检查对话框
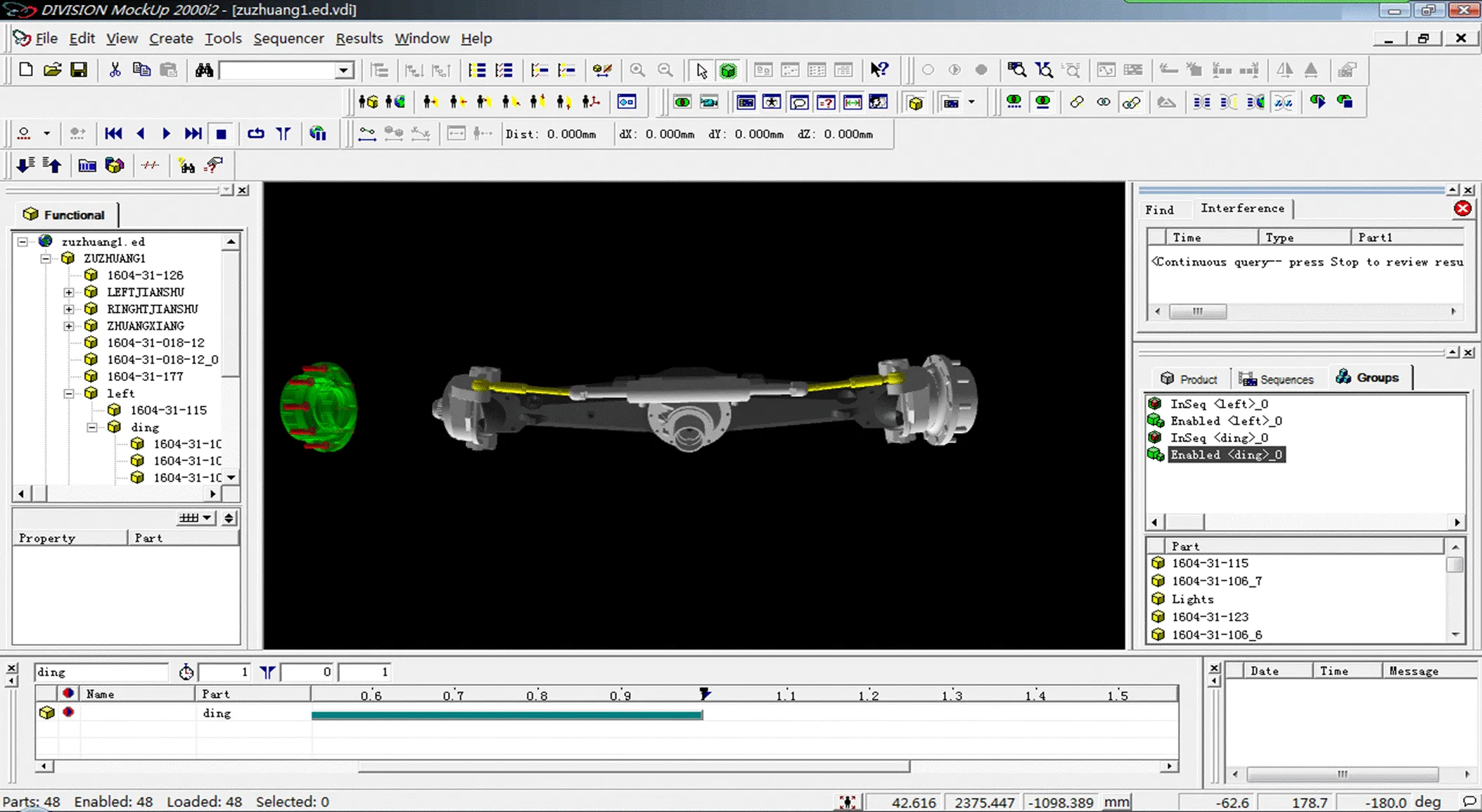
图5 动态干涉检查结果
2.4 截面分析
Division Mockup软件中有动态截面分析功能,能够更清楚地了解到产品的内部结构。从菜单栏“Create”中选择“Dynamic Section”,可以创建截面来对产品内部结构进行探视。可以发现在左边的“Functional Structure”中有刚刚创建的截面存在,并可以对截面的属性进行编辑和修改,以达到想要的效果。如图6所示。
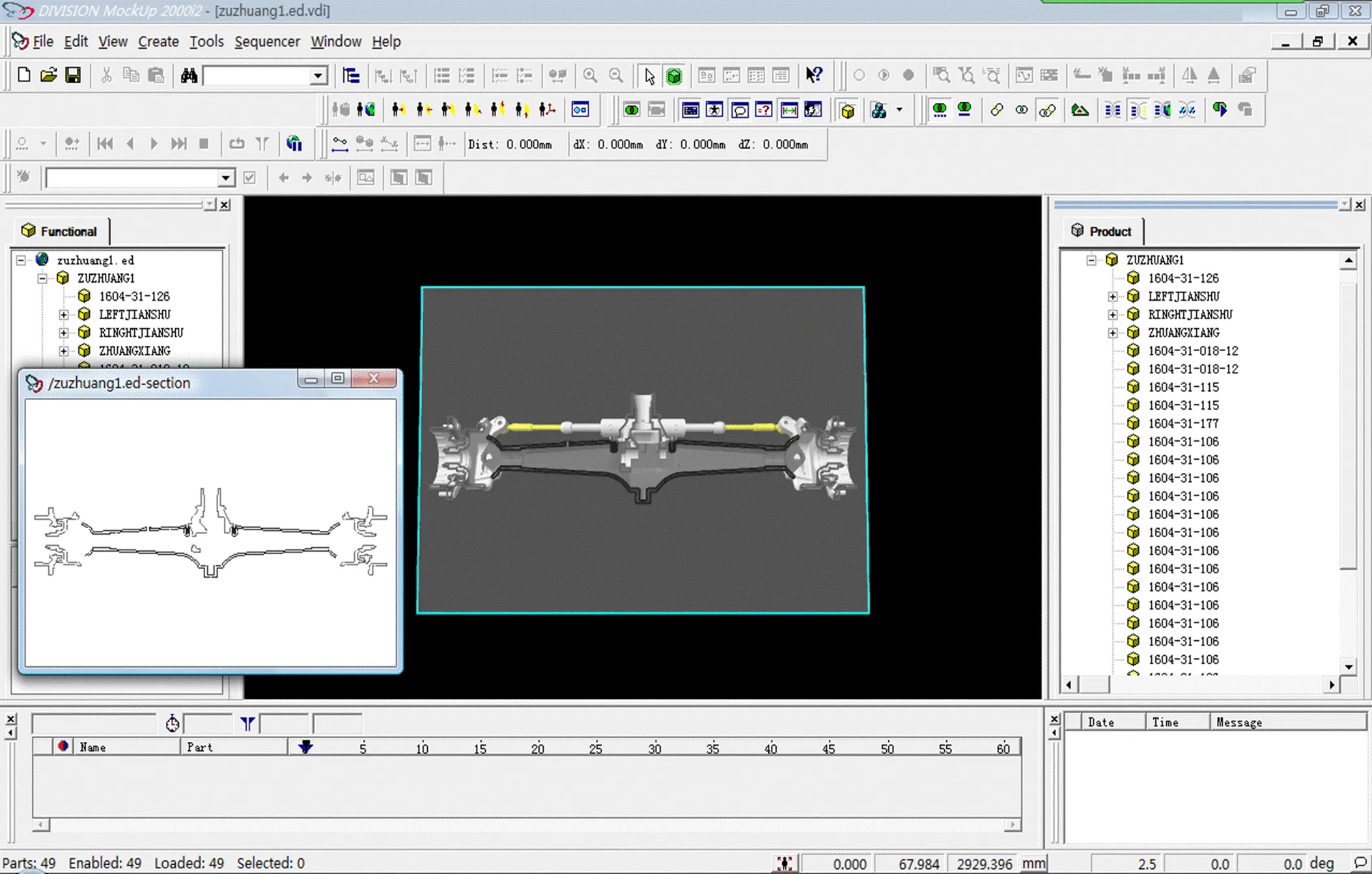
图6 截面分析
2.5 人机交互操作的实现
数据手套、跟踪器作为相对独立的外设,并不能直接跟Division Mockup 进行交互,需要第三方插件作为桥梁,借助由数据手套、跟踪器、偏振眼镜和投影系统组建的虚拟现实环境,来实现人机交互操作。这里选择VRCO公司的Trackd软件和Visual Advantage公司的RapidVRM作为第三方插件。
2.5.1 人机交互接口的定义规则
数据手套与Division Mockup2000i2接口的定义规则主要有:
(1)位置跟踪器(Flock of Birds)上的RS-232接口连接到计算机上的COM1接口,特别注意的是,接口连接是只能接通“2、3、5”三个端口,否则将不能通过调试;
(2)位置跟踪器的DIP SWITCH 定义如表1所示;
(3)空间位置发生器连接到位置跟踪器的XMTR接口,发生器的信号发生源的放置位置一般与操作者的胸口位置齐平最佳;
(4)空间位置感应器连接到位置跟踪器的RECEIVER接口,另一端粘连在数据手套上,一般是粘连在右手数据手套的手背上。
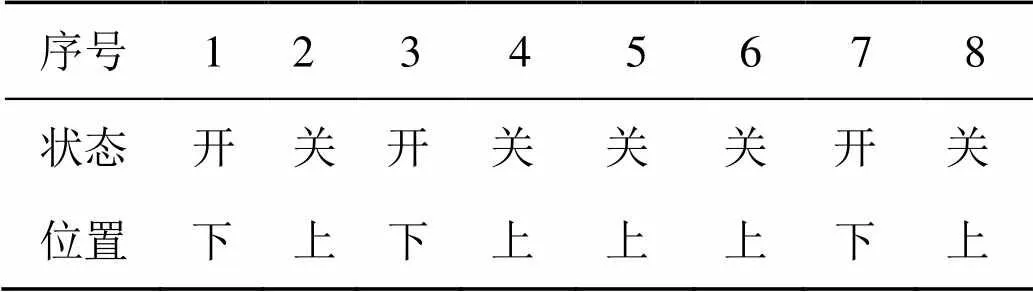
表1 位置跟踪器DIP SWITCH定义规则
(5)Fakespace的RS-232接口连接到计算机上的COM2接口;
(6)数据手套左手连接到Fakespace 的LEFT接口,右手连接到Fakespace的RIGHT接口;
(7)Fakespace上的CONFIG设置应于位置跟踪器的DIP SWITCH设置一致,必须是“1、3、7”处于打开状态,其它处于关闭状态,确保Fakespace的BAUD值为38400。
2.5.2 人机交互接口的定义方法
数据手套与Division Mockup连接时,Trackd软件主要是配合位置跟踪器使用,位置跟踪器通过空间位置发生器与数据手套的空间位置发生器产生作用。
(1)定义Trackd 找到Trackd安装目录下的..etc下的配置文件trackd.conf,用可编译文本的工具打开,修改定义部分如下:
DeviceOption CAVEPinch buttonassign 1 r1 r2
//右手手套的第一个手指和第二个手指对应button1
DefineDevice FOB fobirds 1
//位置跟踪器的数量为1
DeviceOption FOB port com1
//位置跟踪器连接到计算机的COM1接口
DeviceOption FOB baud 38400
//位置跟踪器的BAUD值为38400,与Fakespace的BAUD值一致
DeviceOption FOB srt 1
DefineConnector SHM2 shm out 1
//定义数据手套的输出
DeviceOption FOB srt 1
DefineConnector SHM2 shm out 1
//定义数据手套的输出
DefineConnector SHM1 shm out 1
//定义Trackd的输出
ConnectorOption SHM1 data tracker
ConnectorOption SHM1 key 4126
(2)定义RapidVRM 找到Division Mockup安装目录下的../etc/body下的配置文件rapidvrm-buttons.bod,用可编译文本的工具打开,这个配置文件的作用是定义Division Mockup中的动作与在trackd中定义的buttons相关联,部分配置如下:
BIND "BUTTON_1" FLY_UP_SLOW
BIND "" FLY_DOWN_FAST
BIND "" FLY_DOWN_ACCELERATE
FLY_DOWN_ACCELERATION 0.075
FLY_DOWN_SLOW_SPEED 0.1
FLY_DOWN_FAST_SPEED 4
FLY_DOWN_MAX_SPEED 8
上面的一段定义语句表示trackd里定义的button1在Division Mockup2000i2代表的动作是FLY_UP_SLOW(慢速上升)。而trackd里button1对应的是:“DeviceOption CAVEPinch button assign 1 r1 r2”,反映到数据手套上,即是右手手套的第一个手指与第二个手指的接触动作,这个动作反映在Division Mockup中就是慢速上升。这就实现了利用数据手套在Division Mockup2000i2中操作模型。定义Division Mockup的启动文件dvise.reg,此文件一般在C:Documents and Settings“用户名”下,同样地,用可编译文本的工具打开,在这个配置文件里,可以定义Division Mockup的启动状态、显示模式。启动状态指的是是否启动数据手套,显示模式指的是是否启动立体显示模式。数据手套与立体显示模式同时启动的定义方法如下:
config/test/input/config=test //启动代号
config/test/visual/config=active //立体模式开启
config/test/body/config=test
body/test/bodyFile=testbody
input/test/devices/wintracker/PRESENT=yes
//开启数据手套
3 结束语
利用Division Mockup软件和一些虚拟装配的外接设备,组成简单的虚拟装配环境,进行虚拟装配。Division Mockup软件具有强大的仿真功能和人机交互功能,在产品的设计阶段就可以模拟零部件在空间的装配情况并能发现是否有干涉存在的情况,通过展示产品装配的全过程,可以验证和改善产品的可装配性;利用它进行装配过程规划和仿真可以缩短设计周期,降低成本,提高设计质量。
[1] 姚振强, 张雪萍. 敏捷制造[M]. 北京: 机械工业出版社, 2004. 121-125.
[2] 范 菁, 董金祥. 虚拟环境中的产品装配技术[J]. 工程设计, 2000, (3): 1-5.
[3] 程 凯. 基于CATIA系统的虚拟装配技术应用研究[J]. CAD/CAM计算机辅助设计与制造, 2002, (4): 24-27.
[4] 张兰英. 虚拟装配设计系统的研究[J]. 机械设计与制造, 2002, (8): 37-38.
[5] Prem K Mahendran. Application of virtual reality & digital manufacturing techniques in aircraft manufacturing assembly [D]. Bharathiar University, 2005.
Application Research on Virtual Assembly of Tractor’s Front Drive Axle
CAO Wen-gang, CHENG Wu-si, SONG Jun
( School of Machinery and Automobile Engineering, Hefei University of Technology, Hefei Anhui 230009, China )
This paper analyzes and summarizes the current status of the virtual assembly technology research and elaborates its principle and implementing process. By taking the tractor’s front drive axle as an object, a virtual assembly and its corresponding inspection is conducted in the computer virtual environment (Division Mockup). The generation assembly orders and routes are introduced. The procedure of assembly animation is set up to vividly exhibit the whole process of product assembly. By virtue of the third-party plug-in units and the virtual reality environment consisting of data gloves, polarization glasses, projection system, and position tracker (FOB), human-computer interaction can be achieved in Division Mockup. The rules and methods of human-computer interaction interface definitions are introduced as well.
virtual assembly; assembly inspection; virtual reality; human-computer interaction
TP 391
A
1003-0158(2011)03-0075-07
2010-01-06
国防基础科研基金资助项目(B1120060500);安徽省科技攻关资助项目(06012141H)
曹文钢(1957-),男,河北涞源人,副教授,硕士,主要研究方向为数字化设计与制造,计算机辅助设计,计算机图形学。
猜你喜欢
太阳能(2022年3期)2022-03-29 05:15:50
阅读与作文(小学高年级版)(2021年8期)2021-09-12 17:18:16
太阳能(2020年3期)2020-04-08 03:27:10
当代工人·精品C(2019年2期)2019-05-10 00:13:22
小哥白尼·趣味科学画报(2019年12期)2019-02-28 11:55:02
数位时尚(幼儿教育)(2018年3期)2018-04-12 05:32:49
计算机应用与软件(2017年7期)2017-08-12 15:45:55
阅读与作文(小学高年级版)(2017年7期)2017-08-04 09:29:11
山东青年(2016年1期)2016-02-28 14:25:25
当代修辞学(2014年3期)2014-01-21 02:30:44
