PLC控制系统在化工自动化系统中应用
2011-07-30 09:47刘金龙
中国新技术新产品 2011年20期
刘金龙
(唐山三友兴达化纤有限公司,河北 唐山 063300)
1.PLC控制系统在化工自动化系统中概述
眼下,随着化工行业的发展,生产逐步趋向于复杂化、高速化和自动化,为了保证生产稳定、可靠、安全地进行,生产过程的参数检测和自动控制要满足更高要求。PLC(可编程序控制器)系统对生产过程控制系统的设计、机械安全的保护等发挥着至关重要的作用。在化工行业里,比如说,在锦纶化纤生产过程中的聚合车间工序的控制,在硫酸生产过程中温度的控制等方面有着最为重要的作用。
2.PLC控制系统综述
2.1 PLC控制系统组成及工作原理
在化工自动化系统中PLC的系统主要由中央处理器、存储器、输入输出模块、编程器、工作方式等五部分组成。它主要是将开关逻辑控制,通过实现顺序控制广泛应用于单机控制、多机群控制乃至自动化生产线控制,以及对温度、压力、流量等模拟量的闭环控制。PLC系统能编制各种控制算法程序,完成闭环控制,使化工生产过程实现自动化,把生产过程控制在最佳工况下,从而减少了原料和动力的消耗,降低生产成本,实现优质高产。它能减少人为差错,保证生产安全,防止事故发生和扩大,达到延长设备使用寿命、提高设备利用率的目的。
2.2 PLC控制系统功能
PLC控制系统包括有完成数据采集和顺序控制等功能。在实际工作中数据采集功能将按照所要求的采样速度,模/数转换精度及扫描周期,对生产过程的各种信息量(模拟量、开关量)进行采集、处理、运算、检索及储存等,并以文字、图表、曲线等形式组态成各种画面,通过上位机的液晶显示屏显示出来,向操作员及时提供机组运行状态的信息。顺序控制SCS系统它将按可选的功能组级、子组级、单项控制方式考虑,各子组级控制功能的启、停能独立运行。运行人员能在CRT键盘上选择自动程序控制或手动操作方式。在程序自动执行期间,出现任何故障可向运行人员发出中断信号,可使正在运行的程序中断并回到安全状态,屏幕上可显示程序中断的故障原因。当选择手动操作方式时,SCS系统设置的许可文件,可预防运行人员误操作。设备的联锁、保护指令具有最高优先级,手动指令则比自动指令优先,被控设备的"启动"、"停止"或"开"、"关"指令互相闭锁,且使被控设备向安全方向动作。SCS的保护和闭锁功能始终有效,不允许运行人员手动切除。
3.PLC控制系统硬件设计及工作原理
我们现在就拿锦纶化纤生产过程中的聚合车间控制工序来加以说明PLC控制系统硬件设计及工作原理。事先我们按照系统性能的要求,保证操作人员的现场控制能力,设计"手动"和"自动"两种控制方式进行控制,用一个方式转换开关进行转换。
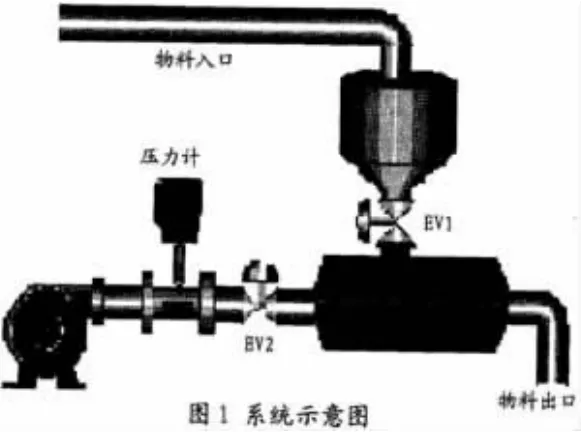
在 "手动"方式时,需采用对应的按钮"手动下料"、"手动"输送去控制相应的电磁阀。"自动"方式时,要求系统在启动后按规定的时间与顺序,依次进行"下料"与"输送"。即EV1阀得电,开启"下料"阀,一定时间后关闭,启动EV2进行"输送",再过一定时间后再启动EV1,如此周而复始,直至接到"停止"指令。同时系统在EV1得电时,EV5亦得电,EV2得电时,EV3亦在}电,以便同时进行氮气的"充气"与"排气"(如图所示)。
按系统要求,为便于整个工艺流程操作管理的集中性,我们设计了既可在现场进行近地"启动"与"停止"的方式,也可远地进行"启动"与"停止"。该方案配置体现了分散控制系统的优点,即控制功能分散,操作管理集中。控制功能分散意味着实时响应快,操作管理集中,便于集中管理。
4.PLC控制系统的软件设计
PLC控制系统优秀的软件设计便于工程技术人员理解掌握、调试系统与日常系统维护。在实际设计中由于生产过程控制要求的复杂程度不同,可将程序按结构形式分为基本程序和模块化程序。其中,基本程序它既可以作为独立程序控制简单的生产工艺过程,也可以作为组合模块结构中的单元程序。模块化程序它是把一个总的控制目标程序分成多个具有明确子任务的程序模块,分别编写和调试,最后组合成一个完成总任务的完整程序。这种方法叫做模块化程序设计。我们建议经常采用这种程序设计思想,因为各模块具有相对独立性,相互连接关系简单,程序易于调试修改。
在进行PLC控制系统的程序设计时。我们以PLC控制系统I/O分配,并依据生产流水线从前至后,I/O点数由小到大;尽可能把一个系统、设备或部件的I/O信号集中编址,以利于维护。定时器、计数器要统一编号,不可重复使用同一编号,以确保PLC工作运行的可靠性。程序中大量使用的内部继电器或者中间标志位(不是I/O位),也要统一编号,进行分配。在地址分配完成后,应列出I/O分配表和内部继电器或者中间标志位分配表。
下面笔者结合自身实践经验,阐述下PLC控制系统的设计。在实际设计中,PLC各种触点可以多次重复使用,无需用复杂的程序来减少触点使用次数。同一个继电器线圈在同一个程序中使用两次称为双线圈输出,双线圈输出容易引起误动作,在程序中尽量要避免线圈重复使用。如果必须是双线圈输出,可以采用置位和复位操作(以S7-300为例如SQ4.0或者 RQ4.0)。如果要使PLC多个输出为固定值 1(常闭),可以采用字传送指令完成,例如 Q2.0、Q2.3、Q2.5、Q2.7同时都为1,可以使用一条指令将十六进制的数据0A9H直接传送QW2即可。对于非重要设备,可以通过硬件上多个触点串联后再接入PLC输入端,或者通过PLC编程来减少I/O点数,节约资源。例如:我们使用一个按钮来控制设备的启动/停止,就可以采用二分频来实现。
模块化编程思想的应用:我们可以把正反自锁互锁转程序封装成为一个模块,正反转点动封装成为一个模块,在PLC程序中我们可以重复调用该模块,不但减少编程量,而且减少内存占用量,有利于大型PLC程序的编制。
[1]廖常初.PLC编程及应用[M].第3版.北京:机械工业出版社,2008.
[2]马云峰,樊俊秀.PLC系统设计分析[J].自动化技术与应用,2006年02期.
[3]朱晖.PLC在机械手控制系统中的应用[J].机电产品开发与创新,2007年01期.
[4]祁鑫.工业企业集成信息平台的构建[D].浙江大学,2006年.
猜你喜欢
大电机技术(2022年4期)2022-08-30
中国特种设备安全(2021年5期)2021-11-06
模具制造(2019年7期)2019-09-25
测控技术(2018年5期)2018-12-09
电子测试(2018年18期)2018-11-14
小学生导刊(2017年17期)2017-05-17
世界汽车(2016年8期)2016-09-28
世界汽车(2016年8期)2016-09-28
世界汽车(2016年8期)2016-09-28
汽车维护与修理(2015年6期)2015-02-28