
基于制造业工艺定制的车间生产管理系统
2011-07-10 06:54刘继超史迎春
制造业自动化 2011年15期
刘继超,李 颖,史迎春,赵 燕
(北京化工大学 北方学院,三河 065201)
0 引言
对于制造业来说,生产车间是企业生产组织的基本单位,是具有自治能力的逻辑或物理制造机构。生产车间是企业物料流、资金流、信息流的汇集点,是企业效益源头,因而成为企业管理与控制的重点[1]。生产车间中的工艺的制定、材料、库存及工具的管理对指导和控制生产运作提高生产效率有至关重要的作用,也是企业生存的命脉[2,3]。随着制造业的迅速发展,制造企业在生产加工的过程中如何高效率、高质量有条不紊的生产已经成为企业生死存亡的关键点,信息化成为一种必然,车间生产管理系统成为企业车间生产的最好的“执行者”,作为该企业ERP软件系统中最重要的一环,是最重要的执行系统。本系统是鉴于该企业主要生产非标件这一行业特征而有针对性开发的;它的独一无二性是金蝶、用友等ERP软件所不具备的。换言之,该系统的开发完全弥补了其他ERP软件的不足。它是基于web服务的,因web服务具有开放的技术标准、独立于平台并能够较好地满足系统跨平台应用和集成的需求。工艺的编制,作为设计和生产加工的中间环节,关系着零件能否在整个生命周期内顺畅的进行,一旦出现“大肚子”现象,企业将会面临混乱的局面。应用该系统前,企业会出现由档案科投产的零件图纸传递到工艺科后,因其批量性及放置的混乱性,再加之人为因素,经常出现零件图纸的丢失现象,造成无法进行工艺编制,导致车间无法加工生产,从而造成生产上的拖期,大大影响了该企业的进度和生产效益。本系统的应用完全根本化的解决了此类问题。
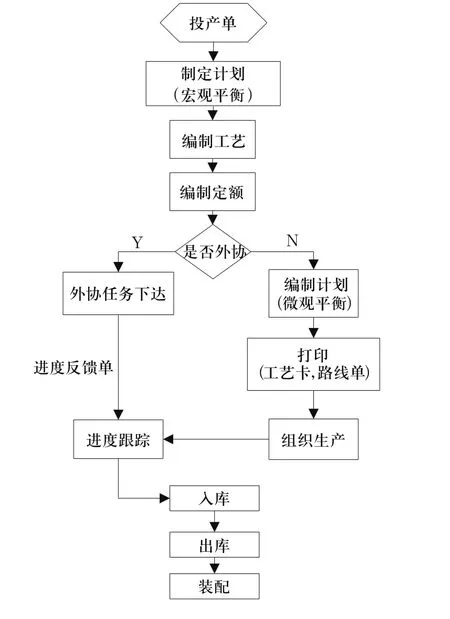
图1 车间生产管理系统业务流程图
1 车间生产管理总的业务流程
该车间生产管理系统的主要业务流程图如图1所示,该企业车间主要生产加工的对象是基本件,待加工的基本件主要来自设计部生成的基本件明细表以及进而由档案科投产的投产单;这些基本件的原始数据通过PDM软件录入到SQL数据库中,通过MRP软件将待投产的基本件按组或按单个零件的投产方式投产到车间制造部的总计划室,进而应用车间生产管理系统进行流程处理;首先,总计划室对整组或单个零件制定宏观计划,后交由工艺科进行编制工艺,定额科进行编制定额;对制定的生产计划按照工序统计工时,把工序工时与车间设备所能提供的工时进行比较,从而反映出生产能力安排得是否合理,是否充足,需要外协的零件转至外协科进行外协流程的处理,其他自家加工的基本件再次转至总计划室进行微观上的编制计划、打印工艺定额卡以及路线单;经基本件科组织生产、进度跟踪,最终所有的基本件在满足成组配套条件的前提下入库、出库进而装配。
2 车间生产管理系统的模块
车间生产管理系统具有强大的管理功能,全面管理部门的工作流程,基于角色访问的用户、权限管理功能,为每个用户角色设定权限;强大的工艺数据管理能力;完全基于数据库,数据存放严谨有序;自动统计、汇总工艺数据,快速准确生成各种工艺报表;为用户提供基础数据录入接口,能帮助用户快捷方便找到所需数据。
车间生产管理系统包含有11大模块,即编制零件计划模块、编制工艺模块、编制定额模块、计划平衡模块、打印模块、进度跟踪模块、工时统计模块、库房管理模块、外协管理模块、权限管理模块和各种查询模块。本文核心介绍以下几大重点模块,其中,本文主要论述如何使用编制工艺模块来实现工艺数据的管理。
工艺卡和路线单作为车间组织生产的依据,对调度具有重要的指导作用,它一直贯穿在整个车间加工生产的始末,对促进企业规范化生产也具有实际意义,重要性可见一斑。因此,及时准确的工艺卡路线单信息将是顺利生产的前提保障,作为提供数据源头的工艺编制显得尤为重要。
2.1 编制工艺模块
该模块所具有的功能及优点:
1)工艺员登录后,可以直接查看到工艺科长分配的需要编制的零件信息。优点:分工明确后,避免出现不同工艺员编制同一个零件工艺的情况。
2)便于工艺员查询自己零件的编制情况,哪些零件已编制,哪些未编制。优点:便于工艺员追踪自己的工作情况。
3)典型工艺和已完工艺拷贝,强大的复制粘贴功能。优点:方便快捷的按条件筛选出工艺库里的信息,避免相同工艺的重复编制工作。减轻了其在进行相似工艺制定时需大量重复书写的工作负担,使管理大量工艺信息变得轻松,提高了工艺管理水平。
4)友好的可切换的工艺编辑环境。优点:满足用户需求。
5)实时对某工序进行增加、修改、删除、插入、上移、下移等操作;还可以删除整个零件的工艺。图3为编制工艺页面。优点:大大提高了工艺员编制工艺的质量和效率,节省了过多的体力劳动,大大缩短了工艺设计的周期,完好的整合了工艺定制方法;其对数据库的实施操作避免了因人为过失等主观因素及断电等客观因素造成的数据丢失现象的发生。
该过程应用Ajax异步调用技术实时与SQL数据库进行通讯,实现实时存取数据库中的数据,该技术的优点是:无刷新页面,无论是在访问速度还是在软件的整体性能方面都有更大的提高。图2为页面数据流程图。
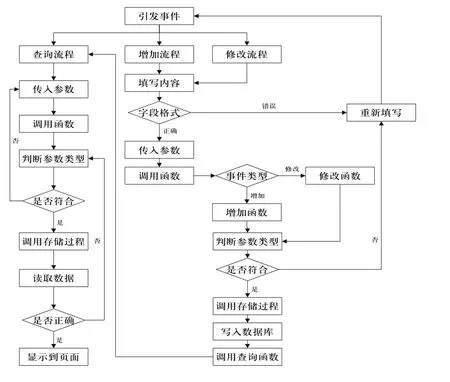
图2 页面数据流程图
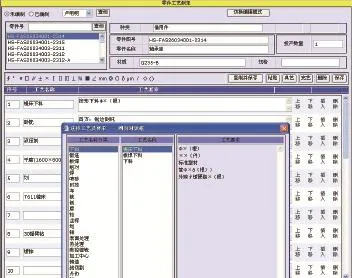
图3 编制工艺页面
2.2 打印模块
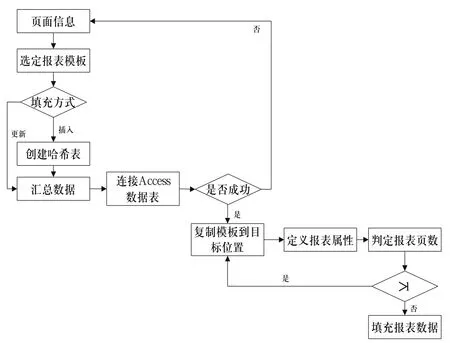
图4 报表实现过程
主要打印工艺定额卡以及路线单。在工艺定额都编制完后,经系统进行微观平衡,由加权余量平均算法[4]将各零件的工艺计划到各工序,即给各工序都分配一个加工时间,也就是打印路线单里的计划完成时间,它将便于之后车间调度员指挥加工生产。图4 描述了报表代码实现的过程,其中对数据的插入操作主要用到哈希表,哈希函数是基于键返回数值哈希代码的算法。键是正被存储的对象的某一属性的值。哈希函数必须始终为相同的键返回相同的哈希代码。一个哈希函数能够为两个不同的键生成相同的哈希代码,这里从哈希表检索元素时,为每一唯一键生成唯一哈希代码。
2.3 进度跟踪模块

图5 自家加工能力查询
图5中的颜色分别表示:红色表示拖期的零件(工序实际完成日期>计划日期+2);黄色表示大于该工序的计划日期一天以上、还没有上进度的零件;绿色表示正常完成加工任务的零件;青色表示该工序为工序间外协。总计划员可以直观的查看某个项目、某个机床、某个组别、自家生产或是外协生产零件的以上几种情况,从而对于拖期的零件进行严抓;调度员会根据打印出来的进度表有的放矢的进行车间设备调整,集中生产拖期零件,实现生产按计划及时准确的进行,不影响成组配套率,实现最优化生产。由此可见,及时性的工艺编制是保障车间按计划生产的前提,它的高效优质将对生产起到决定性的作用。
2.4 零件状态查询
如图6所示,该页可以按项目、机床等条件查出零件当前所处的状态(图中的黄灯所示)。因为零件在整个车间的流向是固定的,一旦某个零件流到中后段的某个状态时发现之前的某个状态出现错误,正常来说,这个件就报废了,需要重新投产加工,而修改功能将为这种现象留出活口,很好的解决了这一弊端,减少了浪费。此外,因该系统具备远程访问Internet技术,高层领导可以随时随地对项目的进展情况予以关注;随时查看成组配套率(表示在计划日期内已加工完成的组别与总投产的组别之比)情况,对配套率较低的组别,通过该页可以方便查看该组别零件现处的状态并直接做出决策性的干预和控制。

图6 零件状态查询
3 结束语
车间生产管理信息化是制造业信息化的重要组成部分,是提升制造企业生产管理水平和制造效率的重要途径[5]。本文所介绍的车间管理信息系统在该企业的应用,取得了很好的应用效果,保障了车间有条不紊的良性循环,减少了不必要的事务性人员投入,缩短了产品制造周期,降低了制造成本,大大提高了成组配套率以及劳动生产率。它作为该企业ERP[6]系统最重要的一环,扩充了ERP系统的范畴,弥补了其他ERP系统的不足。
[1] 白变香,赵霞.基于信息化平台的生产管理系统[J].电子工业专用设备.2010(4):43-46.
[2] 谢宝智,张扬.基于NET的车间管理系统的研究与实现[J].扬州教育学院学报.2009(9):20-23.
[3] 王军强,孙树栋,司书宾,等.组件化和集成化车间生产管理系统的研究与实现[J].计算机集成制造系统,2006(2):231-239.
[4] 王德权,张西鹏.面向任务的制造业生产能力管理系统[J].组合机床与自动化加工技术.2011(2):106-108.
[5] 左荣国,潘为民,雷毅.基于.NET平台的中小型企业车间生产管理系统[J].航空制造技术,2007(10):97-104.
[6] 王德权,刘浩洋.PDM与ERP系统集成在辅机制造业中的应用[J].2009(9):106-108.
猜你喜欢
山东冶金(2022年3期)2022-07-19
昆钢科技(2022年2期)2022-07-08
大数据(2021年6期)2021-11-22
智能制造(2021年4期)2021-11-04
电脑爱好者(2021年8期)2021-04-21
电脑爱好者(2020年20期)2020-10-22
石材(2020年4期)2020-05-25
建材发展导向(2019年10期)2019-08-24
小学生学习指导(中年级)(2018年11期)2018-11-29
农村农业农民·B版(2018年11期)2018-01-28
