
垃圾填埋气发电中自动控制系统的研究
2011-06-23 09:09苏宝枫任宪仁
电气技术 2011年8期
苏宝枫 任宪仁 张 召
(1.城市建设研究院,北京 100029;2.北京市海淀区环境卫生服务中心,北京 100081)
垃圾填埋场是城市生活垃圾的最终处置环节,垃圾填埋场中的可降解生物在稳定化降解过程中产生大量的垃圾填埋气,其主要成分是甲烷和二氧化碳,其中甲烷含量约45%~60%V/V,二氧化碳含量约占40%~60%V/V[1],热值与城市煤气相当,是一种很好的可再生能源。目前,填埋气发电已成为我国治理垃圾填埋场污染排放、开发利用垃圾填埋气的主流技术。
现今,自动化控制已进入计算机智能化控制阶段,能够根据系统运行过程中相关参数的变化,及时、自动地调整系统的运行状态,使其一直运行在一个最佳的工作状态。本项目采用PLC和DCS来实现填埋气发电系统的自动化控制。
1 填埋气发电工艺系统概况
1.1 填埋气发电工艺简介
填埋气发电主要由填埋气收集系统、填埋气预处理系统、火炬系统和发电机组系统四部分组成,其工艺流程如图1所示,填埋气由集气井进入集气管网,经过预处理后进行发电或者进入火炬燃烧。
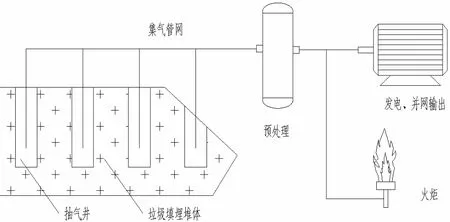
图1 填埋气发电工艺流程图
1.2 计算机控制系统
计算机控制系统框图如图2所示,现场采集的数据实时传输到各控制器的PLC或DCS,再通过PLC或DCS传输到上位机,上位机控制指令给相应的PLC或DCS,通过各控制器的PLC或DCS实现具体控制,形成一个可靠、快捷的局域网络。现场数据信息通过相应的控制器经工业以太网传送至中央控制室主控机处理,处理结果随时向各控制器发送各种控制指令,完成生产调度过程[2]。

图2 计算机检测控制系统框图
中央控制室的上位机系统采用客户机/服务器结构,服务器用于记录、打印、备份整个生产过程的数据,客户机作为操作员接口,用于对工艺过程的操作和监视。上位机系统和控制系统通过100Mbps的工业以太网进行通信,上位机系统由2台服务器、1台工程师站、2台操作员站、1台监视站组成。
本系统共有4个控制站:预处理、火炬控制器选用西门子的PLC进行控制,1-4号发电机控制器、5-8号发电机控制器、电气控制器均选用艾默生的DCS进行控制。
下面以预处理、火炬控制器为例,来介绍PLC在填埋气发电系统中的具体应用实现。
2 预处理、火炬系统的检测与控制
2.1 预处理、火炬系统的工艺和控制器构成
填埋气相对湿度和H2S含量较大,同时含有的粉尘量也难以满足填埋气发电机组的工作要求,所以需要对填埋气进行预处理。填埋气首先经过预处理系统进行脱硫、脱水等处理,然后再进行发电,最大限度地减少填埋气对发沼气电机组的腐蚀,延长沼气发电机组的使用年限。预处理系统工艺如图3所示,填埋气首先进入脱硫塔进行脱硫,然后进入冷干机降低填埋气温度、初步脱水。变频罗茨风机可以稳定输出气体的压力,调节气体流量,以满足火炬燃烧和沼气发电机组对气体压力、流量等的要求。最后填埋气在精滤器的作用下进一步脱水,达到沼气发电机组对气体成分的要求。
2.2 预处理、火炬控制器的控制及算法实现
1)检测、控制内容
预处理、火炬系统主要检测、控制内容如下:
主要检测冷干机入口的压力,罗茨风机出口的压力,精滤器入口、出口的压力,预处理系统出口的压力,沼气总管(进入发电机组和火炬之前的沼气管)的流量、压力、温度以及氧气、甲烷的浓度。其中冷干机入口的压力,罗茨风机出口的压力,精滤器入口、出口的压力就地显示;预处理系统出口的压力由压力变送器将信号上传由此来控制罗茨风机转速;沼气总管的流量变送器、压力变送器及温度变送器将沼气流量和温压补偿信号经控制柜上流量积算仪计算补偿后由RS485通信线引至上位机进行相应显示。沼气总管中氧气、甲烷的浓度分别由氧气浓度分析仪和甲烷浓度分析仪送至PLC(即预处理、火炬控制器),并在上位机上进行显示。
罗茨风机的运行和故障信号,热水循环泵的运行和故障信号,变频器的运行和故障信号,火炬的运行和温度信号,都可经PLC在主控机画面上显示。
罗茨风机1、2互为备用,设就地控制柜,既可以就地控制,又可以在中控室实现罗茨风机的起停,压力自动变速调节。
预处理、火炬控制器系统框图如图4所示。

图3 预处理系统工艺流程图
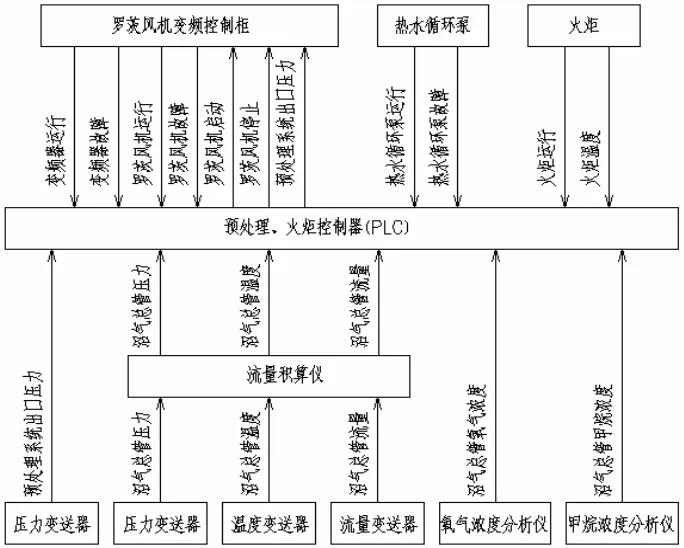
图4 预处理、火炬控制器系统框图
2)罗茨风机的控制算法
模糊控制就是把各种传感器测到的精确量转换成适于模糊运算的模糊量,然后将这些量在模糊控制器中加以运算,最后再将运算结果中的模糊量转换为精确量,以便于各执行器进行具体的操作控制,本系统的罗茨鼓风机模糊控制原理如图5所示,yT为风机出口压力给定,y为风机出口压力。
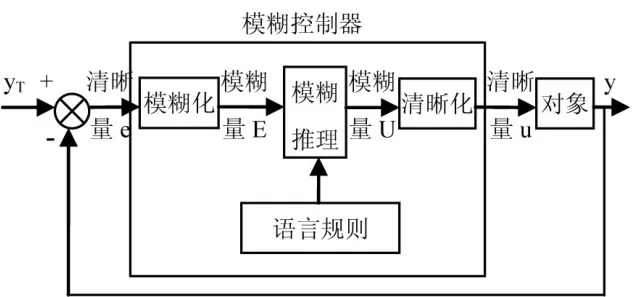
图5 模糊控制原理图
罗茨鼓风机的特点是风机转速和风机出口气体流量成正比关系,当风机转速一定、进口压力稍有波动时,风机出口气体流量不变。
在本系统中,罗茨风机采用压力变频调速。风机出口的实际压力与给定压力进行比较,由模糊控制器得出调节信号,变频器根据该信号改变电机转速进而改变风机转速,最终达到调节风机出口流量以及节能的目的。风机控制的系统框图如图6所示。
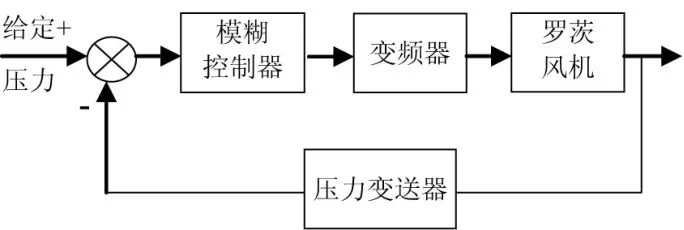
图6 罗茨风机压力模糊控制系统框图
PLC能够根据现场仪表检测的数据进行监测,通过对罗茨风机的控制实现对沼气总管中气体压力和流量的控制,满足下一步的沼气发电机组的要求。利用PLC作控制系统不仅节省了大量的人力物力,而且保证了系统运行的可靠性[3]。现场情况表明,本系统运行稳定,控制效果理想,提高了填埋气发电项目的自动化水平和系统监测、控制的精度。
3 结论
填埋气发电是实现垃圾减量化、资源化、无害化处理在的一种重要手段。工程实践证明,填埋气发电中合理使用自动控制系统,极大地方便了对全厂工艺系统、设备的监测、控制和管理,提高了生产效率,降低了事故率,改善了生产条件,大大地降低了仪表、设备维护成本,结构简单,运行可靠,易于实现。
[1]赵有才,宋玉.生活垃圾处理与资源化技术手册[M].北京∶ 冶金工业出版社,2007∶239-243.
[2]张磊.浅谈污水处理厂自动化控制[J].测控技术,2005,24(12)∶9-11.
[3]崔江华. PLC和Wincc系统在环形加热炉中的应用[J].电气技术,2001(1)∶59-61.
猜你喜欢
音乐天地(音乐创作版)(2021年7期)2021-10-13
小学科学(学生版)(2020年3期)2020-03-25
小学科学(学生版)(2020年2期)2020-03-03
中国沼气(2017年4期)2017-11-08
现代工业经济和信息化(2016年8期)2016-05-17
中国资源综合利用(2016年1期)2016-02-03
氮肥与合成气(2015年8期)2015-12-23
化工进展(2015年6期)2015-11-13
中国火炬(2015年3期)2015-07-31
中国火炬(2015年2期)2015-07-25
