
概述聚乙烯管道的热熔连接技术
2011-06-12 08:54丁燕芳
山西建筑 2011年27期
丁燕芳
聚乙烯管又称PE管道,是一种利用PE树脂经挤出成型的新型化学管材。聚乙烯管在输送燃气、给水中应用很广。输送燃气或石油液化气的管材为黑色或黄色,黑色管上有醒目的黄色色条。直管长度多为6 m,9 m,12 m。外径110 mm以下的有直管和盘管两种。市政饮用水管材为蓝色或黑色,黑色管上有醒目的蓝色色条。其他用途水管为蓝色或黑色。直管长度多为6 m,9 m,12 m。直径较小的管也有盘管。
1 概述
1.1 聚乙烯管道的特点
使用寿命长:在规定的范围内,聚乙烯管可安全使用50年以上。
耐腐蚀:除少数的强氧化剂以外,可耐多种化学介质的侵蚀,无电化学腐蚀。
抗磨损:通过与钢管的耐磨性对比,聚乙烯管的耐磨性是钢管的4倍以上。合格的热熔或电熔接口的强度高于管材本体,接缝不会由于移动或活荷载的作用而断开。
耐冲击性:聚乙烯管韧性好,耐冲击强度高,重物直接压过管道,不会导致管道破裂。
施工性能好:管道质松,焊接工艺简单,施工方便,工程综合造价低。
低温抗冲性强:聚乙烯管低温脆化温度低,使用范围-60℃ ~60℃。抗冲击性好,冬季施工管材不会发生脆裂。
可绕性好:聚乙烯管道柔性好,容易弯曲,可弯曲绕过障碍物,减少管件用量。
水流阻力小:聚乙烯管内壁光滑,曼宁系数为0.009。保证聚乙烯管道强于其他管材更高的输送能力,同时降低管路的压力损失和输水能耗。
好的产品必须有好的施工工艺作保证才能发挥它的优点,因此PE管道系统连接技术的优劣直接关系到管网的运行效果和使用寿命。
1.2 聚乙烯管道连接方式
PE管不能采用溶解性粘合剂与管件连接,早期聚乙烯焊接方式有热熔对接连接、热熔承插连接和鞍形焊接。由于热熔承插连接存在一定的缺点,通过对连接技术的不断研究,现在使用的连接方式主要有:热熔连接,电熔连接和机械连接。热熔连接,电熔连接主要用于PE管道自身的连接,聚乙烯管道和其他管道连接时,需要采用机械连接。本篇主要介绍最常见的热熔连接方式。
1.3 聚乙烯管道熔接原理
聚乙烯管道热熔焊焊接是利用加热工具将管道或与管件端面加热到210℃左右(具体以厂家提供参数为准,一般190℃~240℃),在可控压力下持续一定时间,使两端面熔合为一体,形成符合质量要求的管道焊接接头。不同聚乙烯材料加热温度不同,具体根据材料生产商提供的焊接参数确定。
1.4 热熔的主要设备
热熔设备:机架,加热系统(主要包括一块加热板和一套恒温控制系统),加压系统(有机械式和液压式加压两种),铣削系统(按照铣刀驱动可分为人工驱动、电机驱动和液压马达驱动三种方式)。
2 连接注意事项
PE管道连接时应注意如下事项:
1)管材的端口必须保持清洁。在切削端口以后严禁用手或一切物体触摸。
2)管材对接时,必须掌握好压力,根据不同长度的管材选择好压力,不宜过大或过小。
3)在使用加热板时,要拿干净布擦拭表面。加热板温度最低不能小于200℃,最高不能大于230℃。
4)严禁在焊接时和冷却过程中移动管材。
5)两根管材对接时,端口的错边不能大于管材壁厚的10%。
3 PE管道热熔连接技术
3.1 热熔连接的特点
1)需要有专用的热熔焊机。
2)管道熔接为分子之间的结合,因而接口非常可靠。
3)适用于同牌号、材质的管材与管材、管材与管件连接。性能相似,不同牌号、材质的管材与管材、管材与管件连接,需实验验证。
4)易受环境、人为因素影响。
5)设备投资高。
6)连接费用低,只需使用专业设备,无须任何辅助材料,成本低廉。
7)操作人员需进行专门培训,具有一定的经验。
3.2 焊接技术
聚乙烯管道系统的热熔连接方式有热熔对接(包括鞍形连接)和热熔承插连接。热熔承插连接适用于直径比较小的管材、管件(一般直径在63 mm以下),由于直径小的管材、管件管壁较薄,截面较小,采用对接不易保证质量。热熔对接适合于直径比较大的管材管件,比承插连接用料省、易制造,并且在熔接前切往氧化表面层,熔接压力可以控制,质量较易保证。
3.2.1 焊接流程
PE管道焊接的主要过程是:将一定温度的加热板放在对好的两管或管件之间加热一定的时间,抽掉热板,将要焊的管道两端在一定压力下迅速对接在一起并保压一定时间冷却,即可形成一个强度高于管材本体强度的接口。选择的压力要使接触面处产生所要求的力,不管摩擦压力损失。当对接焊机带有液压源时,力通常被表示为施加的油缸压力。
1)将需安装连接的两根PE管材同时放在热熔器夹具上(夹具可根据所要安装的管径大小更换夹瓦),每根管材另一端用管支架托起至同一水平面;2)用电动铣刀分别将管材断面铣平整,确保两管材接触面能充分吻合;3)将电加热板升温到210℃,放置两管材端面中间,操纵电动液压装置使两管材端面同时完全与电热板接触加热;4)抽掉加热板,再次操纵液压装置,使已熔融的两管材端面充分对接并锁定液压装置(防止反弹);5)保持一定冷却时间松开,操纵完毕;6)施工完毕,须经试压验收合格后,方可回土投进使用;7)管材在加热过程中作好防风措施,冷却过程中,应逐步进行,不宜急速降温。
3.2.2 加热和加压原理过程
对于HDPE,MDPE管道,其熔接时加热板温度(210±10)℃,薄壁管材温度适当升高,靠上限;厚壁管材温度适当降低,靠下限;大风或寒冷天气施工时温度适当升高。
加热压力和加热时间按照熔接过程曲线详细如下:
以加热时间t作x轴,以加热过程中对应的压力p作y轴,可得到熔接过程曲线,见图1。
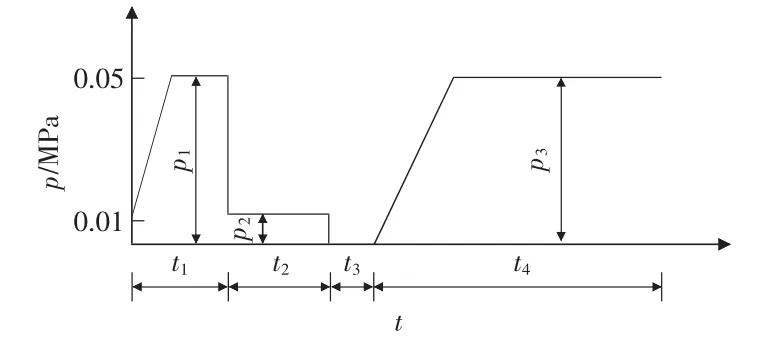
图1 熔接过程曲线
按照加热时间将热熔对接连接过程分为四个阶段:
1)初始加热阶段(t1,p1)。
将加热板放入两管之间,加热到p1,加热时间为t1。其目的是使初始熔融的物料在压力的作用下全部挤出,直到管材两端面每一点均和加热板紧密连接为止,保证下一步加热时,两管端能均匀吸热。
t1:加热时间t1按卷边高度确定,即当卷边高度达到最小卷边高度时:
emin=0.1s+0.5 mm 时,所需时间为 t1。其中,s为管材壁厚,mm。
p1∶p2=0.15 MPa,但p1是由液压油的压力来控制的,液压油压力即 p表,p表计算如下:
p表=p拖+管材截面积(cm2)/油缸活塞总面积(cm2)×0.15 MPa。其中,p拖为焊机活动架移动时的系统阻力,现场操作时可从设备上直接读出,MPa。
2)吸热阶段(t2,p2)。
当卷边高度达到emin时,将压力由p1降至p2,继续加热t2时间,目的是保持微小压力,以保证管端与加热板表面接触,继续加热,使其产生足量的熔融物料。

其中,s为管材壁厚,mm(天气过冷、过热或大风天气应对其适当调整)。
3)切换阶段(t3)。
当加热时间t2达到后,迅速拉开两管端,取出加热板,并重新使两端合龙。这段时间应越短越好,最大不能超过t3。

其中,d为管材外径,mm。
4)保持冷却时间(p3,t4)。
两端接合后,压力迅速升到p3,自然冷却到t4时间。目的是在规定的压力下,使分子间充分融合,时间不得少于t4。

其中,s为管材壁厚,s≤10 mm,0.03s+0.2s> 10 mm;ks为壁厚系数,ks=0.5;过大的压力将会使熔融物料全部挤出而形成夹焊。
3.3 质量控制
施工中常会出现焊道两边高低不一、接口严重错位、卷边不够、假焊等质量问题,而这些问题会直接影响到焊缝的连接,从而直接关系到燃气管道的运行效果和使用寿命。
在施工实践中对这些问题进行不断的探索,我们可以发现绝大多数问题发生的原因是对连接过程中压力、温度、时间上的控制不够,压力的过大过小、温度的过高过低、时间的过长过短都会影响最终热熔连接的效果;另外对管材的选用也会影响其质量,因为不同牌号不同批次的材料其熔点会有所不同,在连接过程中对温度的把握也会不同;再有就是环境因素对热熔连接效果的影响,环境温度可能会影响热熔机加热板的表面温度,所以加热前要对加热板表面温度进行测量,还有就是冷却时间的长短,夏天环境温度高,所需的冷却时间就长,冬天环境温度低,冷却时间就短;最后还有操作因素的影响,管材夹紧时是否同轴,直接影响接口错边的大小,而从加热结束到熔融对接的切换时间的长短也影响热熔连接效果。为确保热熔连接效果,应尽量缩短切换时间,切换时间过长,熔化的端面在相互接触之前将因冷却而形成一层“冷皮”,不利于分子链的扩散。
4 结语
聚乙烯管材不仅韧性、挠性好,而且焊接性能极佳,热熔连接方式不需要使用管件,节省了工程材料成本,降低了工程造价。可靠先进的连接技术为聚乙烯管道的广泛应用提供了保障。所以很有必要了解和掌握PE管道连接的各种技术,以保证PE管道系统的安全性,充分发挥PE管道系统的优越性。
[1]刘静云.埋地PE管施工技术的探讨[J].山西建筑,2009,35(3):172-173.
猜你喜欢
中学生数理化·中考版(2021年9期)2021-11-20
石油沥青(2021年2期)2021-07-21
煤气与热力(2021年4期)2021-06-09
石油沥青(2018年4期)2018-08-31
橡塑技术与装备(2018年14期)2018-07-20
纤维复合材料(2018年4期)2018-04-28
制造技术与机床(2017年10期)2017-11-28
中国塑料(2015年9期)2015-10-14
中国塑料(2015年7期)2015-10-14
产业与科技论坛(2015年14期)2015-03-19
