
老江底水电站水轮机水力稳定性分析
2011-06-12 09:21:56任启淼郭建伟刘光宁
水力发电 2011年10期
任启淼,郭建伟,杨 强,刘光宁
(1.贵州省水利水电勘测设计研究院,贵州 贵阳 550002;2.哈尔滨大电机研究所,黑龙江 哈尔滨 150040)
1 电站概况
老江底水电站位于云贵两省界河黄泥河上,装机容量100 MW,年利用小时数为4 230 h,为 “无人 值班,少人值守”电站。老江底下游为已建成的鲁布革水电站,其厂房尾水位接鲁布革水库回水。电站安装2台立式混流水轮发电机组,水轮机型号为HLA 551—LJ—315,额定水头为58.5 m,发电机型号为SF 50—30/6800,水轮机转轮采用铸焊结构,叶片采用数控加工,上冠、下环以及叶片材料均采用马氏体不锈钢材料ZG06Cr13Ni5Mo。2006年6月开始进行设备安装,2008年8月1号机组投产,2009年2号机组投产。
2 转轮裂纹情况
老江底水电站于2008年8月首台机组(1号机组)投产到2010年1月,累计运行4 098 h,在例行检查中发现转轮13个叶片有8个出现贯穿性裂纹,其中1个叶片裂纹在进水边靠近下环处,其余均在出水边,裂纹长度大约为100~300 mm,而且裂纹形状不规则。厂家进行了补焊修复后投入运行,累计运行1 528 h,2010年8月,对转轮再次进行检查时,发现1号机组转轮又出现了裂纹,上冠处出水边8道,下环处出水边4道。
2010年4月,2号机转轮叶片也发现了裂纹,生产厂家施工人员对2号机转轮进行了全面的检查探伤,共计发现20条裂纹。主要分布在叶片与下环的出水边处,有部分裂纹零星分布在叶片中部和与上冠结合部,但均在出水边。
3 转轮裂纹原因分析
3.1 选型设计
老江底水电站水轮机选用的HLA551,已在多个水电站成功使用,运行良好,是60 m水头段常用典型转轮。
老江底水电站水头变幅(Hmax-Hmin)/H0=0.3 344,最大水头与最小水头的比值为1.472,最大水头与设计水头的比值为1.043,最小水头与设计水头的比值为0.7 086,最大水头与额定水头的比值为1.12,水轮机运行的各种特征水头都在合理范围内。水轮机运行工况处于或接近最优工况区,机组选型设计合理。
3.2 材料选用
老江底水电站水轮机转轮采用铸焊结构,上冠、下环和叶片采用马氏体不锈钢材料ZG06Cr13Ni5Mo,叶片采用铸造(VOD精炼铸造)成型、数控加工,叶片厚度15~22 mm。
转轮进行的有限元分析表明,在最大水头下,暂时过负荷超过水轮机额定出力时,各部件材料的最大允许应力不超过其屈服强度的50%。在最大飞逸转速或水压试验的条件下,相应部件工作应力不超过屈服强度的75%。材料屈服强度规定值为550 MPa,强度极限750 MPa。
2010年1月发现裂纹以后,业主单位和东风电机厂均对此转轮材料进行了取样检验,结果表明:叶片材料的化学成分、抗拉强度、冲击韧性以及硬度等力学性能均符合ZG06Cr13Ni5Mo的标准。由此说明,老江底水电站在转轮材料的选用上没有问题。
3.3 制造方面
从老江底水电站转轮裂纹的位置来看,裂纹不在叶片的最大应力部位(转轮出水边和上冠连接处),而且不在焊缝处或者焊缝周围。由此可以说明,叶片的铸件质量以及焊接质量不是引起裂纹的主要原因。
3.4 运行工况
2009年7月~2010年6月电站的运行水头见表1。
叶片第一次断裂前,机组运行时间为4 098 h,其中: 出力≤20 MW 为 359 h,20~25 MW 为 491 h,25~40 MW 为 1 846 h,40~51 MW 为 1 402 h。第二次断裂前,机组运行时间为1 528 h,其中出力: 20~25 MW为 72 h,25~40 MW 为 436 h,40~51 MW为1 020 h。
机组运行时,在某些负荷段,在中控室感觉厂房振动较大,偶尔在尾水管内会发出较大的爆裂声音(这种声音在中控室感觉像有放炮爆破的声音),尾水管内经常有比较均匀的拍击声音。由于电站摆度振动在线监测系统出现问题,未能获得定量的检测数据。
从表1可以看出,水轮机的运行水头未超出设计的水头范围,但是运行负荷较低,超出了水轮机的最优负荷区,机组运行状态不稳定,可能引发叶道涡、卡门涡、尾水涡带等一系列水力不稳定。
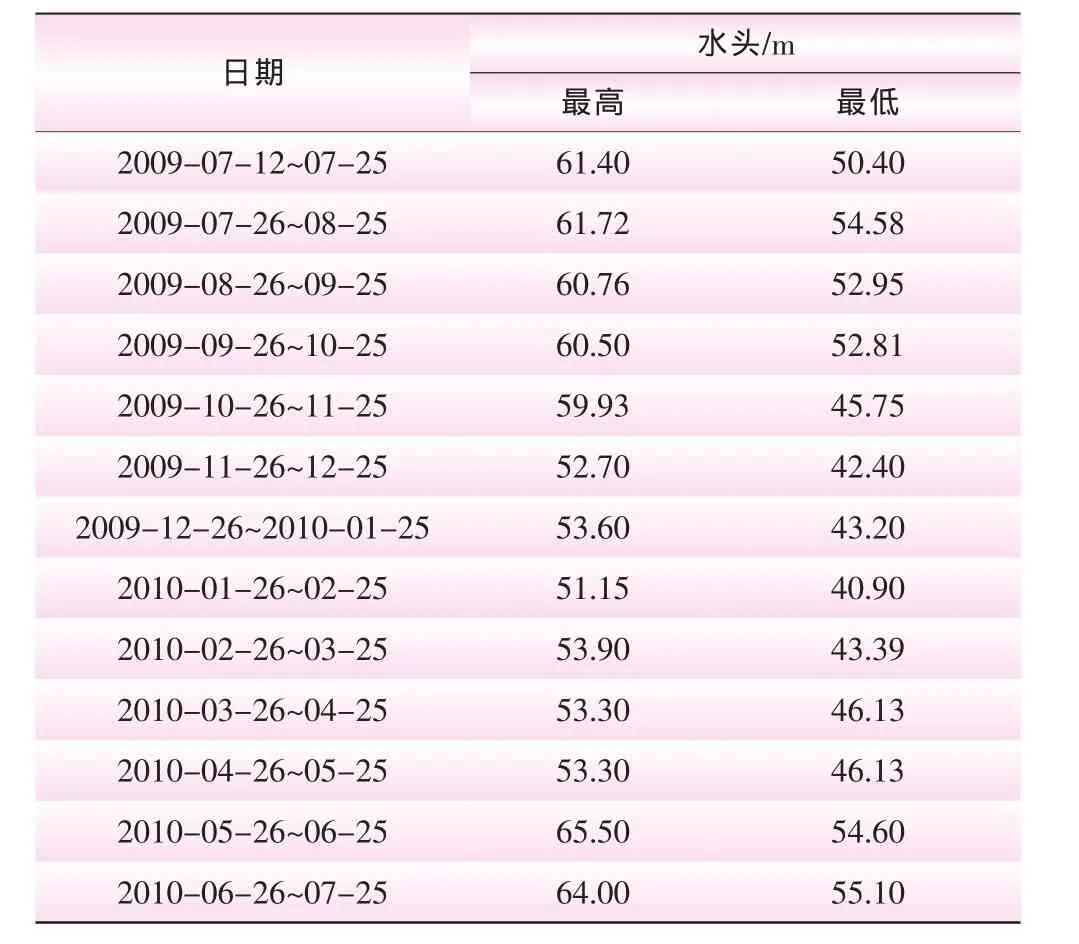
表1 运行水头统计
3.5 压力脉动
压力脉动实质上是水轮机偏离最优运行工况而产生的一系列水力不稳定的表现,包括叶片进口冲角增大带来的叶道涡,绕流经过固定导叶、活动导叶以及叶片而引起的卡门涡,水力自激振动,尾水涡带等。
老江底水电站运行的情况表明,水轮机在运行时不但是尾水管压力脉动幅度较大,而且转轮上腔甚至蜗壳也存在较大的压力脉动。由于老江底水电站并没有进行模型验收试验,转轮的水力性能借鉴的是原有的模型试验资料和国内其他工程的经验。查阅相关资料并结合本电站的运行情况分析,老江底水电站可能存在叶片绕流引起的卡门涡,部分负荷的低频压力脉动可能是叶片裂纹的主要原因之一。部分负荷的低频压力脉动,诱发过高的动态应力,会使转轮叶片开裂。
4 处理及效果
4.1 处理方法
针对水轮机运行在低负荷区时间较长的情况,要求电站运行单位按照规范要求,保证机组在不同的水头下运行负荷在相应的45%~100%范围内,严格控制机组在低负荷运行的时间。进行真机实测,科学划分水轮机的运行区域(即允许运行区,不推荐运行区,稳定运行区,不允许运行区)。
针对机组可能出现的水力不稳定现象,进行转轮叶片出水边打磨处理,在中心线到下环段沿出水边打磨50 mm宽,出水边厚度打磨到5 mm(下环处5 mm,逐步过渡到中心线),并对出水边倒角修圆。
改善尾水补气措施,加强大轴中心孔补气,将转轮处的真空破坏阀换成浮球阀,并取消原设置在发动机轴上的真空破坏阀。
4.2 效果
经过处理后,机组投入运行,到目前为止未发现机组出现异常情况,出力达到设计要求,振动摆度满足规范要求,大轴中心孔补气顺畅。
5 结语
混流式水轮机转轮叶片裂纹是较为普遍的问题,导致转轮裂纹的潜在原因很多,常见的有选型设计不当、制造质量缺陷以及水轮机水力不稳定等,水轮机的运行工况也常常会诱发裂纹的产生。老江底水电站经过修薄水轮机叶片出水边和调整机组运行规范,使水轮机的稳定运行得到很大的改善,防止了水轮机裂缝的产生。
[1]覃大清,刘光宁,陶星明.混流式水轮机叶片裂纹问题[J].大电机技术,2005(4):39-44.
[2]黄源芳,刘光宁,樊世英.原型水轮机运行研究[M].北京:中国电力出版社,2010.
[3]樊世英.混流式水轮机转轮裂纹原因分析及预防措施[J].水力发电,2002(5):38-39.
[4]孙鸿秉,王怀茂.龙滩水电站水轮机转轮残余应力的测试及评价[J].水力发电,2007(40):41-43.
[5]曹剑锦,陈昌林.大型水轮机转轮异常振动及叶片裂纹分析[J].西南交通大学学报,2002(11):66-69.
[6]严祥兵.黄丹电站水轮机转轮叶片裂纹的处理[J].大型铸锻件,2008(2):36-37.
[7]梁卫.水轮机转轮叶片裂纹分析及补强处理[J].华电技术,2010(2):62-66.
[8]夏志昌,袁文清,张伟.珊溪水力发电厂转轮裂纹原因分析及处理[J].电力建设,2009(6):94-95.
[9]于纪幸,徐抱朴,孙殿湖,李兴捷.大朝山水电站转轮裂纹分析[J].水电站机电技术,2005(8):72-75.
[10]毛汉领.混流式水轮机转轮叶片裂纹监测研究[M].北京:中国水利水电出版社,2009.
[11]宋子友.隔河岩电厂2号水轮机转轮裂纹处理方案[J].湖北水力发电,2009(3):70-71.
[12]李政伟,张炽基.万家寨水电站水轮机转轮裂纹原因分析及处理[J].中国水能及电气化,2009(5):44-47.
[13]钟苏.关于水轮机抗振与防裂纹设计的建议[J].水力发电,2005(2):54-56.
[14]王者昌,陈怀宁.水轮机叶片裂纹的产生及对策[J].大电机技术,2003(6):51-56.
猜你喜欢
大电机技术(2022年3期)2022-08-06 07:48:56
特区文学·诗(2021年4期)2021-09-10 07:22:44
大电机技术(2021年3期)2021-07-16 05:38:24
——“AABC”和“无X无X”式词语
小学生学习指导(中年级)(2021年3期)2021-04-06 09:12:02
少儿美术(快乐历史地理)(2020年8期)2021-01-04 01:22:44
装备制造技术(2020年4期)2020-12-25 05:26:00
科技创新与应用(2019年15期)2019-06-28 08:37:30
中国住宅设施(2017年5期)2018-01-24 12:57:36
兰台世界(2017年12期)2017-06-22 14:17:25
水电站机电技术(2016年1期)2016-02-28 14:21:50
