含稀土磷精矿湿法制磷酸过程稀土的浸出规律
2011-06-09 07:47张泽强张文胜吴启海池汝安
武汉工程大学学报 2011年3期
梅 吟,张泽强,张文胜,吴启海,吴 健,池汝安
(1.武汉工程大学环境与城市建设学院,湖北 武汉 430074;2.贵州锦麟化工有限责任公司,贵州 贵阳 550005)
0 引 言
自然界中部分磷矿床,尤其是氟磷灰石矿床伴生大量稀土[1-2].由于稀土离子与钙离子性质很相近,稀土主要以类质同象方式赋存于磷酸盐矿物中,因此分选富集磷矿时,稀土也富集到磷精矿中,具有很大的回收价值[3-4].
磷矿主要用于制磷酸,从中提取伴生稀土,也在制酸过程中进行.其工艺方法可分为热法和湿法两类.因为热法存在成本高和能耗大等问题,有实用意义的还是在湿法磷酸生产过程中提取稀土[5].其中用硫酸分解磷矿的二水法工艺由于技术成熟、工艺简单、操作稳定,在湿法磷酸工艺中居主导地位,因此研究二水法制磷酸过程稀土的走向规律,对从中有效回收稀土具有一定的指导意义.
1 试验磷精矿物质组成
本实验研究对象为贵州织金含稀土磷精矿,表1为该磷精矿多元素化学分析结果,其中稀土钇、铈、镧和镨在稀土总量中的含量较高,分别占稀土总量的29.25%、23.77%、16.17%、12.19%;其次是钕、钆、钐和镝,含量分别占稀土总量的8.58%、2.36%、2.11%和1.32%;其它稀土元素的含量相对较低,分配率在1%以下.
2 实验部分
2.1 试验方法
取磷精矿试验样品30 g,在不同条件下用硫酸分解磷精矿浸出磷和稀土,然后过滤固液分离,分析得到的浸出液及浸出渣中稀土及磷的走向,考查不同分解条件对磷精矿中磷和稀土浸出率的影响.
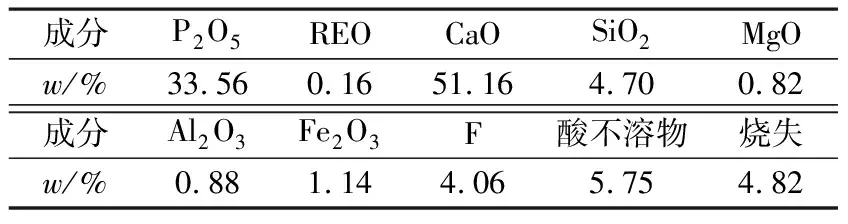
表1 磷精矿多元素化学分析结果
2.2 分析方法
P2O5的分析方法:磷钼酸铵容量法.
方法原理:在硝酸溶液中,磷酸根与钼酸铵和柠檬酸反应生成磷钼酸铵黄色沉淀,过滤后,将沉淀溶解于碱标准溶液中,然后用盐酸标准溶液返滴过量的碱,即可求出P2O5含量.
操作方法:称取P2O50.1 g,加80 mL沉淀剂加热搅拌至沸腾,然后冷却,将沉淀剂转移到漏斗中,用硝酸钾和蒸馏水轮流洗剂数次使滤液呈中性为止;将沉淀和脱脂棉移入原烧杯中,从滴定管中加入NaOH的浓度为0.25 mol/dm3的标准溶液,边加边搅拌,使沉淀完全溶解变成原来白色为止,然后加入酚酞呈紫色,再用浓度为0.1 mol/dm3盐酸标准溶液滴至沉淀从紫色变为白色为终点.
稀土的分析方法:稀土矿石化学分析方法.
操作方法:称0.20 g左右样品于刚玉坩埚中,加入一定量的Na2O2,搅匀,再覆盖一层,置于已升温的高温炉中,熔融片刻,取下稍冷,置于加有100 mL水的烧杯中,在电炉上加热至微沸取下,用稀盐酸洗出坩埚,加水稀至200 mL,搅匀,澄清后过滤,用1% NaOH洗烧杯和沉淀7~8次,水洗1~2次,滤液弃去,用盐酸分次溶解沉淀于容量瓶中,定容到刻度.上机测量.
测试仪器:全镨直读等离子体发射光谱仪,型号:Optima 4300DV;美国PerKinElmer公司;主要技术指标:波长范围:165~782 nm;分辨率:<0.006 nm;重复性:优于1%;工作气体:冷却气(15 L/min)、雾化气(0.8 L/min).
美国PerkinElmer公司的Optima 4300DV全谱直读型ICP-AES(双向观察).
3 实验结果与分析
3.1 硫酸用量对磷和稀土浸出率的影响
硫酸分解磷精矿实际上是沉淀磷精矿中所有钙的反应过程.硫酸的理论用量可以根据磷精矿中的CaO的含量计算.计算出每1 kg磷精矿所需硫酸的理论用量QS为:
以此理论硫酸用量做为参考,进行不同用量硫酸分解磷精矿的试验,得到浸出磷及浸出稀土总量的试验结果列于图1.试验过程固定条件为:液固比3∶1,浸出温度75 ℃,浸出时间4 h,洗涤水用量180 mL.
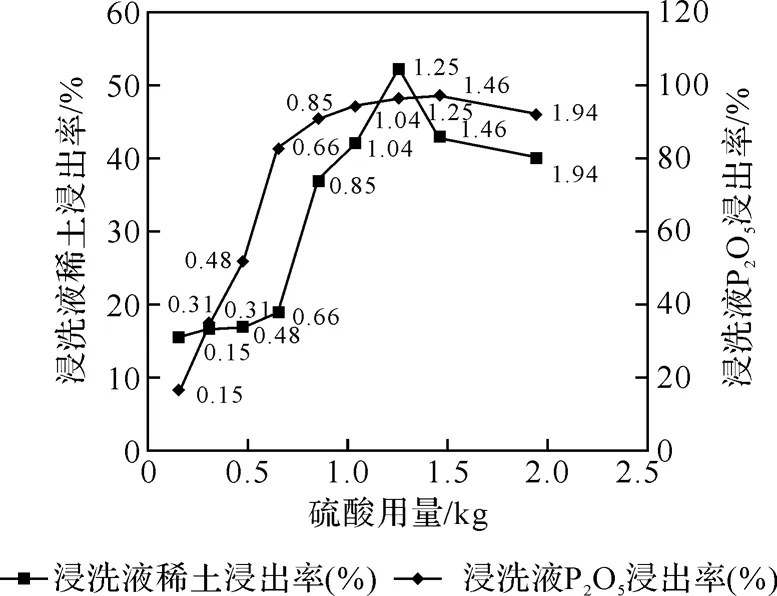
图1 硫酸用量对稀土及磷浸出率影响试验结果
从图1可以看出,硫酸用量在1.25 kg/kg矿时,稀土的浸出率是最好的,浸出率为52.26%,而同时硫酸用量在1.46 kg/kg矿时,磷的浸出率最好为97.53%.由于硫酸用量在1.25 kg/kg矿时,磷的浸出率仍有96.85%.硫酸用量过小,磷和稀土的浸出率都较低;硫酸用量过大,矿浆粘度增大,对磷和稀土的浸出也不利,而且会造成硫酸的浪费.因此,浸出率综合考虑磷和稀土的浸出率,每1 kg磷精矿所需硫酸用量以1.25 kg为佳.
3.2 液固比对磷和稀土浸出率的影响
在确定硫酸用量的基础上,考查了液固比对磷和稀土浸出率的影响,得到浸出磷及稀土的试验结果列于图2.试验过程固定条件为:硫酸用量1.25 kg,浸出温度75 ℃,浸出时间4 h,洗涤水用量180 mL.
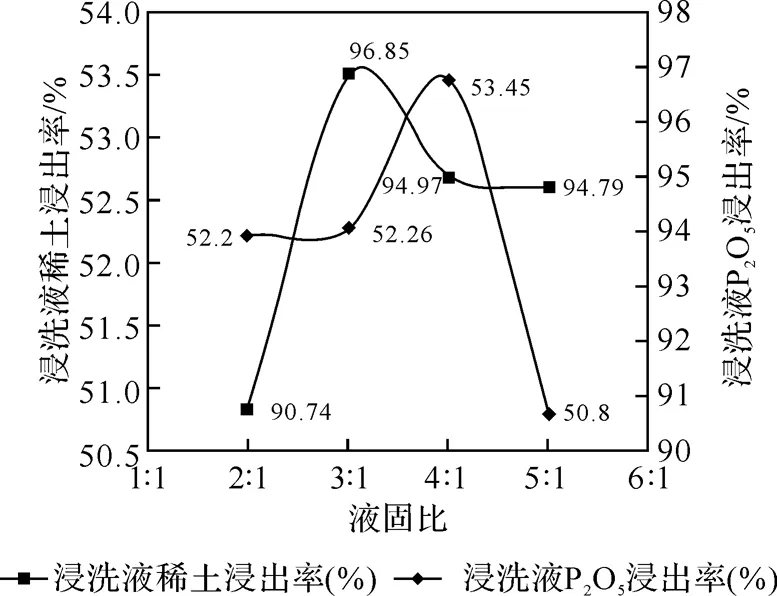
图2 液固比对稀土及磷浸出率影响试验结果
从图2可以看出,当液固比为4∶1时,稀土的浸出率最好,可达到53.45%,而磷的浸出率只有94.79%.而当液固比为3∶1时,稀土的浸出率为52.26%,相比53.45%下降不明显,而磷的浸出率可达到96.85%.当液固比过大或过小时,磷的浸出率都比3∶1效果要差,而稀土的浸出率相当,因此该试验应选用液固比3∶1的反应条件.
3.3 浸出温度对磷和稀土浸出率的影响
在确定硫酸用量的基础上,考查了浸出温度对磷和稀土浸出率的影响,所得试验结果见图3,试验过程固定条件为:硫酸用量1.25 kg,液固比3∶1,浸出时间4 h,洗涤水用量180 mL.
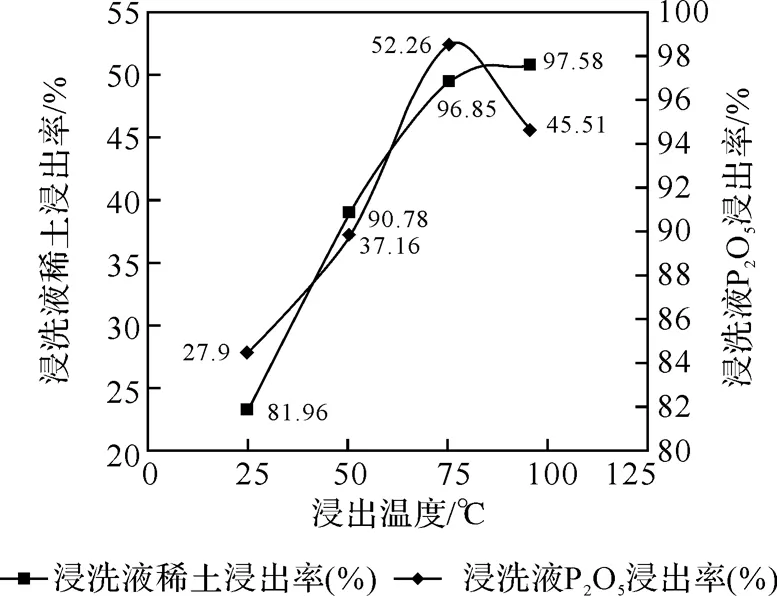
图3 浸出温度对稀土及磷浸出率影响试验结果
从图3可以看出,在反应温度为75 ℃时,稀土的浸出率最好,可达52.26%,磷的浸出率也可达96.85%,而在反应温度为90 ℃时磷的浸出率为97.58%,稍稍高于96.85%,但相差不明显,而稀土的浸出率仅45.51%.因此,在反应温度为75 ℃时,磷和稀土的浸出率相对来说是最高的,固反应温度应选择在75 ℃.
3.4 浸出时间对磷和稀土浸出率的影响
控制硫酸用量1.25 kg,液固比3∶1,浸出温度75 ℃,洗涤水用量180 mL,考查了浸出时间对磷和稀土浸出率的影响,试验结果见图4.
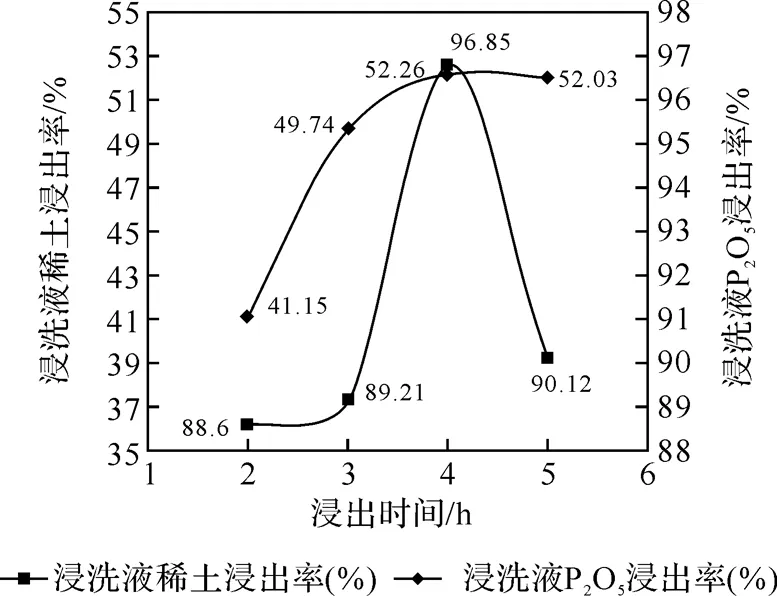
图4 浸出时间对稀土及磷浸出率影响试验结果
由图4可以看出,当浸出时间为4 h时,磷和稀土的浸出率相对来说是最高的,分别为96.85%和52.26%,因此选择浸出反应时间应为4 h.
综上所述,在二水物法萃取磷酸的最优浸出工艺条件即温度75 ℃,酸过量系数1.25,液固比4∶1,反应时间4 h的条件下,稀土的浸出率最好,但最优浸出率仅为53.45%,这说明大部分稀土元素损失在石膏中,对于该难题还需进一步研究.
4 结 语
a. 采用贵州织金含稀土的磷精矿,在实验室研究了硫酸用量、液固比和浸出温度等不同工艺条件下稀土的浸出规律,由不同工艺条件下稀土浸出进入磷酸溶液和留磷石膏的规律可知:在温度75 ℃,酸过量系数1.25,液固比4∶1,反应时间4 h的条件下,稀土的浸出率最好,可达到53.45%.
b. 当浸出率综合考虑磷和稀土的浸出率时,最佳的工艺条件为:温度75 ℃,酸过量系数1.25,液固比3∶1,反应时间4 h的条件下,含稀土磷精矿中P2O5的浸出率为96.85%,稀土的浸出率为52.26%.即可看出稀土的浸出规律与磷的浸出规律基本一致.
参考文献:
[1]Jorjani E, Bagherieh A H, Mesroghli Sh, et al. Prediction of yttrium,lanthanum,cerium,and neodymium leaching recovery from apatite concentrate using artificial neural networks[J].Journal of University of Science and Technology Beijing,2008,15(4):367-374.
[2]Preston J S, Cole P M, Craig W M, et al. The recovery of rare earth oxides from a phosphoric acid by-product. Part 1 Leaching of rare earth values and recovery of a mixed rare earth oxide by solvent extraction[J].Hydrometallurgy,1996,41:1-19.
[3]Awadallah R M,Soltan M E,El Taher,et al.Concentration of lanthanide and actinides present in Sibaiya phosphate ores[J].Modelling, Measurement & Control,C: Energetics,Chemistry & Chemical Engineering,Earth,Resources,Environment,Biomedical Problems,2002,63(1):1-20.
[4]施春华,胡瑞忠,王国芝.贵州织金磷矿岩稀土元素地球化学特征研究[J].矿物岩石,2004,24(4):71-75.
[5]龙志奇,王良士,黄小卫,等.磷矿中微量稀土提取技术研究进展[J].稀有金属,2009,33(3):434-441.
Abstract: In order to ascertain the distribution of rare earths in production of phosphate by dihydrate process, the main participants of this study is Zhijin phosphate concentrates bearing rare earths in Guizhou Province. The production process of dihydrate wet-process phosphoric acid in the laboratory is stimulated and the leaching rules of rare earth are investigated under different conditions. The test results show that when the leaching temperature is 75 ℃, the excess coefficient of sulfuric acidis 1.25, liquid to solid ratio 3∶1, time consumption is 4 hours, the highest leaching rates of Re2O3is 53.45%. Under the optimum conditions the leaching temperature is 75 ℃, the excess coefficient of sulfuric acid 1.25, liquid-to-solid ratio 3∶1 and time consumption 4 hours. The leaching rates of P2O5and Re2O3are 96.85% and 52.26%, respectively.
Keywords: phosphate concentrates bearing rare earths; leaching rule of rare earth; leaching rates
猜你喜欢
中国化肥信息(2019年12期)2020-01-16
中国化肥信息(2018年7期)2018-08-23
中国化肥信息(2018年6期)2018-08-23
中国有色金属学报(2018年2期)2018-03-26
Journal of Forestry Research(2018年2期)2018-03-19
中国化肥信息(2017年7期)2017-12-13
科学与财富(2017年28期)2017-10-14
东华理工大学学报(自然科学版)(2016年1期)2016-05-23
河北地质(2016年2期)2016-03-20
中国资源综合利用(2016年9期)2016-01-22