BPRT技术在天钢联合公司的应用
2011-06-01 07:35:14刘孝义周年杰
资源节约与环保 2011年2期
刘孝义 周年杰
(天津天钢联合特钢有限公司,天津 301500)
1 概述
天津天钢联合钢铁有限公司(简称天钢联合公司)是天津钢铁集团有限公司的控股子公司。该公司由天津钢铁集团有限公司和天津达亿钢铁有限公司于2009年9月共同出资组建。公司以天津钢铁集团有限公司为依托,利用天津钢铁集团有限公司的资金、技术、管理优势,结合天津天钢联合钢铁有限公司经营特点,将实现低成本运行、高利润产出、节能降耗作为公司目标,通过不断采用先进的冶金技术设备,实现了公司生产工艺的创新和生产设备的升级改造,企业的生产规模已达到年产铁400万t、钢400万t能力。为了降低生产成本,我公司采用了多项节能技术,BPRT机组就是其中非常成功的一项。
联合公司现有5座高炉,其中1#高炉是2009年对原有的210m3小高炉进行升级改造,为了实现高炉生产的节能降耗、稳压、高产之目标,在1#高炉改造之际,采用BPRT技术。机组2010年8月在天钢联合正式竣工投产,经近一年的运行,BPRT同比公司同类型高炉轴流风机折算节电25%~30%,节电效果明显。
2 工艺结构
同轴BPRT节能机组即高炉煤气透平和高炉鼓风机同轴系能量回收机组 (Blast Furnace Power Recovery Turbine),简称BPRT装置,是一种利用高炉炉顶煤气压力能和气体显热,把煤气导入膨胀透平做功作用于高炉鼓风机上的能量回收成套装置。该机组将高炉鼓风机、高炉煤气余压回收透平(简称TRT)和电动机串联在同一根轴系上,高炉正常生产时高炉余压通过透平机转化为机械能,带动风机运行,从而减少了电机电流而达到节电的目的。
BPET系统区别于传统的TRT装置和高炉鼓风机组。它主要是在传统TRT装置和高炉鼓风机组的基础上,通过变速离合器把两套机组联结在一起,同时将高精度顶压智能稳定系统集成在机组3H—TRT自控系统中(3H即三高:高精度顶压稳定性控制技术;为提高顶压设定值创造有利条件;提高高炉利用系数降低焦比)。它主要由透平主机、高炉鼓风主机、大型阀门系统、润滑油控制系统、液压伺服控制系统、氮气密封系统、冷却水系统、高低压电气控制系统、自动化仪表控制系统、高精度顶压智能稳定系统等十大部分组成。相对单独的TRT系统取消了发电机及发配电系统,合并了自控系统、润滑油系统、动力油系统等,有效简化了系统的配置,使设备更紧凑、管理更集中,解决了我公司现场空间不足的问题,并且节省了投资及运行费用。
在该机组中,高炉煤气透平回收能量不是用来发电,而是直接同轴驱动鼓风机,没有发电机的机械能转变为电能和电能转变为机械能的二次能量转换的损失,回收效率更高。通过该技术的应用,不仅能回收高炉炉顶煤气所具有的压力能和热能,降低煤气输送管网的流动噪声,还可稳定顶压、风压、流量,从而提高高炉的冶炼强度和产量。450m3高炉炉顶煤气压力为130kPa,常规高炉此部分压力能通过减压装置减压到20kPa供入煤气管网。而高炉采用BPRT装置,将此压力能回收用来驱动鼓风机做功,在给高炉送风的同时回收高炉煤气能量,节约能源的同时,不会对生产和煤气质量造成影响,从而起到节能降耗的作用。
为了进一步实现节能减排的目标,目前联合公司三座1080m3高炉的BPRT机组正在组装。
3 工艺流程
联合公司采用的BPRT机组的型号为:AV45-12同轴能量回收机组,主要由电动机、齿轮箱、轴流压缩机、变速离合器和煤气能量回收透平组成。
机组启动时,先由电动机将鼓风机带到额定工况向高炉送风,待高炉运行正常后将约150Kpa、150℃左右的高压高温煤气引入煤气透平,通过离合器的在线投入功能与鼓风机连接,与电动机共同驱动鼓风机。运行时通过轴流压缩机的静叶调节高炉送风量,通过煤气透平的静叶调节顶压,同时煤气透平可在高炉鼓风机运行时,根据高炉工况所引起的煤气压力变化情况,通过离合器在线投入或切除,而不影响高炉鼓风机的运行,且保证了高炉顶压稳定。煤气通过透平机后压力最低降为12 Kpa、温度最低降为70℃的低压低温煤气 (透平出口压力的高低与外网压力有关),将煤气从高炉中带出的能量回收利用,然后送入外网。
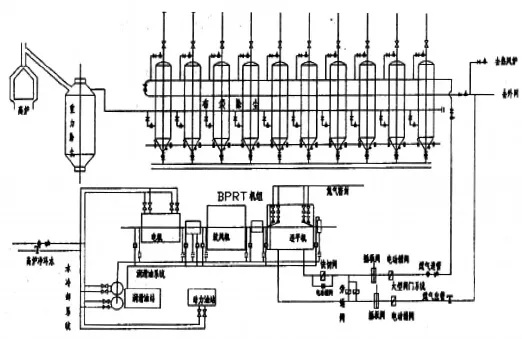
图1 高炉BPRT机组系统示意图
机组通过离合器在线投入或切除后,必要时通过大型阀门系统中DN1600快速切断阀与两台DN600旁通阀相反互动作用,在0.5s内实现机组与管网的自动连接与切除。管网与透平机切断后,由两台DN600旁通阀通过自动控制系统起到调整、稳定顶压的作用。检修时利用进出口插板阀和蝶阀把机组与煤气管网断开。
4 BPRT的使用及注意事项
联合公司BPRT机组于2009年底开始进行安装,2010年8月份正式投入运行。为保证BPRT投运后的正常运行,安装期间,炼铁厂、计控处和机动处有关技术人员调研、学习、分析和研究,并结合联合公司现场实际,与设备厂家认真交流、积极沟通,严格审查每个环节,确保不出纰漏,保证了安装的质量。技术人员制定了详细的单机及联动试车方案,并多方论证,确保了试车成功。
联合公司BPRT同轴机组从8月份投入运行后,运行平稳,炉顶压力波动控制在2KPa以内,高炉操作稳定,炉况顺行。虽然也出现了几次事故停机,但技术人员能够及时发现问题,进行相应解决,未影响生产。
总结BPRT机组投运至今的运行情况,我们认为BPRT操作最关键必须注意以下几点:
4.1 对BPRT机组维护、检查一定要到位,定期定时维护、检查,如检查是否有堵塞现象、漏气现象等。并作为一项制度来执行。
4.2 要严格监测制度,即对CO浓度的监测。有专人负责,监测仪器必须确保准确,要定期校验。
4.3 严格遵循操作规程,操作人员必须熟记BPRT操作规程,确保准确操作设备。
4.4 氮气供应系统应有报警装置,确保安全、不间断、连续供气。
4.5 对检修、维护、操作等人员要进行专业培训,持证上岗。要让所有涉及BPRT机组人员认真学习,消化吸收,使之真正成为自己的东西,这样才能确保BPRT机组的安全操作和运行。
5 经济效益
我公司1#高炉配套的BPRT机组于2010年8月投运,机组运行平稳,轴振动在7~20μm左右,轴承温度小于75℃;高炉顶压波动幅度很小,约±1~3KPa;透平投运后,煤气能量参数从压力145 KPa、温度145℃左右降为压力20 KPa、温度46℃左右,电机电流最大从483A降低到230~270A左右。
正常情况下BPRT机组平均每吨铁节电大约在25%~30%,吨铁节约成本为9.12元,年创效益547.2万元,经济效益显著。
此外,切除透平机组煤气管网噪声约110 dB(A)左右,该机组投运后经测定管网噪声为80dB(A)左右。煤气管网噪声比机组投运前降低约30dB(A),
因此该项技术既有一定的经济效益,又有一定的环境效益,是经济和环境效益“双赢”的节能项目
6.结束语
BPRT机组不仅回收了以往在液压阀组浪费掉的能量,而且将煤气透平产生的压力能直接作用于鼓风机上,同轴驱动,节省了能源的二次转换,可同比提高能源利用效率3%~5%,降低能耗,是一项值得推广的节能技术。BPRT机组是我公司新投入的节能装置,需要我们进一步探索和研究,确保其发挥更大的节能效益。
猜你喜欢
山东冶金(2022年3期)2022-07-19 03:27:00
宁夏电力(2022年5期)2022-02-06 04:09:24
冶金设备(2021年2期)2021-07-21 08:44:20
防爆电机(2020年5期)2020-12-14 07:03:52
山东冶金(2019年3期)2019-07-10 00:54:06
汽车维护与修理(2016年10期)2016-07-10 08:17:41
现代工业经济和信息化(2016年8期)2016-05-17 05:37:28
新疆钢铁(2016年3期)2016-02-28 19:18:53
汽车维护与修理(2015年7期)2015-02-28 12:18:09
发明与创新(2015年37期)2015-02-27 10:40:28