论货车车辆段转向架检修流水线布置形式及能力分析
2011-05-14 10:34:10张建华
铁道标准设计 2011年4期
张建华
(中铁第一勘察设计院集团有限公司,西安 710043)
货车车辆段是铁路货车进行段修的检修基地,近年来随着铁路运输生产力布局的调整,车辆段向集约式、规模化模式转变。为提高生产效率,车辆段检修对流水作业模式的要求越来越高。目前货车车辆段配套转向架、轮对、钩缓、制动阀检修均设置有流水线,其中转向架检修效率是车辆段生产效率最重要的控制因素,因此在车辆段设计中如何分析转向架流水线的检修能力、优化流水线布置形式是值得研究的重要课题。
转向架流水线的布置形式根据转向架检修作业小车的运行范围及回送方式分为环形流水和直线流水2种形式,其选择主要受修车库组合形式、检修工艺等因素影响。近年来随着新型提速转向架的运用,直线流水形式受检修工艺制约多用于车辆厂,悬挂式环形流水线在车辆段修中得到广泛应用。
1 悬挂环形流水线的几种典型布置形式及实例
1.1 转向架检修的主要工艺流程
我国实施重载提速战略后,货车转向架型号以转8AG、转8G、转 K2、转 K4、转 K5、转 K6 为主,转向架检修工艺在原有转8A的基础上升级、细化,根据现阶段铁道部颁布的有关检修工艺指导意见,新的标准化转向架检修工艺如表1所示。流水线工序布置时因布置形式不同转向架冲洗工位可设于线上或线下,形式灵活多样。
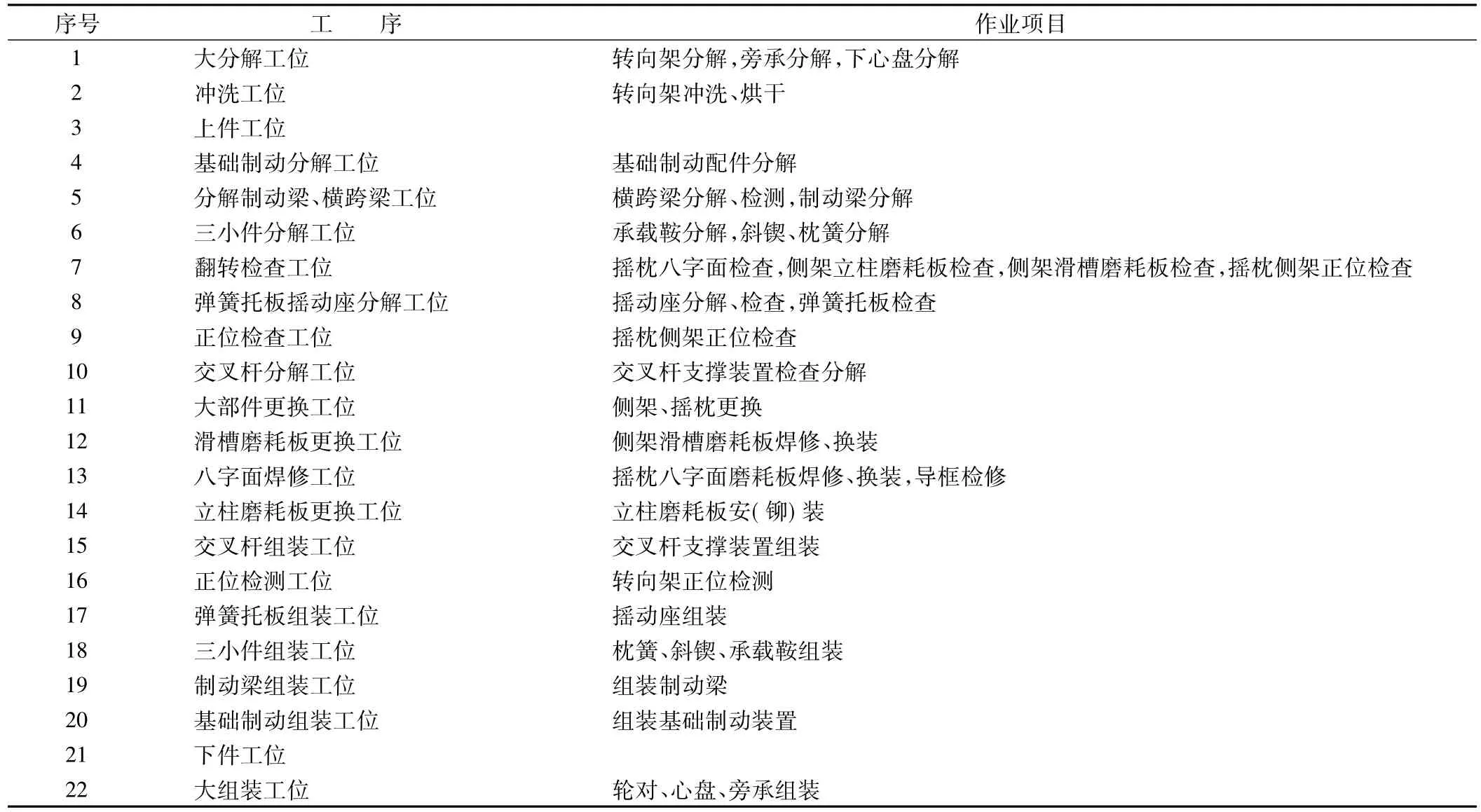
表1 检修工序
1.2 单环形布置
1.2.1 单环流水线典型布置形式(图1)
1.2.2 单环流水线布置的特点
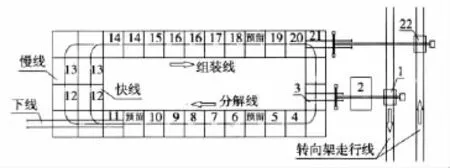
图1 单环流水线布置形式示意
单环流水线设1条分解线、1条组装线,流水线传动有集放链和小车自驱动2种驱动模式。待修转向架上线之前多采用专用吊具运输,转向架冲洗工位多设于上件工位之前,转向架上下线需多次吊运,耗时较多。根据检修工艺需要,流水线一般设有快速转线通道,满足条件的在修转向架通过转线通道可直接进入组装工位,提高作业效率。单环流水线占用的空间相对较小,一般可以布置在跨度为24 m的厂房内。
1.2.3 单环流水线的应用实例
单环流水线适应新型转向架检修工艺需要,作业效率高,布置形式灵活,在实际中得到广泛应用。郑州北车辆段、西安东车辆段、原江岸车辆段等均采用的是集放链传动的单环流水线,包西车辆段、石南车辆段、太原北车辆段采用的是小车自驱动模式的单环流水线。
1.3 改进型单环流水线
1.3.1 改进型单环流水线布置形式(图2)

图2 改进型单环流水线布置形式示意
1.3.2 改进型单环流水线布置的特点
改进型单环流水线设2条分解线、1条组装线,传动方式适宜采用小车自驱动模式。该类流水线由于传动模式改进,布置形式更加灵活,在空间允许的情况下组装线和分解线均可以扩展。该类流水线在布置时可直接覆盖大分解及大组装工位,待修转向架可直接上线,减少中间环节,同时分解工位均按双工位设置,生产节拍变快,效率提高。改进型流水线仍设置1~2条快速转线通道,且转线作业时在修转向架不用下线,充分提高工艺小车在各工位的通过时间。改进型单环流水线占用的空间相对较大,一般可以布置在跨度为30 m的厂房内。
1.3.3 改进型单环流水线的应用实例
改进型单环流水线因布置形式优化,作业效率更高,能够满足日工作量大,但不具备设置2条单环流水线条件的车辆段。目前采用此类流水线的有兰州北车辆段、杭州北车辆段。
1.4 双环流水线
双环流水线是采用2个单环流水线分开布置的形式,其工作效率是单环流水线的2倍。一般来说,采用双环流水线需要更大的厂房空间,工程造价高,只有在规模很大车辆段才采用双环流水线,比如武汉北车辆段。此类流水线与单环流水线布置形式及特点基本相同,不再重复叙述。图3为武汉北车辆段转向架流水线布置示意。
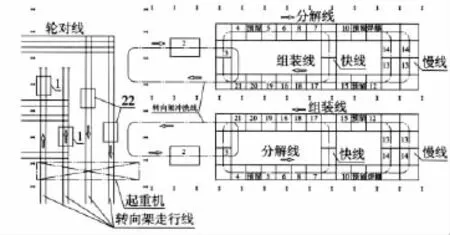
图3 武汉北车辆段转向架流水线布置示意
2 流水线检修能力的分析
2.1 流水线作业时间计算
2.1.1 计算模型的确定
无论何种布置形式的流水线都是从单环流水线派生出来的,并且流水线上各检修工序设置基本不会脱离表1所列,因此以单环流水线作为计算模型是合适的。以下就参照国内使用较多的江苏速升公司生产的转向架流水线的各项设备参数进行作业时间的计算,图4即为含标准工序(除大分解、大组装及冲洗工位外)的单环计算模型。
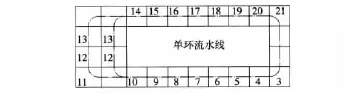
图4 单环计算模型
2.1.2 计算结果
根据江苏速升公司的技术资料,流水线传输速度按12 m/min考虑,各工位间距按4 m计算。各工位检修耗时与操作人员熟练程度、工作快慢、配件的磨损程度、检修更换量大小、工装配置以及效率差异等诸多因素有关。经对现场统计的流水线各工位检修耗时进行分析、计算,取其平均值,其结果如表2所示。
2.2 流水线检修能力计算
2.2.1 计算模型及参数确定
流水线的检修能力取决于每道工序的检修能力,由于各工序能力不可能相等,其能力只能由最小工序能力确定,计算式为
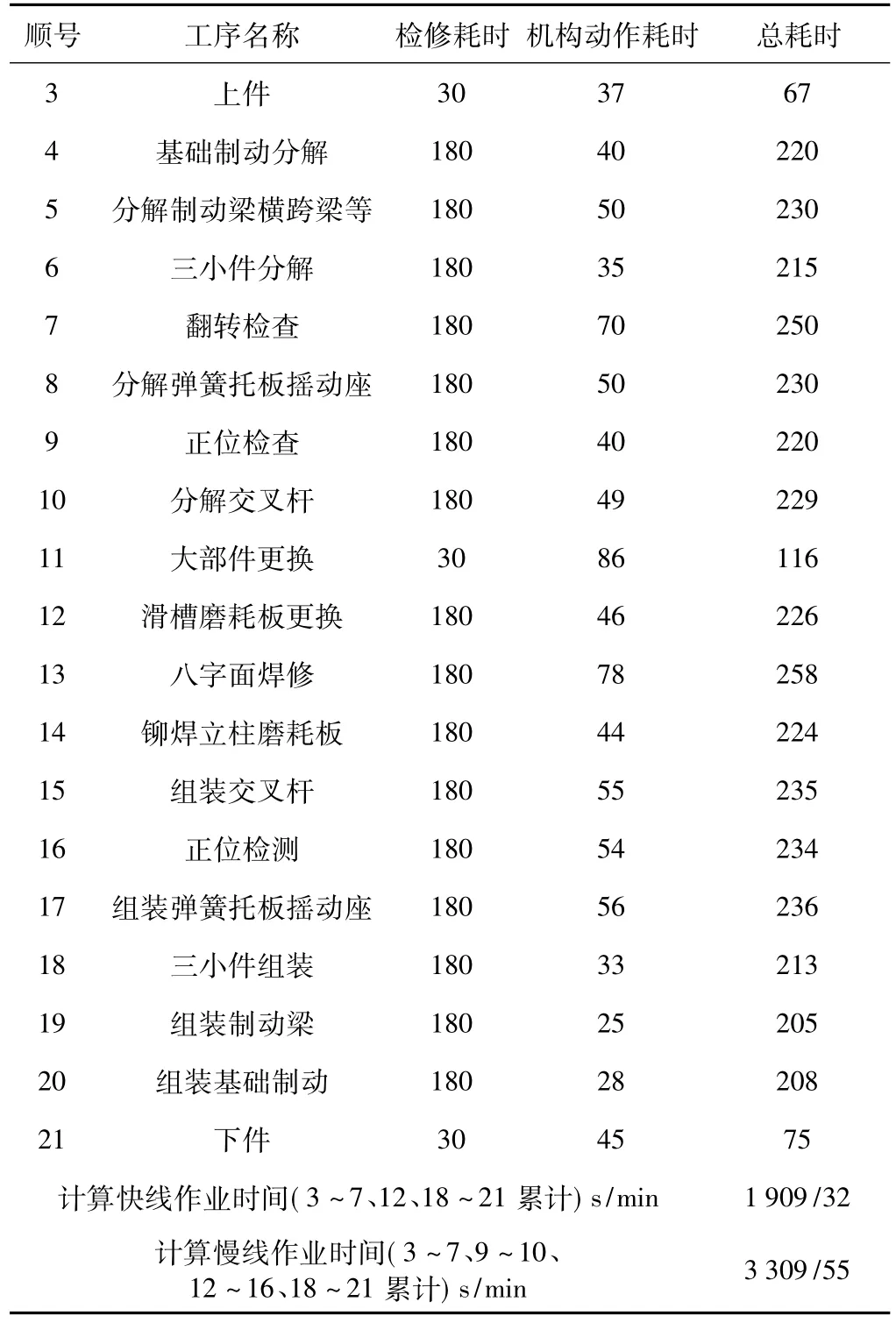
表2 流水线作业时间 s

式中 M——生产能力,个;
F——每日有效作业时间,min;
t——单个转向架在最小能力工序上的耗时,min/个;
η——考虑转向架冲洗作业后的修正系数,取1.2。
车辆段转向架检修受段内架车、落车等作业影响,根据调查,用于转向架检修的时间约占日工作时间的80%左右,因此,转向架检修时间为6.5 h(390 min)。
2.2.2 计算结果
根据选定不同的t值和快线、慢线累计作业时间,分别计算各型流水线的最大生产能力(Mmax)和最小生产能力(Mmin)。计算结果如表3所示。
2.2.3 能力分析
表3中Mmax指待修转向架全部通过快线检修,Mmin指待修转向架全部通过慢线检修,实际情况下几乎不会出现类似工况,因此,流水线的检修能力应按通过快速线的待修转向架所占的比例,按照加权平均的方法进行核算。比如,当进入快线的待修转向架比例为60%时,单环流水线的检修能力为71×0.6+65×0.4=69(个/d)。

表3 流水线检修能力计算
由表3结果推算可知,车辆段规模在24台位以下时宜采用单环流水线,段修规模36台位以下宜采用改进型单环流水线,段修规模大于36台位宜采用双环流水线。
3 结论及建议
本文提出了一种推算检修能力的方法,当表2检修耗时发生变化时,其结果会发生很大的变化。从以上的计算过程可知,耗时定额和有效作业时间是影响生产能力的两个重要指标。通过不同的方法降低耗时定额、提高生产节拍,可以有效地提高生产能力,在实际应用中对关键工位设置双工位就是一种很有效的方法。另外,通过实行多班工作制,延长有效作业时间也可以提高生产能力。
设置何种形式的流水线还应结合工程投资情况、车辆段整体规划、车辆段整体检修工艺、远期预留条件等因素综合考虑,做到合理选型。
[1]章 音.车辆业务[M].北京:中国铁道出版社,1998.
[2]铁道部运输局.加强铁路货车段修基础工艺的指导意见[Z].北京:铁道部运输局,2006.
[3]中华人民共和国铁道部.铁路货车段修规程[M].北京:中国铁道出版社,2004.
[4]陈 雷.铁路货车转向架段修作业基本规范[M].北京:中国铁道出版社,2009.
[5]中华人民共和国铁道部.TB10031—2009 铁路货车车辆设备设计规范[S].北京:中国铁道出版社,2009.
[6]隋瑞政.对货车构架检修工艺过程中生产节拍的一点认识[J].铁道车辆,2001,39(2):34-35.
猜你喜欢
食品研究与开发(2022年1期)2022-01-24 11:40:00
一重技术(2021年5期)2022-01-18 05:42:08
水产学杂志(2021年4期)2021-10-18 07:14:30
铁道通信信号(2020年12期)2020-03-29 06:22:26
工程与建设(2019年2期)2019-09-02 01:34:06
测控技术(2018年4期)2018-11-25 09:47:14
铁道通信信号(2018年7期)2018-08-29 01:17:08
公民与法治(2016年24期)2016-05-17 04:21:53
电气化铁道(2016年4期)2016-04-16 05:59:48
电机与控制应用(2015年2期)2015-03-01 03:49:22