
双曲线回转轮廓面的宏变量编程
2011-04-13 02:01韩鹏
科技传播 2011年2期
韩 鹏
中国一拖高级技工学校,河南 洛阳 471003
随着技术的发展,自动编程逐渐会取代手工编程,但宏程序简洁的特点使之依然具有比较大的使用空间。本文就此展开论述。
1 宏程序与自动编程的主要区别
宏程序具有灵活性。通用性和智能性等特点,适合编程加工规则曲面的零件,自动编程软件:适合主要由大量的不规则复杂曲面构成的模具成型零件。
1)对规则曲面的编程来说:使用自动编程软件编程一般都有工作量大,程序庞大,加工参数不易修改等缺点。而宏程序则注重把机床功能参数与编程语言结合,而且灵活的参数设置也使机床具有最佳的工作性能,同时也给予操作工人极大的自由调整空间。使编程人员从繁琐的、大量重复性的编程工作中解脱出来。
2)自动编程软件生成的程序通常都比较大,非常容易突破机床系统内部程序存储空间的限制,因此一般来说除了相对简单的加工以外,其余绝大部分程序都不得不以DNC方式进行在线加工,显然机床与电脑之间的传输速度成为了影响加工速度的第一个“瓶颈”因素。除了那些机床系统内置硬盘或机床与电脑之间用以太网等形式进行组网的新型数控机床(主要是高速加工机床)之外,目前大多数数控铣床/加工中心都是通过RS-232口的串口通信来实现DNC在线加工的。系统所支持的RS-232口最大的传输波特率19200bit/s,而大多数DNC软件支持的最大波特率多数也不过在19200bit/s~38400bit/s即使在19200bit/s的波特率下工作,当计算精度较高、进给速度F值较大(如F1800~F2500)时,程序传输速率往往跟不上机床的节拍,在实际加工中可以看到机床的进给运动有明显的断续、迟滞、,实践证明,由于RS-232口通信抗干扰能力有限(除非在机床及计算机两侧都采用较昂贵的光点耦合保护电路),其传输效果实际上还涉及到传输线是否屏蔽良好、是否长度适中、机床于电脑两端接地是否良好等,波特率越高,传输越不稳定,实际中往往被迫限制在9600bit/s甚至更低,如此一来DNC在线加工方式下加工效率便大打折扣。
2 实例研究双曲线回转轮廓面宏程序的编程
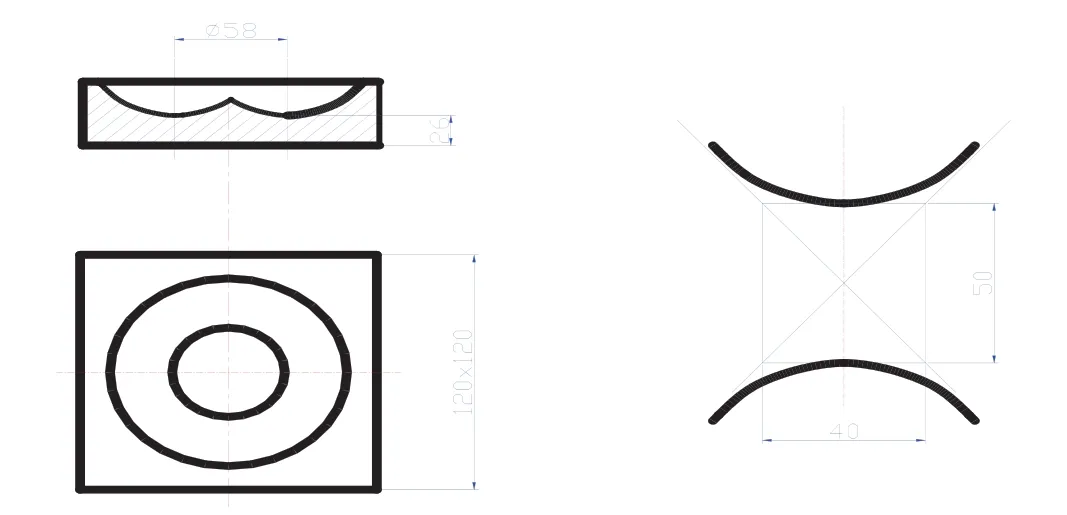
例图
2.1 编宏程序(双曲线回转轮廓面)
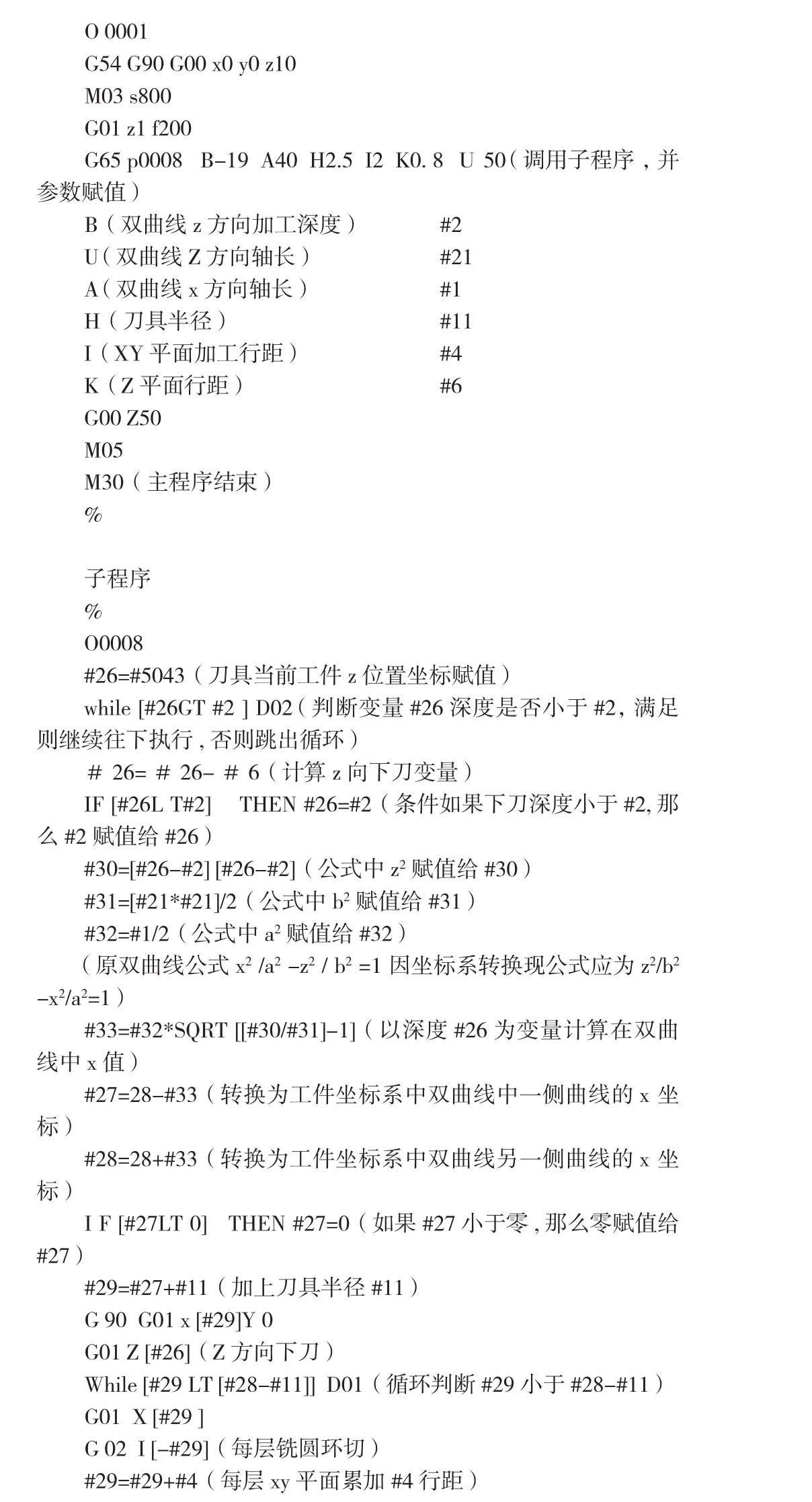
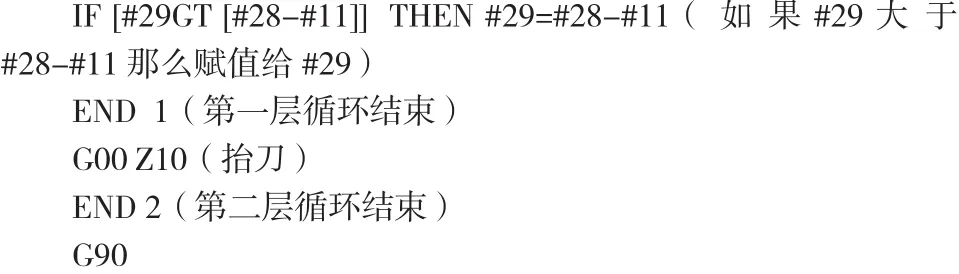
通过以上的实例合理地利用子程序、宏程序和代码段进行编程,对于数控加工程序的简化,作用是十分明显的,。现实的加工中,有相同或相似特征的零件很多,如果大家在从事加工或编程的过程中能合理的利用这些编程技术,定能起到事半功倍的效果,也就是说宏程序在数控编程加工中有不可替代的独特地位。
猜你喜欢
智能制造(2021年4期)2021-11-04
智能制造(2020年5期)2020-07-03
电子测试(2018年7期)2018-05-16
中学生数理化(高中版.高二数学)(2017年1期)2017-04-16
深圳职业技术学院学报(2015年5期)2015-11-30
焊接(2015年9期)2015-07-18
机械工程师(2015年10期)2015-02-02
中学数学杂志(2015年9期)2015-01-01
电子设计工程(2012年3期)2012-07-13
单片机与嵌入式系统应用(2010年2期)2010-06-22
