
搅拌站控制系统的迭代自学习算法设计
2011-04-10 02:23杨聚庆刘娇月王光民
制造业自动化 2011年14期
杨聚庆,刘娇月,王光民
YANG Ju-qing1,LIU Jiao-yue1,WANG Guang-min2
(1. 河南工业职业技术学院,南阳 473009;2. 河南红宇企业集团有限责任公司,郑州 451450)
0 引言
搅拌站控制系统设计直接关系到沥青混凝土拌和料的生产质量、生产效率以及搅拌站自动化控制和管理水平。在搅拌站配料控制过程中,由于落差及物料流不稳定给实际控制配料精度带来了较大的困难,动态称量过程中“飞料”、落料对秤的冲击等因素的影响明显。本文基于迭代自学习控制方法设计了系统的补偿量学习算法,根据算法程序实现过程控制,提高了生产配料精度,降低了废料率。
1 控制系统整体结构
搅拌站控制系统采用“计算机组态控制技术+PLC控制技术+优化控制算法+现场总线技术”的控制方案,通过PROFIBUSDP总线及以太网通信组成分布式计算机控制系统,由上位机、PLC、分布式I/O单元、触摸屏、变频器、智能仪表等组成。总体结构如图1所示。
2 配料控制程序
配料控制是整个控制系统的核心,包括配方输入、称量、拌合、放料等过程控制。配料的准确性直接影响到产品质量。配料控制通过PLC主站控制称量装置的动作来实现。系统配有石粉称量装置、热骨料称量装置和沥青称量装置,各种粒径的石料按照一定的顺序称量而合用一台称量装置,粉料用一台称量装置,沥青用一台称量装置。

图1 控制系统结构总图
配料过程分为四个子模块区域:骨料称量子模块、料称量子模块、沥青称量子模块、配料补偿子模块。通过程序块将用户程序分布到不同的块中并建立块调用的分层结构来组织程序。
3 配料控制补偿量分析
在配料控制过程中,物料从贮料仓下落到计量斗,到达计量斗后才能通过传感器得到实际重量信号。由于空中尚有余料,因此传感器得到的重量信号并不能及时反映从料斗下落的实际物料重量。而且,当料门关闭后,最后计量斗内的物料实际重量应包括这部分落差量(也称“飞料”)。落差及物料流不稳定所引起的落差随机变化,都给配料精度的提高带来了较大的困难。
克服因落差引起的称量误差唯一的办法就是在配料过程中,提前关闭给料门,即在到达配方设定值之前就关闭给料门,切断料流。等待落差量全部落入计量斗,最后实际配料重量为关门时的重量值和落差值之和。只要使最后实际配料重量在设定值的允许偏差范围之内,就完成了配料的精度控制。配料控制的补偿原理如图2所示。由于受各种因素的影响,落差值是一个随机的变量,究竟如何确定提前量(补偿量),使得恰好等于落差值,便是需要解决的问题。
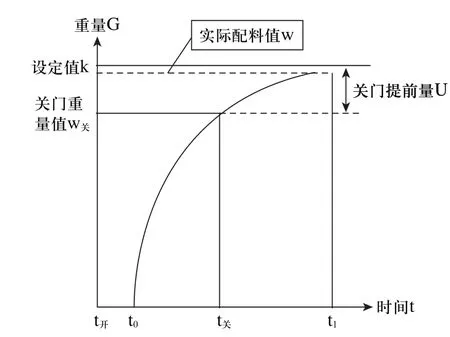
图2 配料控制的补偿原理
4 自学习迭代算法设计

图3 迭代自学习控制系统的控制过程图
由于各物料是由高处落入秤中,粒径大小、物料位置的高度、需要量的多少,甚至称量的顺序都直接影响配料的精度。一般采用经验数据与自学习调整相结合的方法解决落差量对配料精度的影响。以纯滞后数学模型为基础,利用经验公式,采用迭代自学习控制方法对落差进行预估及计算,实现落差自动修正,提高计量的准确度。
在迭代自学习控制系统中,控制作用的学习是通过对以往经验(控制作用与误差的加权和)的记忆实现的,算法的收敛性依赖于加权因子的确定。这种学习系统的核心是系统不变性的假设,以及基于记忆单元的间断的重复训练过程。学习规律简单可循,还可以实现训练间隙的离线计算,因而不但有较好的实时性,而且对于干扰和系统模型的变化具有一定的鲁棒性。迭代自学习控制系统的控制过程如图3所示。
首先在第一次称量前,根据经验人为设定一个补偿量的初始值Wf1,
u值一般取配方值Wt的5%,第一次称量就以配方值与它的差值作为控制值,达到WtWf1时发出关门信号提前结束称量。此时实际称量值W1与配方值Wt存在误差△W1,
可以产生新的切换系数:

q为加权学习因子。
计算出第一次称量的误差,接着以初始值和实际误差的加权值之和作为下一次的补偿量,从而决定一个新的落差值,作为控制下一次称量的依据,第二次称量结束后,又计算出一个新的补偿量,该补偿量实际上是考虑了上二次的误差后计算出来的。以此类推,以后每次都进行这样的修正,称量次数越多,称量的误差就越小。
根据补偿量的学习算法,编制了配料补偿子模块,每次称量时调用。
在编制补偿量控制算法程序时,采用表1中的算法公式。
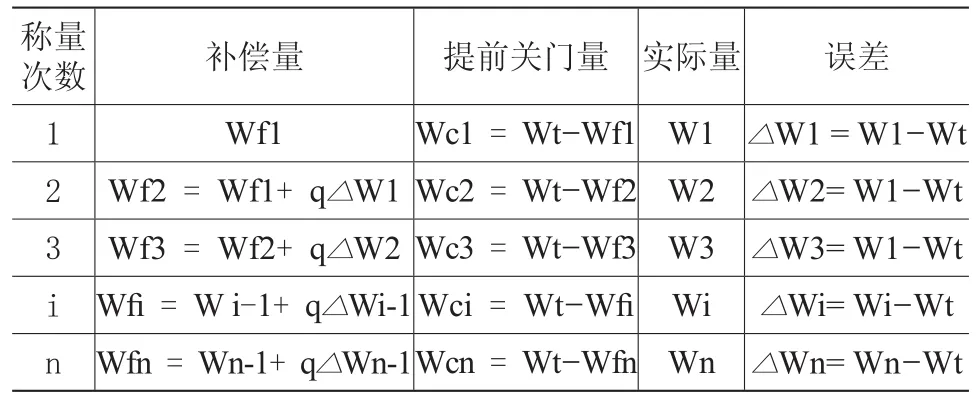
表1 配料控制的补偿量修正程序表
由表1可得出:

式中:n—设定的配料次数
Wt—物料计量配方值,直接取自输入配比
Wci—提前关门量,各次实际控制的物料计量值
W fi —各次补偿量
Wi—各次实际测量值
5 结论
基于迭代自学习控制方法的补偿量学习算法设计,对配料控制过程进行了补偿程序控制,提高了配料和控制精度,动态称量过程中“飞料”、落料对秤的冲击等因素的影响明显减小。实际使用测试,配料控制经过4-5批次参数自动修正后计量精度能够达到骨料≤0.5%、粉料≤0.35%、沥青≤0.3%,混合料的油石混合比≤0.3%,达到优等品质量标准,取得了满意的使用效果。目前改设计已推广应用到国内大中型沥青混凝土搅拌设备,对筑路机械的国产化智能控制系统开发具有重要意义。
[1] 冯忠绪,赵利军. 智能化搅拌设备[J]. 长安大学学报: 自然科学版,2004,2(46): 77-79.
[2] 杨聚庆,刘娇月. 搅拌站电气控制系统的设计与应用[J].电气技术,2009,4: 66-68.
[3] 林涛,王志文,王江波. LB2000型沥青混凝土搅拌设备计算机控制系统[J]. 筑路机械与施工机械化,2006,2(32):15-17.
[4] 田奇. 沥青及混凝土搅拌站应用技术[M]. 北京: 中国建材工业出版社,2005.
[5] 陈拴发,陈华鑫,郑木莲. 沥青混合料设计与施工[M]. 北京: 化学工业出版,2006.
猜你喜欢
小学生作文(低年级适用)(2022年9期)2022-09-28
石油沥青(2022年1期)2022-04-19
建材发展导向(2022年3期)2022-04-19
建筑与预算(2022年2期)2022-03-08
小学科学(学生版)(2021年12期)2021-12-31
快乐语文(2021年33期)2021-12-21
疯狂英语·新阅版(2021年5期)2021-06-21
建材发展导向(2019年11期)2019-08-24
时代英语·高二(2015年1期)2015-03-16
筑路机械与施工机械化(2014年8期)2014-03-01
