某600 MW机组再热器防磨罩固定焊点产生裂纹原因分析
2011-03-28 06:20:32于鹏峰段学农刘志辉
电力建设 2011年3期
于鹏峰,段学农,刘志辉
(1.湖南省电力公司试验研究院,长沙市,410007;2.华润电力湖南有限公司,湖南省郴州市,423000)
0 引言
某电厂锅炉在投产2年后首次大修水压试验过程中,低温再热器至高温再热器过渡段管子发现多处漏点,这些漏点集中在管子与防磨罩的焊接处。泄压后对同类型防磨罩焊接处进行扩大性检查发现多处防磨罩与管子焊接处焊缝产生裂纹并伤及母材,因此有必要进行进一步原因分析,以避免产生类似的安全隐患。
1 锅炉简介
该锅炉系北京巴布科克·威尔科克斯有限公司生产的B&W B2028/17.4-M亚临界参数、自然循环、双拱炉膛、一次再热、固态排渣、“W”型火焰锅炉。燃烧器布置在下炉膛前后拱上,尾部为双烟道结构,采用挡板调节再热汽温,平衡通风,露天布置。每台锅炉配有6台沈阳重型机器厂生产的BBD4060A型双进双出钢球磨煤机,24个EI-XCL浓缩型煤粉燃烧器;燃烧器错列布置在下炉膛的前后墙炉拱上,前墙12只、后墙12只。锅炉设计燃用无烟煤,主要设计参数如表1。表1中BMCR工况为锅炉最大连续蒸发量工况、BRL为机组运行寿命内平均效率的额定工况。
2 泄漏点检查情况
该锅炉过热器及再热器吹灰通道处防磨罩均为锅炉厂出厂携带,防磨罩固定方式为两头用抱箍固定,中间两端与母材焊接,防磨罩与母材焊接焊缝较长(大部分在6~80 mm之间,设计为50 mm)。
将泄露的5根管子切割下来进行检查发现:其中1、2号管子在割除防磨罩后,在原焊接处进行了打磨并进行了磁粉检测,1号管子有2条裂纹,长度分别为55 mm(图1)和10 mm,2号管子有1条裂纹,长度为55 mm(图2)。3、4、5号管子未去除防磨罩,直接对焊缝进行检测,3号管子有2条裂纹,长度分别为50 mm和10 mm(图3)。
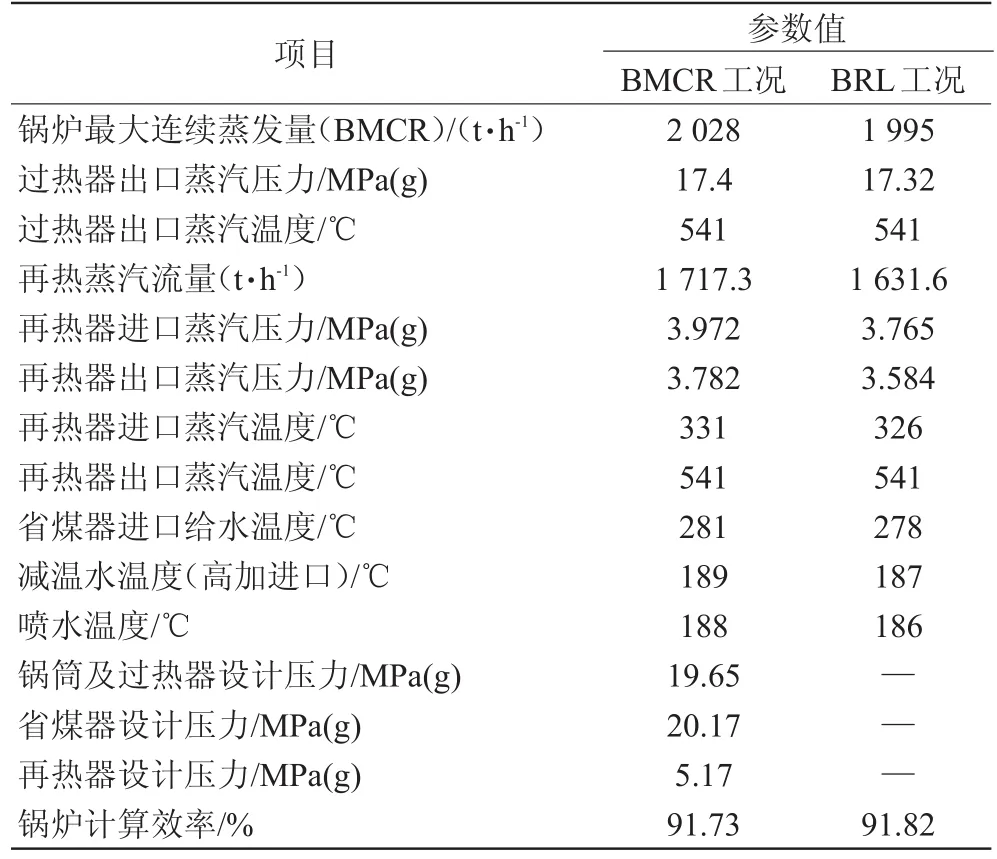
表1 锅炉主要设计参数Tab.1 The main design parameter
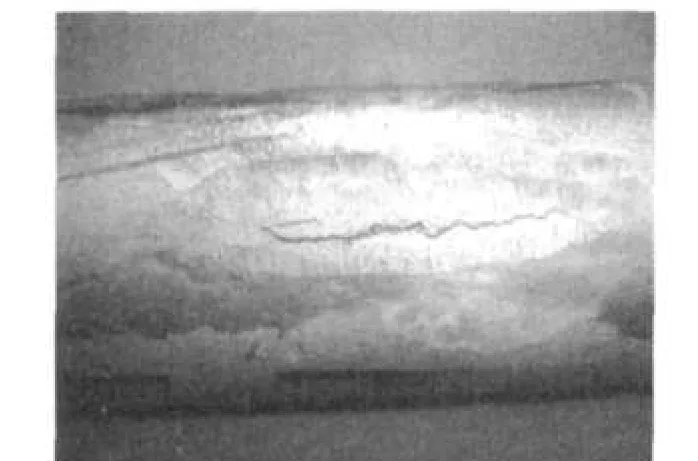
图1 1号管裂纹(长55 mm)Fig.1 Cracks of No.1 pipe (55 mm in length)

图2 2号管裂纹(长55 mm)Fig.2 Cracks of No.2 pipe (55 mm in length)

图3 3号管裂纹(长10 mm)Fig.3 Cracks of No.3 pipe (10 mm in length)
3 原因分析
3.1 材质分析
低温再热器管段材质为12Cr1MoV,防磨罩材质相当于Cr18Ni9。管材与防磨罩的焊缝材质为E7018A1(Cr含量约为6%,Mo含量约为0.5%,V含量约为0.1%),材质中不含镍(Ni)成分,因此低再管与防磨罩的焊缝是异种钢对接焊缝。按照《火力发电厂异种钢焊接技术焊规程》要求:当两侧钢材之一为奥氏体不锈钢,且工作温度低于425℃时,可选用与所焊奥氏体不锈钢相应的焊条(焊丝);对工作温度大于425℃的耐热合金钢管子、管件承压部件进行补焊或在其上焊接管接头时,若限于条件,焊后无法进行热处理时,推荐选用镍基焊条。因此,此焊材的选用不够恰当。
3.2 焊接工艺分析
经扩大性检查发现低再至高再过渡段区域仍有100余根存在防磨罩焊缝裂纹,且焊缝收弧点均存在不同程度弧坑,裂纹均在收弧点弧坑处,如图3、4所示。在高过、屏过处也存在少量该种现象。

图4 3 号管收弧点弧坑Fig.4 Crater at the arc stopping point of No.3 pipe

图5 4 号管收弧点弧坑Fig.5 Crater at the arc stopping point of No.4 pipe
12Cr1MoV珠光体耐热钢为低合金耐热钢,此类钢的Cr含量较高,在500~550℃时具有较高的热强性和持久强度。12Cr1MoV钢的化学成分及力学性能见表2。
由表2可见,12Cr1MoV钢的碳及合金元素含量较多,淬硬敏感性较大,易在焊缝及热影响区出现淬硬组织。在接头刚性及应力较大时,易产生冷裂纹。焊接时应采取必要的工艺措施,使焊接接头有足够的热强性能,同时发现存在弧坑时须在弧时将弧坑填满。

表2 12Cr1MoV珠光体耐热钢化学成分Tab.2 The chemical constituents of 12Cr1MoV pearlite
异种钢焊接接头和同种钢焊接接头有本质差异,主要是熔敷金属与两侧焊接热影响区和母材存在不均匀性。不均匀性包括化学成分不均匀、组织的不均匀性、性能的不均匀性、应力场分布不均匀。当焊工未能完全执行焊接工艺产生弧坑时,焊材在收弧和起弧处容易产生弧坑裂纹。
异种钢对接接头的热膨胀系数和导热系数也不同,所以当锅炉启停时,异种钢对接接头各部位的热膨胀系数不同引起塑性区域不同,造成应力增大。当焊接接头中存在弧坑裂纹时,裂纹就容易延伸扩张到母材上,产生泄漏。
因此,焊工在焊接时未将收弧点弧坑填满是弧坑产生裂纹并伤及母材的主要原因。
4 结论
(1)焊接工艺有问题,焊工操作不当,收弧点弧坑缺陷是防磨罩固定焊点产生裂纹的源头。锅炉厂需对该种防磨罩固定方式进行论证,是否继续采取这种固定方式,如要采取,对目前状况采取进一步工艺控制防范措施。
(2)防磨罩与母材焊接焊缝较长(大部分在60~80 mm之间,设计为50 mm),不同材质(防磨罩、低再过渡段管材)的膨胀系数不一样,并且防磨罩与管壁温差大,膨胀产生的应力是引起裂纹扩展的重要原因。
(3)再热器管材质为12Cr1MoVG,防磨罩材质0Cr18Ni9,焊材为E7018A1,此焊材的选用不符合《火力发电厂异种钢焊接技术规程》。
[1]DL/T 7520—2001火力发电厂异种钢焊接技术焊规程[S].
[2]叶剑文,谢美琼.12Cr1MoV珠光体耐热钢管焊接工艺[J].中国特种设备安全,2007,23(7):23-27.
[3]杨冬,刘琳智.锅炉过热器与再热器流量分配的非线性数学模型及壁温计算方法[J].中国电机工程学报,2001,21(5):38-42.
[4]刘俭.火力发电厂安全性评价[M].北京:中国电力出版社,2003.
[5]韩才元,徐明厚,周怀春,等.煤粉燃烧[M].北京:科学出版社,2001.
[6]刘强,郭民臣,王毅林,等.二次再热机组的热耗变换系数和汽耗变换系数[J].中国电机工程学报,2007,27(26):59-64.
[7]林万超.火电厂热系统节能理论[M].西安:西安交通大学出版社,1994.
[8]王培红,贾俊颖,金旭英.再热机组热力循环效果的评价及其算法研究[J].中国电机工程学报,2002,22(3):68-71.
[9]黄新元.电站锅炉运行与燃烧调整[M].北京:中国电力出版社,2002.
[10]胡荫平.电站锅炉手册[M].北京:中国电力出版社,2005.
[11]施明恒,李鹤立,王素美.工程热力学[M].南京:东南大学出版社,2003.
[12]徐旭常,毛健雄,曾瑞良,等.燃烧理论与燃烧设备[M].北京:机械工业出版社,1990.
猜你喜欢
电子乐园·下旬刊(2022年5期)2022-05-13 20:42:21
中国特种设备安全(2022年1期)2022-04-26 14:16:24
中国特种设备安全(2019年4期)2019-05-20 09:55:42
动画大王(漫画行)(2016年7期)2016-07-30 01:27:07
动画大王(漫画行)(2016年5期)2016-07-29 11:51:01
动画大王(漫画行)(2016年4期)2016-07-29 11:16:12
动画大王(漫画行)(2016年1期)2016-07-29 04:30:45
真空与低温(2015年4期)2015-06-18 10:47:22
小天使·二年级语数英综合(2015年4期)2015-04-20 11:45:04
幼儿智力世界(2014年5期)2014-06-18 03:09:30