
基于振动检测的X射线管旋转阳极工作状态监测与分析系统研究
2011-03-22 08:53吴昊王卫东严勇张帅祖贺飞陈卫彬
中国医疗器械杂志 2011年1期
【作 者】吴昊,王卫东,严勇,张帅,祖贺飞,陈卫彬
中国人民解放军总医院医学工程保障中心计量测试研究室,北京,100853
基于振动检测的X射线管旋转阳极
工作状态监测与分析系统研究
【作 者】吴昊,王卫东,严勇,张帅,祖贺飞,陈卫彬
中国人民解放军总医院医学工程保障中心计量测试研究室,北京,100853
提出了一种基于振动信号监测的X射线管工作状态无损检测与分析的方法。利用Labview虚拟仪器开发平台,采用加速度传感器、24位高分辨率数据采集卡和计算机建立X射线管振动信号采集分析系统,实现了X射线管振动信号的快捷、高效采集与存储,并完成振动特征的提取和处理,为有效诊断X射线管旋转阳极早期故障探索了新的途径。
X射线管;旋转阳极;工作状态;振动;监测
0 引言
大型X射线影像设备是医院重要的诊疗设备,主要包括计算机断层成像设备(Computer Tomography,以下简称“CT”)、数字减影血管造影设备(Digital Substraction Angiography,以下简称“DSA”)和各类普通医用X线机等。X射线管是大型X射线影像设备的主要的高值、易损部件。以CT用X射线管为例,价格从40万元/只至150万元/只不等,DSA用X射线管价格也多在50万元/只至120万元/只左右,即使价格相对便宜的普通医用X射线管,价格也多在10万元/只至30万元/只左右。为此,医院每年往往需要投入大量资金新购X射线管或为其购买保修。目前在国内一些大型三级甲等医院,大型X射线影像设备的配置规模已达数十台,每年仅新购X射线管或为其购买保修就需花费数百万元,甚至上千万元。以解放军总医院为例,2006年5月至2009年3月,仅更换CT用X射线管就达17只、DSA用X射线管8只。然而,由于X射线管是结构复杂、制作工艺精细的真空器件,临床工程师在日常的保障工作中受限于研究工具和手段,往往对其束手无策。但是经验丰富的临床工程师在对大型X射线影像设备进行长年保障的过程中,还是逐渐总结出X射线管在全寿命周期内的性能变化,往往可以通过一些外部物理特征的变化,如温度、振动、声音等,通过感官感知,例如:利用触觉——用手触摸X射线管管套以确定X射线管的温度是否过高、振动是否异常;利用听觉——用耳朵判断X射线管旋转阳极轴承是否存在异响。特别值得关注的是,根据放军总医院2006年以来的统计,在CT、DSA、DR等大型影像设备的X射线管故障中存在三大特点:一是与X射线管旋转阳极相关的故障占全部故障的77%,几乎所有更换的CT和DSA用X射线管都存在旋转阳极异响问题,X射线管旋转阳极故障确实是X射线管故障中最为常见的故障[1-2];二是广泛存在X射线管旋转阳极性能下降先于X射线质量下降的现状,部分X线管在旋转阳极产生较大噪声异常的情况下,仍可正常发出X射线,完成图像扫描;三是对于热容量大、转速高的CT、DSA用X射线管存在如图1所示的状态变化过程,即X射线管由初始良好状态伴随使用,逐步出现旋转阳极异常振动和异常噪声现象,最后出现旋转阳极剧烈摩擦、卡死、紧急停机,继而阳极靶面损坏。同时,由于旋转阳极结构具有热容量大、焦点小的突出优点[3],目前大型X射线影像设备的X射线管均采用旋转阳极X射线管。鉴于以上原因,我们认为要提高医院大型X线影像设备的保障水平,迫切需要寻找科学、可靠、有效的X射线管旋转阳极工作状态检测方法,从而有效预测X射线管的寿命。

图1 X射线管旋转阳极故障发展模式图Fig.1 The development mode of the malfunction of X ray tube’s revolving anode
对类似X射线管旋转阳极等旋转机械的状态监测与故障诊断最早开始于20世纪60年代,最初应用于航天航空与军用机械的轴承检测,进入20世纪80-90年代,伴随硬件技术的进步与小波分析、人工神经网络等信号分析处理理论的完善,旋转机械的振动分析逐步从理论走向实践,并在电力机械等行业得到实际应用,产生了巨大的经济效益[4-6]。目前世界主要的X线医用设备生产厂商,如西门子公司、飞利浦公司和通用电气公司等,提供给医院用户的X射线管工作状态监测与故障预防系统,主要是基于X射线管的温度监测,其原理是当X线设备因使用过于频繁或散热系统故障等导致X射线管阳极靶面温度过高,就会触发保护机制,强制停止曝光,从而实现对阳极靶面的保护。虽然,温度监测能避免阳极靶面的突发损坏,但是对于包括阳极靶面和轴承的整个阳极旋转机构而言,缺乏对振动特征等慢变状态信号的监测与分析,故开展基于振动分析的X射线管旋转阳极工作状态检测研究具有重要现实意义。本文通过研究建立基于Labview的X射线管振动的信号采集、分析系统,实现X射线管旋转阳极状态的无损、非介入式的检测,探索更加科学、合理、准确的X射线管技术诊断方法,从而为X射线管故障预判、寿命预测等提供定量分析依据,进而为延长X射线管使用寿命、降低设备停机时间、合理制定保修策略、节约设备保障费用、提高大型X线设备运营综合效益等提供准确、可靠的决策数据。
1 系统设计
1.1 硬件 X射线管振动信号采集系统
X射线管数据采集系统主要功能分为两大方面:一是振动信号的采集,包括信号调理、数据采集等;二是振动信号的记录,主要用于在线或离线信号分析。X射线管振动信号采集分析系统的框图见图2虚线部分。

图2 X射线管振动信号采集分析系统框图Fig.2 System block diagram for the collection of the vibrant signals of X ray tube
1.2 软件 X射线管振动信号分析系统
X射线管振动信号分析系统主要功能是对已存储振动信号实现读取和分析,分析功能主要分为三部分,分别是时域特征、频域特征和视频联合特征的提取,为进一步判断X射线管工作模式、分析其状态提供工具。软件功能框图如图3所示。
2 硬件系统
2.1 传感器选择
正确选择振动信号传感器是搭建X射线管振动信号采集系统的第一步,其关键在于对被测振动信号三个方面的分析与估算,分别是振动测试现场环境的特点、被测振动量的大小,以及被测振动信号的频率范围。下面分别从这三个方面论述本硬件系统传感器的选择。
2.1.1 传感器类型选择

图3 X射线管振动信号软件分析系统功能框图Fig.3 Function block diagram of software for the analysis of the vibrant signals of X ray tube
振动常采用位移、速度和加速度传感器检测,由于位移传感器需要与被测对象相对空间位置固定、速度传感器体积和质量偏大,故本系统采用加速度传感器。其特点是体积小、质量轻、不易损坏。在压电式、压阻式、电容式、电感式以及光电式等众多加速度传感器类型中,压电式传感器具有动态范围大、频率范围宽、不需要任何外界电源的特点,同时对被测件影响小、受外界干扰也小,而且其体积小、重量轻、坚固耐用、安装使用方便等特点。所以,本系统选用压电式加速度传感器。其中低阻抗电压输出型(以下缩写为“IEPE”)压电加速度传感器采用恒电流电压源供电,测量的信号质量好、噪声小、抗干扰能力强,适宜远距离测量。综合考虑电离辐射防护、测试环境等因素,故本采集系统最终确定选用IEPE型压电加速度传感器。
2.1.2 传感器灵敏度与量程范围的估算
传感器灵敏度与测量范围成反比,故需要在灵敏度和测量范围之间权衡取舍。本系统采用常用的IEPE加速度传感器,其灵敏度在(50~100) mV/g,最大输出电压量值为±5 V,因传感器的最大量程等于最大输出电压与灵敏度的比值,故本系统可测加速度范围为50~100 g 。
2.1.3 被测量频率范围估算
根据其他振动测量工程案例的经验可知,旋转机构的轴承常见故障频率分为谐波和非谐波分量,其中谐波分量多在基频的1倍、2倍和3倍处,非谐波分量的频率范围为30000~120000 r/min[4]。目前常用的X射线管转速为3600~12000 r/min,可以估算出,被测振动的频率范围为3600~120000 r/min。
基于以上分析,本系统采用上海北智技术有线公司生产的三轴向测量通用型14500加速度传感器和单轴向测量通用型传感器。
2.2 采集卡
由2.1中对被测振动信号的估算可知,被测振动信号的频率范围在0.06~2 kHz,根据采样定理[7],数据采集卡的采样频率不低于4 kHz。考虑到到测量的可靠性和被测信号的最大频率估算误差,确定数据采集卡采样率不低于40 kHz。经过对比,考虑到与NI Labview软件的配合,本系统采用美国国家仪器公司(简称“NI”)的NI USB-9234 数据采集卡。NI USB-9234作为基于USB的4通道动态信号采集模块,能针对集成电路压电式(IEPE)与非集成电路压电式(IEPE)传感器,进行高精度音频测量,具有102 dB动态范围,并能对加速度传感器和麦克风进行软件可选式交流/直流耦合与集成电路压电式(IEPE)信号调理。4条输入通道借助自动调节采样率的内置抗混叠滤波器,同时以每通道高达51.2 kHz的速率对信号进行数字化。
3 软件系统
本系统软件开发采用美国NI 公司推出的面向对象的图形化编程语言Labview,该开发软件具有直观,可视化强的特点,有利于快速搭建测试软件分析平台。Labview具有高效、灵活、强大的数字信号处理功能,本文利用其具有的Express VI(迅捷虚拟仪表),快速实现振动信号采集、存储,以及时域、频域和时频联合分析等功能[8-9],离线分析软件的前面板如图4所示。本文所述软件系统之所以同时汇集时域分析、频域分析和联合时频分析,是因为对于可能出现的X射线管旋转阳极故障振动信号特征还缺乏深入研究,采用本系统可以同时用各种信号处理方法,从而更好的发现振动信号特征。其中时域分析模块主要用来观察采集的旋转阳极振动信号波形随时间变化的波形;频域分析模块主要包括FFT(快速傅里叶变换)功率谱分析,用以分析振动信号的频率成分;时频联合分析模块主要用到了短时傅立叶变换(STFT),用以观察频域或时域特征均不明显的振动信号[10]。本文通过建立上述振动信号分析模块,探索提取出具有诊断价值的振动信号特征。
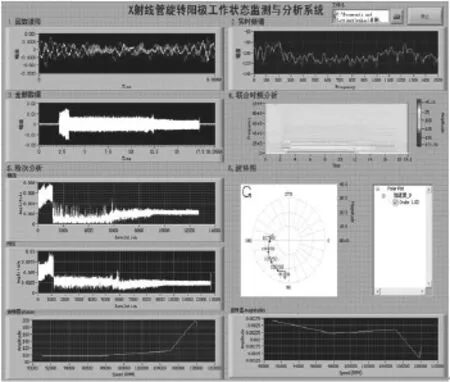
图4 X射线管旋转阳极工作状态监测与分析系统前面板Fig. 4 The front panel of the surveillance and analysis system of the working condition of X ray tube’s revolving anode
4 测试结果与振动信号处理方法
采用本文所述振动信号采集分析系统,即可采集到X射线管工作时的状态信号,如图5为典型的X射线管旋转阳极在一个曝光周期内的时域振动信号。通过图5,可将X射线管旋转阳极在一个曝光周期内的状态简单分为两个相:第一个相是旋转阳极启停相,即旋转阳极从启动到达到曝光要求的转速,以及从曝光结束到旋转阳极停转;第二个相是旋转阳极稳态相,即旋转阳极达到转速后开始曝光直至曝光结束的一段时间。不同相在正常和故障状态下具有不同特征,其信号处理分析的方法有可能不同。在对振动信号进行分析时,需要将各种方法结合起来权衡考虑。图4所示振动信号监测与分析系统列举了常用的时域、频域和联合时频分析方法。以下对图4中所用振动信号分析方法作简要说明。

图5 X射线管旋转阳极曝光周期典型振动信号(时域)Fig.5 The typical vibration signal (time domain) in exposure cycle of rotated anode of X-ray tube
时域振动波形分析:通过该分析可以从宏观上判断X射线管旋转阳极在整个曝光周期内振动信号幅值的变化,如图5和图4中“1回放波形”和“3全部数据”。
频谱分析:本文采用快速傅里叶变换的频谱,主要分析旋转阳极曝光周期内振动各相的频率成分,可以利用FFT功率谱结合旋转阳极轴承的特定频率对其状态进行判断,如图4中“2实时频谱”。
联合时频分析:在处理信号时,对于非稳态型号如仍假设数据是平稳或线性的,将得到错误的分析结果[10] 。此时,采用联合时频分析非常适合旋转机构振动信号非平稳或非线性的情况。图4中“4联合时频分析”采用了短时傅里叶变换,是一种常见的时频分析方法。
阶次分析:用于旋转机构中,机械特征随速度变化而变化,如当旋转速度改变时,每一个单个的谐波的频率宽度变宽,一些频率成分会发生重叠,这将导致FFT功率谱变得模糊,不再适合分辨旋转机构振动部件的特征,此时采用阶次分析可以获得振动特征。图4中“5阶次分析”包含幅值和相位的阶次分析。
波特图分析:旋转机械在启停过程中包含了丰富的振动信息,波特图可以将旋转阳极启停过程中振动幅值和相位随转速变化的情况,以图的形式表达,如图4中“6波特图”。
5 总结与讨论
本文提出的基于振动分析的X射线管旋转阳极工作状态监测与分析方法,初步实现了X射线管旋转阳极工作状态信息的采集与分析,解决了在不拆解X射线管的情况下,对旋转阳极的状态检测问题,完成X射线管保障和使用由经验到理论、由感性到理性、由定性到定量的转变,为更加科学、准确的对X射线管进行技术诊断奠定了基础。下一步将对振动信号的特征提取进行深入研究,采用更多的振动信号处理方法分析数据(如小波变换、波德图、奈奎斯特图、瀑布图等),并逐步建立X射线管振动信号的标准图谱,探索X射线管工作状态的模式识别等问题,努力实现对X射线管的寿命预测,综合X射线管曝光次数、曝光时间等数据,确定最佳保修策略,提高X射线管维护保障的科学性,从而降低保障经费支出,提升设备运营效益。
[1] 刘俊松, 吕文昌. CT(X线)球管的原理、使用和养护[J]. 中国医疗器械信息, 2005, 11(5): 48-50.
[2] 王明昭. CT球管的损坏故障诊断及原因分析[J]. 医疗卫生装备, 2009, 24(1): 96~97.
[3] 王溶泉, 彭明辰. 医用大型X线机系统[M]. 北京: 人民军医出版社, 1995, 33-34.
[4] 陈长征, 胡立新, 周勃, 等. 设备振动分析与故障诊断技术[M]. 北京, 科学出版社, 2007, 9-18.
[5] 杨建刚. 旋转机械振动分析与工程应用[M]. 北京, 中国电力出版社, 2007:1-3.
[6] 闻邦椿, 武新华, 丁千, 等. 故障旋转机械非线性动力学的理论与试验[M]. 北京, 科学出版社, 2004, 1-3.
[7] 郑君里, 应启衍, 杨为理. 信号与系统引论[M]. 北京, 高等教育出版社, 2009, 263-265.
[8] Jeffrey Travis, Jim Kring. Labview大学实用教程[M]. 北京, 电子工业出版社, 2008, 53-54.
[9] 陈锡辉, 张银洪. Labview8.20程序设计从入门到精通[M]. 北京,清华大学出版社, 2007, 200-205.
[10] 向玲, 唐贵基, 胡爱军. 旋转机械非平稳振动信号的时频分析比较[J]. 振动与冲击, 2010, 29(2): 42-45.
Research of Working Condition Monitoring and Analyzing System for Rotating Anode X-ray Tube Based on the Vibration Measurement
【 Writers 】Wu Hao, Wang Weidong, Yan Yong, Zhang Shuai, Zu Hefei, Chen Weibin
Medical Engineering Support Center, Chinese PLA People’s Liberation Army General Hospital, Beijing,100853
X-ray tube, rotating anode, working condition, vibration, monitoring
R445.4
A
10.3969/j.isnn.1671-7104.2011.01.007
1671-7104(2011)01-0028-04
2010-11-08
解放军总医院科技创新苗圃基金,No:09KMM46.
吴昊,在职研究生,研究方向:医疗设备的计量检测与质量控制技术研究,E-mail:wmdwh@126.com
王卫东,研究员,E-mail:wangwd301@126.com
【 Abstract 】A non-invasive detecting and analyzing method which used to monitor the working condition of rotating anode X-ray was proposed. Based on the NI development environment, accelerometer, 24-bit high resolution data acquisition card and personal computer were connected to construct the system for collecting the vibration signal of X-ray tube. Results demonstrate that the system could acquire and store the vibration data of X-ray tube quickly and efficiently. The characteristics of vibration, were extracted and processed, which proposed a new approach to detect the malfunction of rotating anode X-ray early and effectively.
猜你喜欢
机电安全(2022年5期)2022-12-13
化工管理(2022年14期)2022-12-02
大电机技术(2022年5期)2022-11-17
化工管理(2021年7期)2021-05-13
陶瓷学报(2021年1期)2021-04-13
天天爱科学(2020年6期)2020-09-10
疯狂英语·新读写(2020年3期)2020-06-06
科学(2020年1期)2020-01-06
船海工程(2015年4期)2016-01-05
船舶标准化工程师(2015年5期)2015-12-03
