
连轧工字钢温度场的数值模拟
2011-03-21 01:10:56回士旭刘战英王郁倩回士敏
华北理工大学学报(自然科学版) 2011年3期
回士旭,刘战英,王郁倩,回士敏
(1.河北联合大学冶金与能源学院,河北省冶金技术重点实验室,河北 唐山063009;2.首钢迁钢公司)
0 引 言
对于工字钢的轧制来说,由于产品的断面形状与坯料有明显区别,所以轧制工字钢时,它的断面变形时不均匀的。同样,工字钢断面温度的变化也不均匀,它的腿部温降快,腰部温降慢。
1 初始条件的选取
热传导温度场的计算中,常用的初始条件为:

其中:T0(x,y,z)表示在t=0时的温度分布状态。
把轧件初始温度场视为均匀温度场,初始温度选取为1150℃,中轧温度为1070℃,终轧温度为960℃,空气温度设为20℃。以轧件的1/4建立有限元模型,轧件材质为Q235,采用Quad 4node55单元进行网格划分。
对流边界条件的选取根据传热学理论及相关文献中经验公式[1],结合现场温度,试件与环境的对流换热系数取0.02N/(mm◦s◦℃);由于金属变形和接触面的摩擦使得轧件产生温升,其热功转换系数取0.9;辐射率ε=0.8;一般情况下轧件与轧辊之间的接触热传导还是用接触热传导系数来简化处理[2],导热系数取30W/(m2◦℃)。
Q235钢种标准的化学成分和模拟试样的化学成分如表1所示:

表1 Q235的化学成分(%)
2 模拟结果及分析
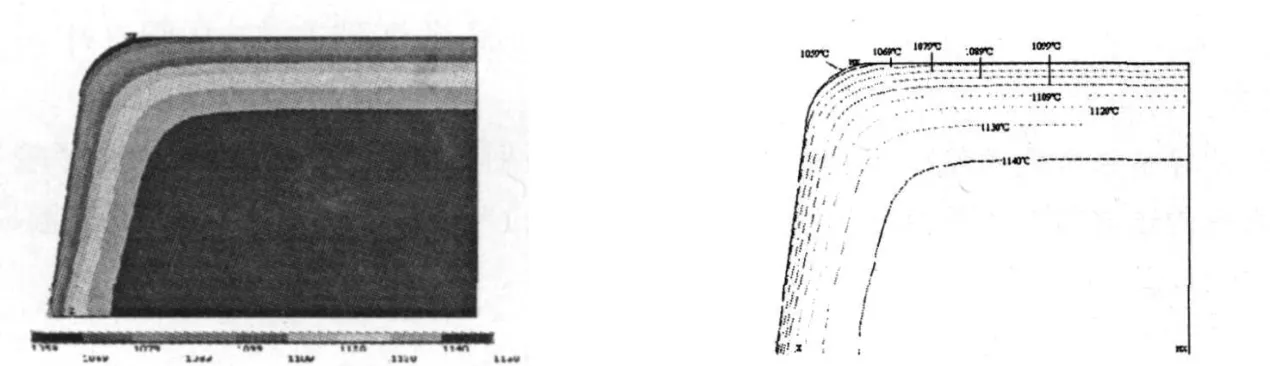
图1 第一道次轧件的温度场云图和等值线图
实体建模时,考虑到与轴向传热相比,长度方向传热很小,故将问题简化为二维问题来求解。因此我们可以在轧件的纵向上选取一界面作为轧件的代表界面,依此来研究轧件在轧制过程中温度的变化。因此我们可以用断面温度场(二维)的变化来研究工字钢连轧过程中温度场的变化情况。
上图为工字钢第一,六,十三道次的温度场云图和等值线图。从图中可以看出,轧件表面节点的温度变化很大,热传导主要发生在轧件与轧辊接触的区域,冷的轧辊与热的轧件相接触,热量很快传到轧辊上,热量在轧辊内部传递;由于轧辊总是在旋转着,当轧辊与轧件不接触的时候,轧件与空气发生对流、辐射换热,再次与轧件接触时,又与轧件进行热交换。这样的循环过程使轧件表面温度下降很快。
从轧件表面看,轧件内部温度高于表面温度,热传导只是发生在变形区中的接触瞬间,由于变形速度快,接触时间短,这种温度急剧下降的情况在轧件出变形区后,由于受到轧件心部高温区的热传导作用,轧件表面温度就会回升。
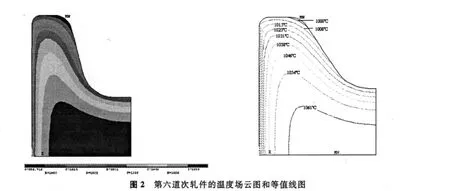
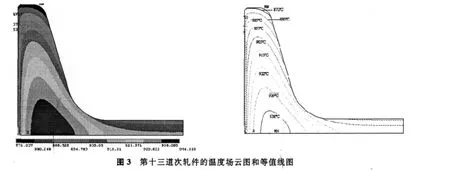
在前几道次箱形孔轧制过程中,端部温降最快,两边次之,中心最慢如图1;在后几道次异形孔轧制过程中,端部温降最快,腿部和腰部次之如图2,腿腰结合处最慢如图3。
从图1中可以看出,前几道次轧件心部与边部温降大约相差50℃左右;从图3中可以看出后几道次轧件心部与腿部温降大约相差70℃左右。
综上所述,热传导是影响轧件温度的主要因素,对流、辐射换热对轧件的温度的影响很小;因此,在模拟的过程中,传热系数的选取非常重要,它直接影响模拟结果的准确性;总体上轧件端部温降最快,心部较慢。
3 结 论
(1)用ANSYS有限元软件分析温度场的变化过程,能正确反映连轧工字钢轧制过程中温度的变化规律
(2)轧辊与轧件的热传导对温度影响很大,轧件的对流、辐射换热对温度的影响很小。
(3)轧件的边部温降较快,腰和腿部较慢,尤其腿腰结合处,温降最慢。
[1] 阎军,鹿守理.角钢蝶式限制宽展的三维有限元分析[J].塑性工程学报,2000,17:12~15.
[2] H型钢万能轧制变形分析.重型机械[J].2005(1):23~25.
猜你喜欢
上海金属(2022年6期)2022-11-25 12:20:38
数学物理学报(2022年1期)2022-03-16 06:15:08
机械工程材料(2021年2期)2021-03-01 08:25:36
冶金设备(2020年2期)2020-12-28 00:15:34
商品与质量(2020年23期)2020-10-09 08:29:04
数学物理学报(2017年2期)2017-06-05 09:12:34
数学物理学报(2017年1期)2017-06-05 09:12:28
设备管理与维修(2016年6期)2016-03-16 02:21:47
上海金属(2014年1期)2014-12-18 06:52:03
华东理工大学学报(自然科学版)(2014年4期)2014-02-27 13:49:16
