木塑复合材料润滑剂性能的转矩流变性评价
2011-03-19 03:43:56李泽文王海刚王清文
黑龙江大学工程学报 2011年1期
李泽文,王海刚,王清文
(1.东北林业大学 生物质材料科学与技术教育部重点实验室,哈尔滨 150040;2.黑龙江大学 化学化工与材料学院,哈尔滨150080)
0 引 言
木塑复合材料(WPC)作为一种新型的绿色环保材料,挤出成型工艺中,木质纤维的添加质量分数目前已高达 50%以上[1],润滑剂可以提高WPC挤出生产效率,改善制品表面性能[2],木塑润滑剂主要从塑料润滑剂中通过实际挤出工艺和WPC性能试验筛选,高性能和复配型WPC润滑剂的开发需要建立更为简便的性能评价方法,流变性方法是评价WPC成型加工性和助剂性能的基本方法,但目前尚缺乏系统研究。虽然有文献报道采用毛细管流变仪[3-5]、旋转流变仪[6-8]、转矩流变仪[9-10]等手段研究木塑复合材料的流变性能,但主要针对木质纤维添加量不高的体系。在木质纤维添加量很高的情况下,热敏性的纤维粒子间的相互作用很强,并且体系(尤其在物料混炼初期)的均匀性很差,不仅偏离传统聚合物复合材料理论所描述的体系特征,而且采用传统的实验方法甚至难以获得稳定可靠的转矩流变性数据。本文将物料用双螺杆挤出机混合、粉碎后用作转矩流变行为测试,采用 “满填充”加料量,低转子转速等转矩流变测试条件,使不同组成的配方熔融后能很快达到稳态。通过复合熔体的平衡转矩,熔体温度,来对比研究新型润滑剂SWP201对木粉/HDPE复合体系及其对照配方物料之间的黏度差异、相互作用和摩擦发热水平,探索WPC配方和润滑剂性能的转矩流变性评价方法。
1 实验部分
1.1 试剂和仪器
高密度聚乙烯(HDPE),5000S,中国石油天然气股份有限公司大庆分公司;桦木粉,425 μ m, 105℃干燥8 h,使含水质量分数<0.1%;界面相容剂:马来酸酐接枝聚乙烯(MAPE),接枝率0.9%,上海日升化学有限公司;润滑剂: SWP201,自制。
SHR-50型高速混合机,张家港市三兴江帆机械厂;SJSH30型双螺杆挤出机,南京橡塑机械厂;RM-200A型转矩流变仪,哈尔滨哈普电气技术有限公司。
1.2 木粉/HDPE复合材料的制备
转矩流变性研究配方中,木粉质量分数分别为10%、20%、30%、40%、50%、60%,相应的塑料材料(HDPE和部分配方中加入的MAPE)的质量分数为90%~10%。配方组成可用代码来表示,如SMWF40:S表示配方中加入木粉和塑料材料总量2%质量分数的润滑剂SWP201,M表示配方中加入占木粉和塑料材料总量4%质量分数的MAPE,WF40表示木粉质量分数为40%;WF50表示配方中未加SWP201和MAPE,木粉质量分数为50%,质量分数4%的MAPE为复合材料界面改善的最佳用量。试验配方按助剂加入情况分为4个系列:WF、SWF、MWF和SMWF,每一配方总重量为600 g,按比例称取各种材料,放入SHR-50高速混合机中混合10 min,用SJSH30双螺杆挤出机,温度设置为熔融区150~160℃,输送区170~175℃,混合剪切区170℃,螺杆转速60 rpm进行挤出混合,粉碎后用于转矩流变性测试。
1.3 转矩流变性测试
经双螺杆挤出机混合、粉碎后的复合材料,用RM-200A型转矩流变仪进行测试,测试基本条件为:加料量为 “满填充”状态,混炼器温度160℃,转子转速35 rpm。参照文献 [3]中HDPE/ Maple体系不同木粉质量分数的熔体密度和实际试验,不同配方 “满填充”加料量见表1。混炼器温度稳定后起动电机并在2 min内平稳加入试样,用计算机记录转矩和熔体温度随时间的变化曲线 (M -t和T-t),各种配方的样品10 min都能达到稳态,转矩趋于平衡,熔体温度趋于恒定值。此时测得的转矩值随转子转动而波动,以11~12 min的转矩平均值作为平衡转矩Ma来进行黏度比较, Ma值越大复合熔体的黏度越高[11];以12 min时的熔体温度T减去混炼器设定温度T0,得到物料温差△T,来衡量复合体系混炼过程中物料之间的相互作用和相对摩擦发热水平。

表1 不同木粉质量分数的物料混炼器“满填充”状态的加料量Table 1 Sample volume of full-mixer with different wood flour content
2 结果与讨论
2.1 转矩流变测试加料量
转矩流变仪的混炼器不是密闭室,但转子结构、向下设置的加料口和压料塞可以保持混炼室在测试过程中为 “满填充”状态,这种情况更接近物料在双螺杆挤出机中的混炼状态,测试结果有助于进一步认识复合混炼工艺过程,在类似实际工艺的条件下研究润滑剂对复合体系混炼过程中物料之间的相互作用和能量转化的影响。对于木粉质量分数不同,熔体密度不同的配方,也只有 “满填充”状态下的转矩流变数据才能进行相互比较。图1为典型的WPC复合体系转矩流变行为曲线,流变行为不同的样品转矩曲线和温度曲线都表现出不同,一般来说Ma较大的△T也较大。

图1 木粉/HDPE复合体系的转矩流变曲线:SMWF60Fig.1 Torque rheograms of WF/HDPE composite melt
2.2 润滑剂对转矩流变性的影响
一种良好的木塑润滑剂应具有广泛的适应性,能够适应各种来源的木质纤维,与其他助剂配合使用时不影响各自的性能。除润滑剂外,WPC配方中最重要的助剂是能够显著提高制品性能的界面相容剂[12],在诸多界面改性剂中,MAPE是木质纤维/聚烯烃复合材料中使用方便、效果显著的品种之一[13]。为了比较全面了解SWP201的润滑性能,对比研究了不同木粉质量分数,添加和不添加MAPE及对照组共4个配方系列木粉/HDPE复合熔体的转矩流变行为,结果绘于图2和图3。由图2和图3可见,各配方系列的Ma和T都随木粉质量分数而增加,表明复合熔体的黏度和摩擦发热作用相应变大。加入2%的SWP201能够明显降低复合熔体的Ma和T(分别对比SWF和WF系列, SMWF和MWF系列),表明复合熔体的黏度和摩擦发热作用相应降低;加入4%MAPE后,复合熔体的Ma和T明显增加(分别对比SWF和SMWF系列,WF和MWF系列),表明MAPE能够增强木粉和HDPE之间的界面相互作用,提高复合熔体的黏度,增加体系的摩擦发热作用。通过相应的对比分析,复合熔体的转矩流变行为变化可以表征SWP201的润滑性能和MAPE的界面改性作用,二者独自发挥相反的作用。黏度不同的配方,在转矩流变行为上表现出Ma和T都不同,Ma值大的配方T值也高,两个指标同时对比使得转矩流变性方法在评价助剂性能方面具有独特的优点和可靠性。

图2 MAPE和SWP201对不同木粉质量分数复合体系平衡转矩的影响Fig.2 Effects of MAPE and/or SWP201 on Maof composites at different WF content

图3 MAPE和SWP201对不同木粉质量分数对WF/HDPE体系熔体温度的影响Fig.3 Effects of MAPE and/or SWP201 on T of composites at different WF content
从图2和3还可以看出,随木粉质量分数的增加,含SWP201的样品和相应对照试样的Ma和T差异更明显,说明转矩流变方法可以研究比较流变性能变化广泛的样品,特别适用于高木粉质量分数体系流变性分析比较,进一步结合WPC挤出成型工艺性,积累更多的实验数据,转矩流变方法可望成为WPC配方设计研究和助剂性能评价的有效方法。
2.3 木粉质量分数的影响
为了详细分析木粉质量分数对SWP201润滑作用的影响,将SMWF系列样品的转矩流变行为数据列于表2,图4为相应的转矩~时间曲线。由表2和图4可见,木粉质量分数在0%~60%范围增加时,复合熔体的Ma呈明显的增加趋势,稳态时熔体温差△T从10.8℃增加到18.2℃,表明随木粉质量分数的增加,木粉颗粒之间的相互作用会发生变化,具有不规则形状的木粉颗粒之间在剪切力作用下发生挤压变形的概率增加,摩擦加剧,产生更多的热量,木粉之间作用增加的趋势与H.X.Huang等[8]用平行板旋转流变仪的研究结果一致。通过比较△T,可以对木塑复合体系的摩擦发热情况进行定量化的相对比较。在35 rpm这样的低转速水平,非咬合型转子混炼状态下木粉质量分数60%时18.2℃的熔体温差表明复合熔体中物料之间的摩擦作用很强,发热效应很明显,比纯HDPE熔体高7.4℃,与非咬合的转子混炼状态相比,木塑物料在双螺杆挤出机中的混炼由于炼程长、咬合型螺杆元件剪切作用强、木粉的热传导率低,很容易造成物料过热,导致木质纤维材料分解碳化,表明高填充WPC体系中加入润滑剂的必要性。同时要求在WPC复合混炼工艺设备的设计和运行过程中,要充分考虑摩擦发热效应,既要避免过热引起材料分解,又要尽量将摩擦产生的热量加以利用。
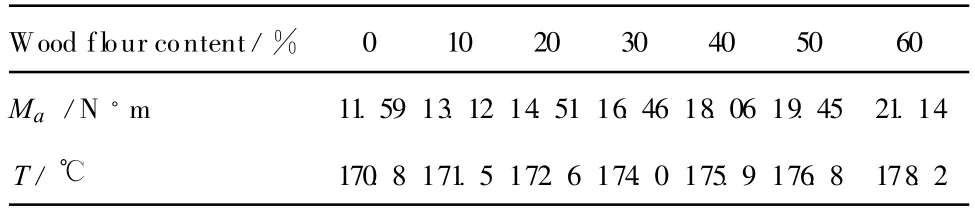
表2 木粉质量分数对复合体系转矩流变行为的影响:SMWF0~60Table 2 Effects of WF content on torque behavior of composites with MAPE and SWP201
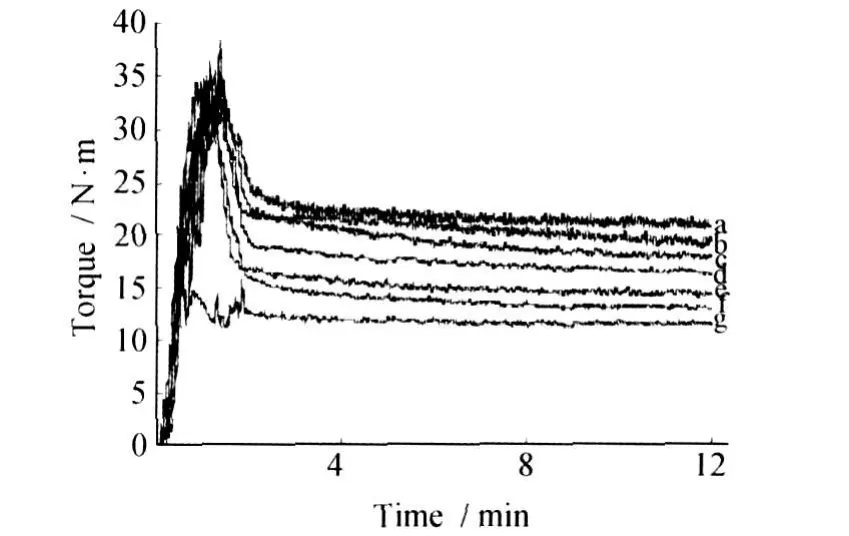
图4 木粉质量分数对复合材料转矩~时间曲线的影响:SMWF0~60Fig.4 Effects of WF content on torque-time curves of WF/HDPE composites with MAPE and SWP201: a.60%,b.50%,c.40%,d.30%, e.20%,f.10%,g.0%
2.4 转矩流变测试数据的重现性
转矩流变方法不是流变测试的精密方法,与旋转流变仪和毛细管流变仪的测试数据相比,转矩流变测试的结果重现性稍差。图5为3次重复测试MWF60复合体系转矩流变行为的转矩~时间曲线,图中的数据为相应的Ma和T值。由图5可见,3次测试中由于加料过程和物料粒径不同等原因,M-t曲线在10 min之前有一定差异,10 min之后Ma和T值都趋于一致,Ma变化范围为0.09 N◦m,T值差异0.4℃,表明通过合理设定测试条件和参数,可以得到良好重现性的转矩流变测量结果。考虑到平衡转矩的波动,当 Ma差<0.5 N◦m时,转矩~时间曲线出现比较明显的交叠,转矩流变测量方法用于表征Ma差>0.5 N◦m的 WPC复合体系更为合适。图2中木粉质量分数达到或>40%时,SWP201与相应的对照体系的Ma差都>1.0 N◦m,用转矩流变方法来评价木塑润滑剂的性能是可行的。

图5 MWF60复合体系转矩-时间曲线的重现性Fig.5 Recurrence of torque-time curves of WF/HDPE composites
3 结 论
本文利用转矩流变仪的特点,充分考虑到木质纤维的热敏性以及物料在转矩流变仪和双螺杆挤出机中混炼状态的相似性,在 “满填充”加料量条件下,研究了润滑剂SWP201对木粉/HDPE复合熔体转矩流变行为的影响。结果表明:加入2%的SWP201能够明显降低复合体系熔体的平衡转矩(Ma)和熔体温度 (T),木粉质量分数40%~60%时,SWP201可使复合体系的 Ma降低1 N◦m以上,转矩流变方法可以表征SWP201的润滑作用和MAPE对复合体系的界面改善作用。流变性不同的配方,在转矩流变行为上表现出Ma和T都不同,Ma值大的T值也高,两个指标同时对比使得转矩流变性方法在WPC配方研究和助剂性能评价方面具有独特的优点。
通过比较△T,可以对木塑复合体系的摩擦发热情况进行定量化的相对比较,在35 rpm这样的转速水平,非咬合型转子混炼状态下,木粉质量分数60%的复合体系物料温差△T能够达到18℃左右,表明WPC挤出工艺中加入润滑剂的必要性,应重视物料的摩擦发热问题,在WPC复合混炼工艺设备的设计和运行过程中,要综合考虑螺杆的转速和混炼效果。
[1]T.Q.Li,M.P.Wolcott.Rheology of Wood Plastics Melt,Part 2:Effects of Lubricating Systems in HDPE/ Maple Composites[J].Polym.Eng.Sci.,2006,46: 464-473.
[2]V.Hristov,J.Vlachopoulos.Thermoplastic Silicone ElastomerLubricantin Extrusion ofPolypropylene Wood Flour Composites[J].Adv.Polym.Technol., 2007,26(2):100-108.
[3]T.Q.Li,M.P.Wolcott.Rheology of Wood Plastics Melt.Part 1.Capillary Rheometry of HDPE Filled with Maple[J].Polym.Eng.Sci.,2005,45:549-559.
[4]薛 平,张明珠,何亚东,等.木塑复合材料及挤出成型特性的研究[J].中国塑料,2001,15(8):53-59.
[5]V.Hristov,Elizabeth T.,J.Vlachopoulos.Surface Tearing and Wall Slip Phenomena in Extrusion of Highly Filled HDPE/Wood Flour Composites[J].Polym Eng Sci.,2006,46:1 204-1 214.
[6]T.Q.Li,M.P.Wolcott.Rheology of Wood Plastics Melt,Part 3:NonlinearNature of the Flow[J]. Polym.Eng.Sci.,2006,46:114-121.
[7]S.Mohanty,S.K.Nayak.Dynamic and Steady State Viscoelastic Behavior and Morphology of MAPP Treated PP/Sisal Composites[J].Mat.Sci.Eng.A, 2007,443:202-208.
[8]H.X.Huang,J.J.Zhang.Effects of Filler-filler and Polymer-filler Interactions on Rheological and Mechanical Properties of HDPE-wood Composites[J].Appl. Polym.Sci.,2009,111:2 806-2 812.
[9]方晓钟,黄旭东,钟世云.润滑剂对PE木塑复合材料力学性能和加工性能的影响[J].上海塑料,2006,6 (2):18-22.
[10]杨文斌,刘其松,陈恩惠,等.竹粉/聚丙烯塑料复合材料转矩流变特性研究[J].世界竹藤通讯,2009, 7(4):14-18.
[11]Schramm,G.A Practical Approach to Rheology and Rheometry.2ndEdition[M].HAAKE GmbH, Karlsruhe,2000:220-248.
[12]薛 敏.相容剂在木塑复合材料中的应用研究现状[J].塑料科技,2009,37(1):87-90.
[13]T.J.Keener,R.K.Stuart,T.K.Brown.Maleated Coupling Agents for Natural Fbre Composites[J]. Compos.:Part A,2004,35:357-362.
猜你喜欢
装备制造技术(2020年1期)2020-12-25 05:18:48
润滑油(2019年5期)2019-11-28 16:09:18
钻井液与完井液(2018年5期)2018-02-13 01:06:38
中国塑料(2017年2期)2017-05-17 06:13:14
材料科学与工程学报(2016年1期)2017-01-15 13:34:13
中国塑料(2016年3期)2016-06-15 20:30:00
中国塑料(2015年10期)2015-10-14 01:13:22
中国塑料(2015年10期)2015-10-14 01:13:12
中国塑料(2015年1期)2015-10-14 00:58:38
发明与创新(2013年13期)2013-03-11 15:54:12