铸钢件超声波检测工艺参数选择分析
2011-03-05 05:56:06龙会国胡波涛
湖南电力 2011年3期
龙会国,胡波涛
(湖南省电力公司科学研究院,湖南长沙 410007)
铸钢件超声波检测工艺参数选择分析
龙会国,胡波涛
(湖南省电力公司科学研究院,湖南长沙 410007)
通过调整超声波检测参数,研究分析ZG0Cr13Ni4Mo铸钢件检测反射回波波幅与超声波检测参数变化的关系。试验结果表明,探头频率、直径对对回波增益产生较大影响,当铸钢件壁厚<75 mm时,宜选用频率为2.5 MHz;当壁厚≥75 mm时,宜选择频率为2.25 MHz,探头晶片直径为20 mm较佳。
水电站;马氏体不锈钢铸钢件;超声波;回波
水电机组的转轮、叶片、上冠、下环等大型铸钢件的制造、使用质量对于水电机组安全稳定运行具有重要的意义,而无损检测则成为铸件缺陷检测的首选方法,目前比较有效的方法包括超声波探伤法、X射线透照法和射线层析摄影法。超声波探伤具有灵敏度高、穿透性强、检测速度快、成本低和对人体无害等优点,可根据缺陷波形特性估判缺陷性质,因而被广泛地使用于大型铸钢部件检测〔1-4〕。
铸钢件存在晶粒粗大、形状复杂、表面粗糙等问题,给超声波检测带来诸多难题,而工艺参数的选择则直接影响检测效果,探头频率、晶片尺寸是影响检测效果最为重要的工艺参数。文中以水电站广泛使用的新型铸钢材料ZG0Cr13Ni4Mo马氏体不锈钢为对象,通过试验分析超声波检测工艺参数中频率、晶片尺寸的影响因素,提供了选择超声波检测工艺参数的技术思路。
1 试验材料与方法
试件材质为ZG0Cr13Ni4Mo马氏体不锈钢,厚度分别为:25 mm,45 mm,70 mm,95 mm,200 mm。参考ASME标准中A609/A609M的试件加工标准,加工直径为50 mm,孔径为7 mm,深度分别为25 mm,50 mm,75 mm的平底孔。
试验仪器为武汉中科创新科技股份公司生产的汉威HS616型,采用A型脉冲反射式纵波探头(表1)。试样表面粗糙度为3.2 μm,耦合剂为机油,表面补偿为0 dB。
分别检测试件不同深度的缺陷,测定其反射回波波幅为80%时仪器的增益值,通过对比分析探头频率、直径对增益值的关系,可得到选择超声波检测铸钢件时最佳频率和探头直径的方法。
2 试验结果与分析
2.1 声速测量
目前测量固体中的声速和衰减系数的方法主要有脉冲反射法、直接接触法、脉冲透射插入法〔5〕。文中以脉冲反射法测量,采用文献〔3〕中的超声波检测仪器测量法,利用单探头反射测量纵波声速,测得ZG0Cr13Ni4Mo中的声速为CL=5 899 m/s。
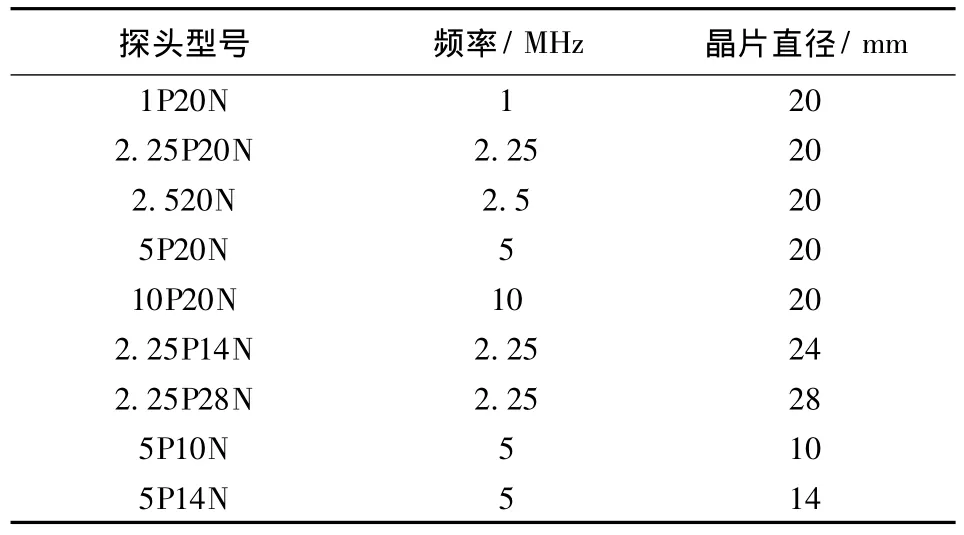
表1 A型脉冲反射式超声波探头型号规格
2.2 探头频率选择分析
探头频率是影响超声波检测的一个重要因素,频率越大,其波长越小,则检测灵敏度越大,但随着频率的增加,衰减也会增加,将显著降低超声波的穿透能力,同时因晶界反射等影响,使草状波增加,信噪比下降,从而降低检测灵敏度。
图1所示为纵波直探头检测马氏体不锈钢铸件时频率对底面反射回波增益的影响。从图1可知,直探头频率对底面反射回波增益影响较明显,随着频率的增加,增益逐渐减少,增加到一定范围时,增益最低,随后,随着频率增加,增益逐渐增加;此外,铸钢件厚度对底波增益也有影响,厚度越大,增益越大。但对于规格为10P20N探头,由于近场区的影响,对200 mm及以下厚度试件的增益影响不明显。
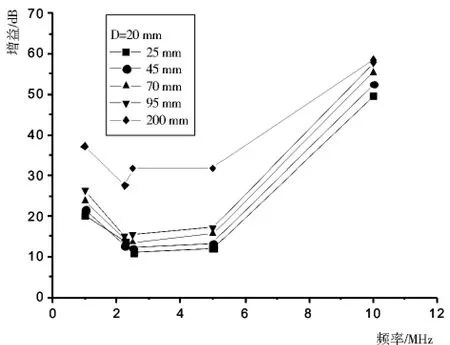
图1 频率对工件底面反射回波的影响
图2所示为直探头检测马氏体不锈钢铸件时频率对缺陷回波增益的影响。从图2可知,对于同一深度的缺陷而言,探头频率对其反射回波有较大的影响,也遵循先减少后增大的趋势。缺陷深度<75 mm时,最佳探头频率为2.25 MHz;缺陷深度>75 mm时,最佳探头频率为2.5 MHz。
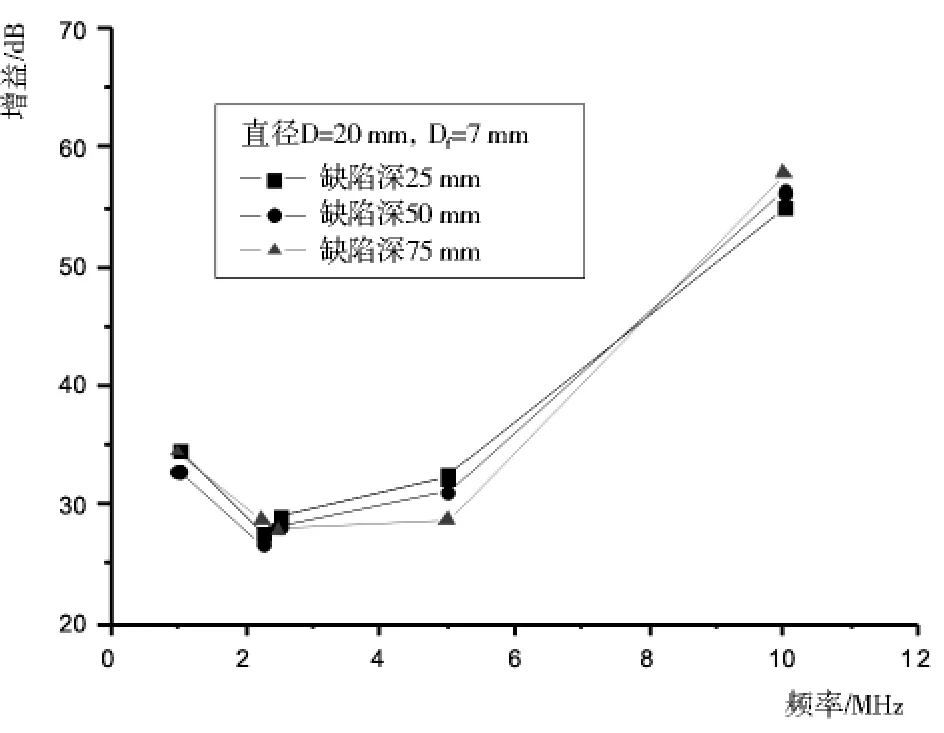
图2 频率对缺陷反射回波的影响
由此可知,探头频率对铸钢件超声波检测效果有明显影响。同厚度工件下,回波增益随频率增加遵循先降低后增大的趋势,厚度不同,则最优化检测探头频率不同,工件壁厚<75 mm时,宜选择频率为2.5 MHz;当工件壁厚≥75 mm时,宜选择频率为2.25 MHz。马氏体不锈钢铸钢件超声波检测频率选择在2~5 MHz范围内效果较好,现场检测时应根据具体检测工件的厚度选择适宜的探头频率。
2.3 探头晶片尺寸选择分析
探头晶片尺寸对超声波检测存在影响,主要影响近场区及波束指向性。图3所示为探头晶片尺寸对铸钢件底面反射回波增益的影响,从图3(a)可知,对于2.25 MHz纵波直探头而言,随着晶片尺寸增加,回波增益遵循先下降后增加的趋势,晶片直径为20 mm左右增益值最低,工件厚度为25 mm时,因处近场区内,变化趋势不明显;图3(b)为5 MHz纵波直探头晶片尺寸与铸钢件底面反射回波增益的关系曲线,晶片直径<20 mm时,随晶片尺寸增加,底波增益逐渐减少,但对于厚度200 mm的铸钢件,当晶片尺寸≥14 mm时,随着晶片尺寸增加,底波反射回波增益幅度变化不明显。

图3 探头晶片尺寸对反射回波增益的影响
从上可知,探头晶片尺寸对铸钢件底面反射回波增益有较大影响,随着晶片尺寸增加,回波增益先降低后增加,最优晶片直径约为20 mm,当厚度>200 mm时,晶片尺寸>14 mm后,反射回波增益不明显。对于马氏体不锈钢铸件纵波直探头超声波检测,探头晶片直径则宜选用Φ20 mm,当铸钢件厚度>200 mm时,探头则可以在Φ14~Φ20 mm范围内选用。
3 结论
探头频率在2~5 MHz范围内,对不同厚度铸钢件底波增益均相对较低,适于检测;探头最优晶片直径选择约为20 mm。
〔1〕黄天佑,刘小刚,康进武,等.我国大型铸钢件生产的现状与关键技术〔J〕.铸造,2007,56(9):899-904.
〔2〕徐丽,刚铁,张明波,等.铸件缺陷无损检测方法的研究现状〔J〕.铸造,2002,51(9):535-540.
〔3〕郑晖,林树青.超声检测〔M〕.中国劳动社会保障出版社,2008:25-59.
〔4〕高克全.水轮机不锈钢叶片超声波探伤试验研究〔J〕.无损检测,2003,25(12):628-630.
〔5〕冯若.超声手册〔M〕.南京大学出版社,1999:105-107.
Parameters selection analysis of ultrasonic testing technique for casting steel
LONG Hui-guo,HU Bo-tao
(Hunan Electric Power Corporation Research Institute,Changsha 410007,China)
The paper studies and analyses the change relationship between the echo waveforms amplitude and various ultrasonic testing parameters of ZG0Cr13Ni4Mo casting steel testing by adjusting ultrasonic testing parameters.Experiment results show that the variations of frequency or diameter of ultrasonic transducer have great impact on echo waveform amplification.Frequency of 2.5 MHz is suitable for ultrasonic testing when wall thickness is less than 75 mm,and frequency of 2.25 MHz is suitable when wall thickness is more than 75 mm.Diameter of probe wafer is 20 mm better.
hydroelectric plant;martensitic stainless steel;ultrasonic;echo waveform
TG115;TV7
A
1008-0198(2011)03-0050-03
10.3969/j.issn.1008-0198.2011.03.016
2010-09-15
龙会国(1978— ),男,汉族,硕士研究生,湖南隆回人,工程师,主要从事电站金属部件检验、失效分析与焊接工作。
猜你喜欢
山东冶金(2022年1期)2022-04-19 13:40:20
装备制造技术(2020年1期)2020-12-25 05:18:00
测控技术(2018年8期)2018-11-25 07:42:16
上海金属(2016年1期)2016-11-23 05:17:24
设备管理与维修(2016年7期)2016-04-23 06:51:38
电子世界(2016年22期)2016-03-12 22:15:32
超硬材料工程(2016年1期)2016-02-28 22:20:04
大型铸锻件(2015年4期)2016-01-12 06:35:34
中国铸造装备与技术(2015年5期)2015-12-10 10:23:33
中国铸造装备与技术(2015年5期)2015-12-10 10:23:33