
燃气热风发生器热风温度控制性能实验研究
2011-02-07 10:16同济大学庞志辉冯良葛雪李建设
上海煤气 2011年6期
同济大学 庞志辉 冯良 葛雪 李建设
热风发生器于20世纪70年代末在我国开始广泛应用,属于燃烧技术领域中供给热风的设备,在电子、食品、制药、印刷、包装、清洗、热处理等行业有十分广泛的应用前景。高效、可靠、稳定的热风发生器成为这些行业产品生产质量的重要保证。实验中所测试的采用全预混燃烧技术的直燃式热风发生器,具有污染物排放低(排放物中CO含量约为14×10-6,NOx含量约为6×10-6),热效率高(几乎达到100%)等优点,符合国家节能减排的政策要求,可适用于各种场合。但是各行业的生产工艺有很大差别,所涉及的工艺参数较多,如热风流量、热风温度等,例如纤维类物料干燥系统,烘干温度若超过85 ℃,干燥后的物料变色发黄且易碎,物料的物性改变而不能使用,成为废品;若温度过低,又会造成生产效率下降,生产成本提高,还有像透气防毒服的主要研制设备喷涂式上浆机,由于是特种行业对产品的质量要求很高,喷涂式上浆机烘箱的控温精度要求相当严格,温控精度需达到±4 ℃,这就要求建立高性能的、精确的、稳定的热风发生器的控制系统。
1 热风发生器的控制方式
热风发生器的控制系统可分为燃烧控制和温度控制两部分。
1.1 燃烧控制
合理可靠的燃烧控制是热风发生器最关键的环节之一,控制质量的好坏直接影响燃烧稳定性。由于全预混燃烧具有火焰短、燃烧完全等明显优点,因此本研究采用该燃烧技术的热风发生器。一套完整的全预混燃烧系统包括全预混的燃烧器头部和空气/燃气比例控制装置等。对于全预混燃烧状态下的燃烧器,保持合理、稳定的空燃比是燃烧器正常工作的前提,调节空气/燃气比例的装置显得尤为重要。维持稳定的燃气、空气比例对燃气燃烧的主要作用是维持稳定的燃烧工况、提高燃烧效率、减少污染排放。
常用的空气/燃气比例调节的方式有以下三种:
(1)机械连杆调节阀:伺服电机驱动空气蝶阀,通过连杆同步控制燃气蝶阀的开度,同步调节空气和燃气的供给量,维持空气/燃气比例的恒定。
(2)燃气比例阀:通过混合器与伺服阀相结合的方法实现燃气、空气比例的调节。
(3)伺服电机分别控制燃气和空气蝶阀的开度,由所谓电子空燃比控制器进行协同控制。
由上述几种调节方式可以看出,有两种是利用蝶阀控制空气与燃气流量的方式来控制空气/燃气比例。这种调节方式的结构较简单,具有良好的流体控制特性和密闭性能。但是普通蝶阀的调节特性与快开式的调节特性接近,如图1,即在阀程很小时,流量就有比较大的增加,并很快达到最大,只在某一流量范围内线性度较好,而在最大和最小流量运行时会出现不稳定,在整个调节过程中,线性度不是很好。这样的调节特性极易使空燃比偏离预期的设定值,从而影响全预混燃烧器的燃烧状态。而且蝶阀的快开式调节特性,使得它的流量调节范围较小,继而使燃烧器负荷调节比受到限制。所以这种空燃比的控制方式,会影响到整个控制系统的精度。
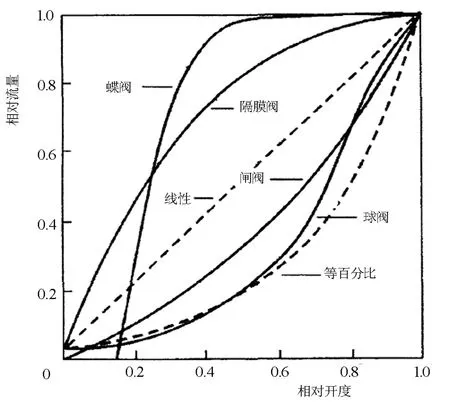
图1 部分旋转阀的流量特性
本系统中控制空气/燃气比例的装置采用的是压力式空气/燃气比例调节技术,结构见图2,具体调节过程为,将空气压力作为调节量,燃气压力作为校正量,燃气比例阀在空气压力信号与燃气出口压力之间建立1:1关系,在空气压力发生变化时这个比例关系是保持不变的。
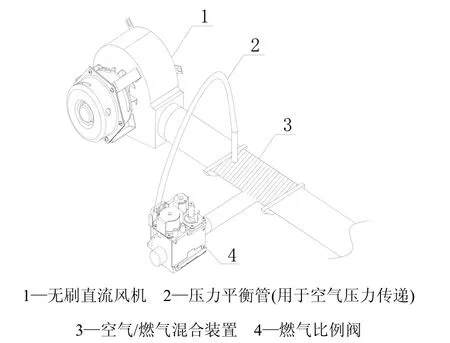
图2 空气/燃气比例调节装置
燃气比例阀的调节特性如图3,可见在较大的压力范围内(0.1~1.5 kPa)空气/燃气的比例保持稳定的值,可以达到我们的设计目的,保持合理、稳定的空燃比,维持全预混燃烧系统的理想燃烧工况。
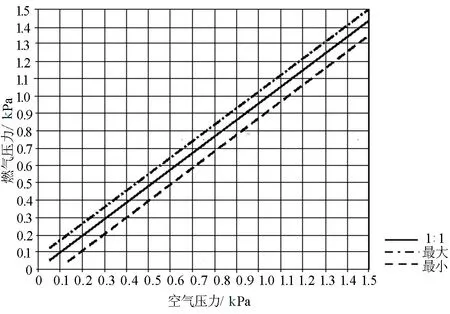
图3 燃气比例阀空气/燃气比例调节特性
1.2 温度控制
热风发生器最主要的控制指标是热风的出口温度,控制变量为无刷直流风机的转速,即空气的流量。
1.2.1 ON-OFF控制模式
ON-OFF控制方式容易操作,当前温度如果低于设定值,温度控制器输出ON,燃烧器以最大功率(100%负荷)运行,如果温度高于设定值,温度控制器输出OFF,燃烧器停止运行(相当于0%负荷)。由于燃烧器启动需要一定的吹扫、点火等时间,响应较慢,因此在像热风发生器这种热惰性较小的应用场合,在温度达到设定值时,一般以能维持燃烧的较小功率运行(例如30%负荷),即所谓的HIGH-LOW-OFF模式。由于它们都是由控制器输出触点的状态(ON或OFF)控制的,在这里把HIGH-LOW-OFF模式也归于ON-OFF控制模式,见图4。
ON-OFF控制方式就是以设定值为基准重复执行ON、OFF操作,将温度保持在固定的水平范围。
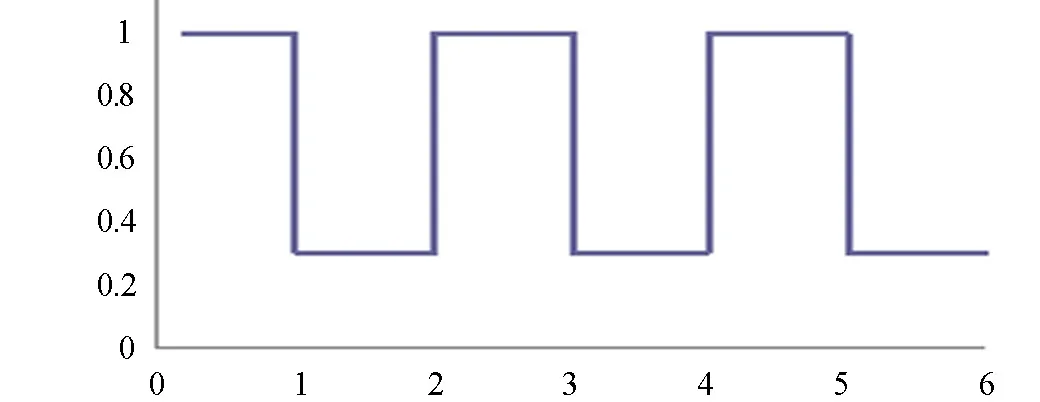
图4 ON-OFF控制过程示意
1.2.2 PID控制模式
PID是温度控制系统中应用较为广泛的一种控制方式。其调节的本质就是根据设定值与实际反馈值的偏差,通过比例、积分、微分这三个函数关系进行计算,计算结果用于控制输出。PID在时域里的微分方程为:

式中:u(t)—控制输出量;
Kp—控制器的比例系数;
e(t)—控制输入量;
Ti—为控制器的积分时间常数;
Td—控制器的微分时间常数。
比例环节反应了控制系统在偏差产生时控制器的响应速度。积分环节的作用是消除静态误差,但是会降低系统的响应速度,增加系统的超调量。微分环节的作用是对系统的动态过程起控制作用,根据偏差的变化趋势预先给出适当的纠正。这三个环节各自作用的相互配合,决定了PID控制器控制品质的优劣。
1.2.3 温度控制过程
燃烧系统采用PWM调速风机,因此控制器通过调节PWM输出信号来调节风机转速,从而控制空气流量的大小,由于燃气比例阀的控制作用,燃气流量随空气量的变化等比例的改变,稳定地控制燃烧器的负荷大小,从而最终实现新型的全预混热风发生器的温度调节控制。
热风温度采用ON-OFF控制模式时,温度控制器根据检测的热风温度值判断,如果低于设定温度值,输出ON给燃烧控制器的大小火控制端,燃烧控制器把最大功率对应的PWM信号给风机,如果高于设定温度值则输出OFF,燃烧控制器对应地把最小功率时的PWM信号给风机。采用PID温度控制模式时,选配的PID温度控制模块根据实测热风温度与设定温度的偏差,经PID计算后输出4~20 mA信号给燃烧控制器的4~20 mA信号输入端,而燃烧控制器把4~20 mA转化为对应的PWM转速信号后送风机。
2 热风发生器的温控性能测试
2.1 实验装置
实验装置见图5。
2.1.1 测试对象
全预混直燃式热风发生器。
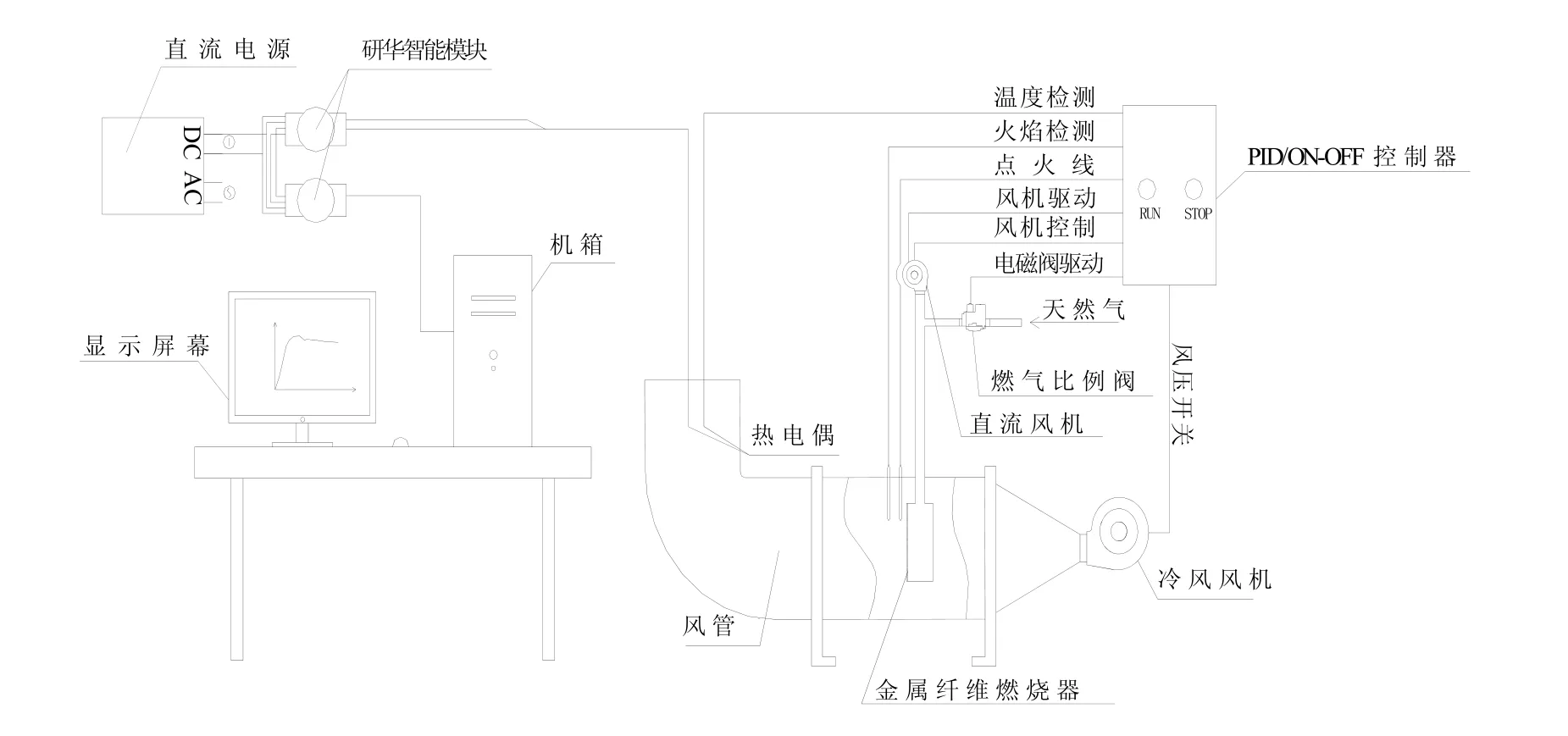
图5 全预混燃烧热风发生器温度控制性能测试装置
2.1.2 温度数据采集
实验使用研华ADAM-4011温度采集智能模块温度数据采集装置为,该模块使用微处理器控制的积分式A/D转换器将热电偶电压信号转化为相应的温度值数字信号,采样的速率为10采样点/s,精度为0.05%(电压输入)。研华ADAM-4520智能模块将采集到的数据按照RS-485标准转化为计算机可以接受的RS-232标准数据,传递给上位机进行数据记录。
实验中组态软件记录温度的速率为1采样点/s。
2.1.3 温度控制器
在实验中使用的温度控制器兼有PID和ON-OFF控制的功能,通过开关来控制PID控制模式和ON-OFF控制模式的切换。
PID温度控制器有自整定的功能,可根据热风发生器自身具体的状况调整PID各参数,以达到最佳的控制性能。
ON-OFF控制模式时温控器在温度设定值及5 ℃的回差温度输出相应的ON和OFF信号,实现大小火的切换,大火为满负荷状态下运行,小火为满负荷的30%负荷运行。
2.2 测试结果
根据实验过程记录的PID控制模式与ON-OFF控制模式下温度数据,绘制成如图6、图7的温升曲线,从热风温升曲线可以看出:热风发生器在PID控制模式时,温度由49.8 ℃开始升温,第一次达到设定值的时间为14 s,超调量为11.7 ℃,最终稳定到的设定值时间为56 s,在热风温度稳定后,温度上下波动不超过1.5 ℃,所以温控精度为±2 ℃;在ON-OFF控制模式下,温度由50.6 ℃开始升温,第一次达到设定值的时间为12 s,但ON-OFF控制无法达到稳定,温度值总是在设定值上下振荡,振荡的幅度在20 ℃左右。
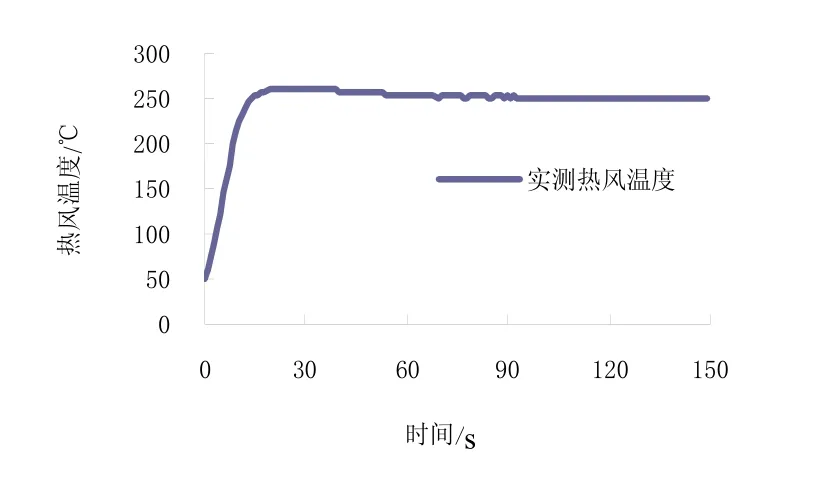
图6 PID控制模式下热风温升曲线
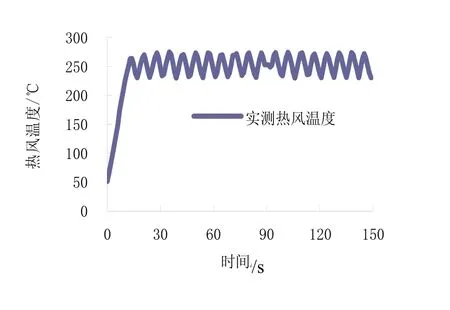
图7 ON-OFF控制模式下热风温升曲线
3 结束语
根据实际测得的温度响应可以看出,热风发生器在ON-OFF控制模式下,热风温度在设定温度点上有±20 ℃的波动;在PID控制模式下,系统的动态性能和稳态性能得到明显改善,热风温度在平衡点附近震荡小,控制精度显著提高,达到±2 ℃。将PID控制方式应用于热风发生器的热风温度控制中,实现了热风温度稳定、精确地控制,使得该类型热风发生器应用于更为广泛的场合,有利于该类型热风发生器的推广普及。
猜你喜欢
舰船科学技术(2022年20期)2022-11-28
湖北农机化(2021年7期)2021-12-07
制造技术与机床(2017年3期)2017-06-23
电子制作(2016年21期)2016-05-17
中国农业文摘-农业工程(2016年5期)2016-04-12
唐山文学(2016年11期)2016-03-20
自动化仪表(2015年5期)2015-06-15
汽车维修与保养(2015年6期)2015-04-17
质量技术监督研究(2015年1期)2015-04-09
河南科技(2014年15期)2014-02-27
