基于JIT的多目标总装准时物料配送方法研究
2011-02-01 01:38:34葛茂根刘明周蒋增强张铭鑫
中国机械工程 2011年23期
葛茂根 刘明周 钱 芳 扈 静 蒋增强 张铭鑫
合肥工业大学,合肥,230009
基于JIT的多目标总装准时物料配送方法研究
葛茂根 刘明周 钱 芳 扈 静 蒋增强 张铭鑫
合肥工业大学,合肥,230009
针对机械产品总装过程中的准时物料配送问题,从优化目标、约束条件及影响因素三方面考虑,提出以物料运输成本、物料运输时间、线旁库存三者综合为优化目标的多目标准时物料配送模型。给出优化目标的计算方法,并设计了混合粒子群算法,给出了使用此算法求解模型的具体实现过程。最终求解得到物料配送单用于指导配送,使决策者能够根据实际情况选择优化的偏好值。通过一个总装车间准时物料配送问题的实例验证了此模型和算法的有效性。
准时物料配送;多目标;JIT(准时);混合PSO
0 引言
在机械产品总装过程中,当物料供应商与装配车间之间距离较远时,采用中转库、工位库存两级库存的模式储存物料并安排配送。目前,国内外学者对两级库存模式下的物料配送问题进行了相关研究,其中:文献[1-2]提出用看板系统实现物料拉动配送;文献[3]提出运用按灯系统来提高生产线的吞吐量;文献[4]在文献[3]基础上提出一套专门为汽车生产、装配线设计的信息管理和控制的多媒体自动化控制Andon系统;文献[5-6]在研究中设定了最大库存与安全库存,当线旁库存低于安全库存数量时,按最大库存进行配送;文献[7]提出注塑企业的准时物料配送方法,即根据时间、交货期和相同时间内物料消耗数量等因素排序得到总的配送计划。
以上关于物料配送的研究文献大多集中在拉动式物料配送和周期性物料配送,研究重点是仓储部门如何及时响应生产现场物料需求并降低车辆运输成本。本文针对机械产品总装过程物料配送批量小、批次多、线旁库存空间有限等特点,提出包含配送成本、配送时间和线旁库存的多目标准时物料配送模型,以指导仓储部门进行多频次、小批量的主动送料,并根据实际情况选择优化的偏好值。
1 问题描述
在准时制(just-in-time,JIT)生产模式下,机械产品总装过程中的物料配送问题可以描述为:先由生产计划获知需要生产的产品型号与数量,然后根据产品的制造物料清单(bill of materials,BOM)计算生产该批产品所需要的零部件种类与数量[8]。例如:若要生产一个70B3型号的变速箱,则在工位OP3030需要4个同步弹簧。若70B3变速箱2010年8月1日的日生产计划是100台,则2010年8月1日在工位OP3030需要400个同步弹簧供生产该产品使用。得到每个工位需要配送的各种零部件及数量之后,就可利用多目标准时物料配送模型计算物料配送指导单,安排运输设备在指定的时间将指定数量的零部件运送到指定工位供生产使用。准时物料配送的目标是在保证生产现场物料不缺料、不堆积的前提下,考虑配送过程的经济性以及配送时间的实效性,使其达到整体最优。其生产过程需要满足以下假设与约束条件:
(1)本文中的物料配送是指将物料从车间缓存区,即物料中转库配送到生产现场工位,不包括物料的采购过程。
(2)仅考虑因受工位库存面积限制需要多次配送的主动配送件,不考虑体积小、通用性强的标准件等非配送件。
(3)产品的装配工艺即制造物料清单事先已经确定。
(4)产品的生产计划已知,按规定的节拍持续生产。
(5)用于配送的运输设备已知,设备的运输能力仅考虑运输设备的载重量及容积约束,不考虑运输设备的最大运输时间约束。
2 物料配送模型
2.1 优化目标
优化目标主要考虑物料配送过程中发生的运输成本、运输时间和线旁库存。其中,运输成本包括启用运输工具的固定成本和与载重量及行驶距离相关的可变成本。由于车间生产面积的限制以及装配过程工位布局相对简单,本文仅考虑与载重量相关的可变成本,而忽略与行驶距离相关的可变成本。运输时间包括车辆行驶时间与服务时间,即从配送第一批物料开始至完成配送任务时整个物料配送过程所需总时间。线旁库存指的是装配线工位旁料箱料架的物料库存量。
2.2 影响因素
本文将物料配送过程中的影响因素分为静态影响因素与动态影响因素两种。其中静态因素包括:工位-物料最大存储数量、车辆-物料运输能力以及装配线生产节拍等相对固定不变的影响因素;动态因素包括:工位-物料需求数量、工位-物料需求时间窗以及工位-物料线旁库存数量等随生产进行而不断发生改变的影响因素。
2.3 约束条件
物料配送过程的约束条件包括运力约束、生产约束以及库存约束等。其中,运力约束是指每一次配送的各种零部件之和不能超过运输设备的总运输能力,即要分别考虑车辆载重量的约束以及车辆容积的约束。生产约束是指每一次物料配送的时间与零部件数量满足装配线按节拍生产的约束,即需保证现场生产的不缺料。库存约束是指每一次物料配送后,线旁工位零件数量不能超过其最大存储数量,即不能造成现场物料的堆积。
2.4 配送模型
在综合考虑优化目标、影响因素与约束条件的基础上,建立的准时物料配送数学模型为
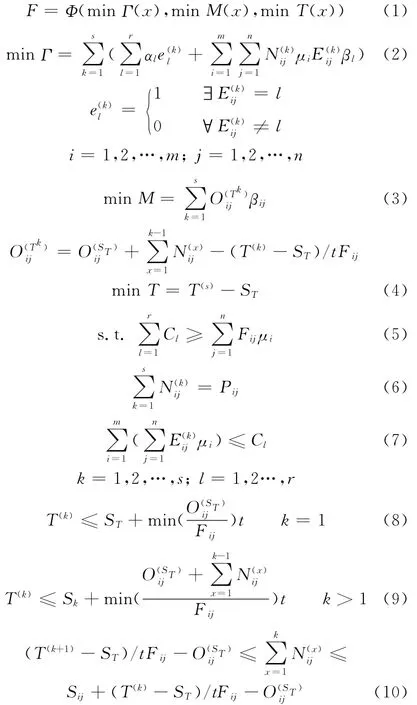

式(1)为配送模型的优化目标函数,x表示一个可行解;式(2)表示运输成本之和;式(3)表示每次配送前各个工位零件线旁库存之和;式(4)表示配送时间总和;式(5)表示各运输设备运力之和至少大于一个节拍内每个工位所需的零件数量总和;式(6)表示每种零件的总配送量满足生产需求;式(7)表示每一批各个运输设备运送的零件总数不超过该运输设备的运力;式(8)、式(9)分别表示第1批或者第k批物料的配送时间小于或者等于零件消耗最快、最先不能满足生产的工位的要料时间;式(10)表示到达的前k批物料需要满足第k+1批物料到达之前的生产需求,同时,当第k批物料到达时,总物料数量应小于最大库存。
3 优化算法
准时物料配送问题属于多目标多约束优化问题,目前许多启发式算法在解决多目标多约束优化问题时都有一定的局限性,如模拟退火算法和遗传算法进行求解时收敛速度慢,粒子群算法收敛能力差,易早熟[9-11]。因此,采用将三者相结合的混合PSO算法对该问题进行求解,即基于PSO算法的进化方式,借鉴遗传算法的编码方式,同时将Metropolis准则融入到PSO算法中,以计算全局最优位置,其算法流程如图1所示。
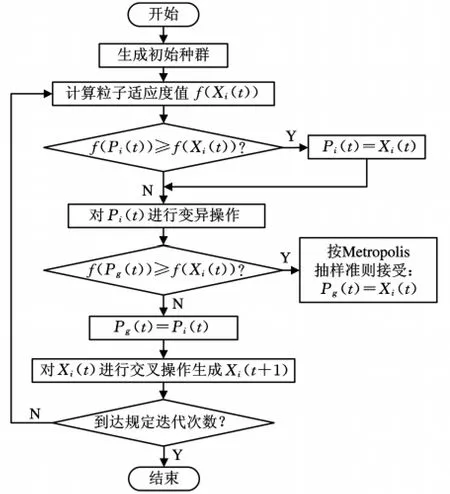
图1 混合PSO算法流程图
3.1 适应度函数
为了使决策者可以对运输成本、运输时间和线旁库存的权重有不同的侧重,本文利用综合判断先行加权平均模型进行评价,由于优化目标中的运输成本Γ、运输时间T和线旁库存M要求最小化,因此,根据准时物料配送模型的优化目标函数确定的优化算法的适应度函数为

个体x代表一个可行解(即被选方案),Γmin、Mmin、Tmin分别为遗传算法中每一代的运输成本Γ的最小适应度值、线旁库存M的最小适应度值和运输时间T的最小适应度值。
3.2 编码设计
由于最终得到的配送结果集是关于配送零件、数量、所至工位、配送时间以及配送车辆的集合,所以优化算法配送的粒子可采用关联矩阵的方式表示为

式(12)、式(13)、式(14)分别表示第1次、第2次和第s次配送的粒子,其中,式(12)中的T(1)为第1次物料配送到达的时间,N11为运送至第一个工位的第一种零件数量,E11为将第一种零件运送至第一个工位的车辆数,以此类推。
3.3 初始种群生成设计

3.4 交叉策略
考虑到对于不可行解的处理需要一定的开销,所以这里设计的交叉策略采用较多的约束条件以尽量避免产生不可行解,提高算法效率。采取两点交叉策略,即随机确定个体最优解Pi或者全局最优解Pg中的某一段,将此段复制到要交叉的粒子中。以单次配送矩阵为单位,随机选择从第x次到第y次的z个配送矩阵,即z=y-x+1(y≥x,且x≥1,y≤s),其中s为待交叉粒子的总配送次数。选取z个配送矩阵后,为保证交叉后的粒子为可行解,首先将待交叉粒子中的第x次到第y次配送的矩阵替换为复制段,然后参考初始种群的产生方法,调整待交叉粒子的其余配送矩阵,使其满足各约束条件后成为可行解。
3.5 变异策略
变异算子采取变异全局最优解Pg的方法,即以一定概率将Pg中所有数字交换位置,进行重新排序。这个概率即为混合粒子群算法的变异率,即每次变异操作前生成一个随机数,当该数小于变异率时,对Pg采取变异操作,而当该数大于变异率时,不采取变异操作。经过变异的粒子必须为可行解,因此,采取随机生成一个新的初始粒子来代替Pg的方式。实验证明,该方法简便可行。
4 仿真结果与分析
以某总装线中的某4个工位为例验证本文所述的准时物料配送方法,该装配线用于生产型号为MF70B3的变速箱。产品-零件结构BOM、工位-物料最大库存以及工位-物料原始库存如表1所示。某日生产计划为150台,生产节拍为100s。用参考物流当量[12]的计算方法转换的标准零件的系数矩阵为U=[0.1 0.1 0.2 0.3 0.25 0.8 1 0.02 0.14 0.28 0.4 0.25 0.4 0.125 0.125 0.1 0.38 0.25 0.24 0.28 0.31]。车间有3台运输设备用于该装配线的物料配送,标准运力分别为35、25和20。每台运输设备每次的启动成本分别为5元、4元和3元,运输单位标准零件的可变成本分别为每件0.1元、0.15元和0元。
根据以上数据,使用MATLAB 7.0编写仿真实验程序,优化参数分别为:初始粒子群数量20,循环迭代次数100,变异率0.35。计算Γ、M、T权重分别为0.2、0.7、0.1时的解集,并与遗传算法进行对比。遗传算法的参数取为:初始染色体数20,迭代次数100,变异率0.02。在内存为512MB,CPU为2.4GHz、磁盘空间为80GB的同一台计算机上用混合PSO算法计算的平均时间为104s,而用遗传算法计算的平均时间为409s。混合PSO算法计算的配送成本Γ=300,配送时间T=116(以生产节拍为单位),线旁库存M=309;而遗传算法计算的结果为:配送成本Γ=321、配送时间T=145、线旁库存M=394。结果表明,混合PSO算法的解优于遗传算法的解,且计算时间较短。
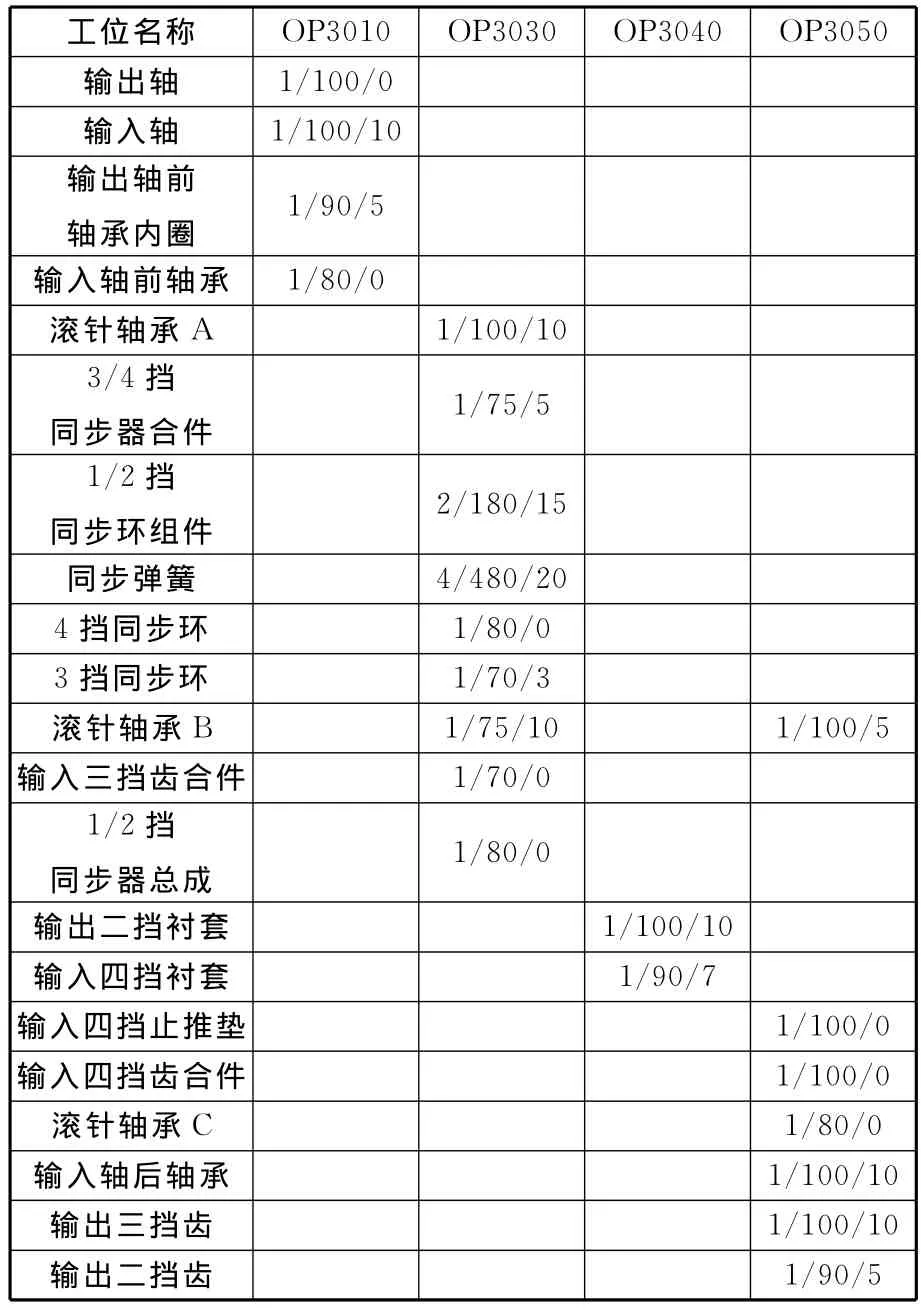
表1 工位-零件的BOM/最大库存/原始库存
图2所示为混合PSO算法和遗传算法计算结果对比。限于篇幅,仅列出了混合PSO算法结果的前4次物料配送矩阵,如表2所示。
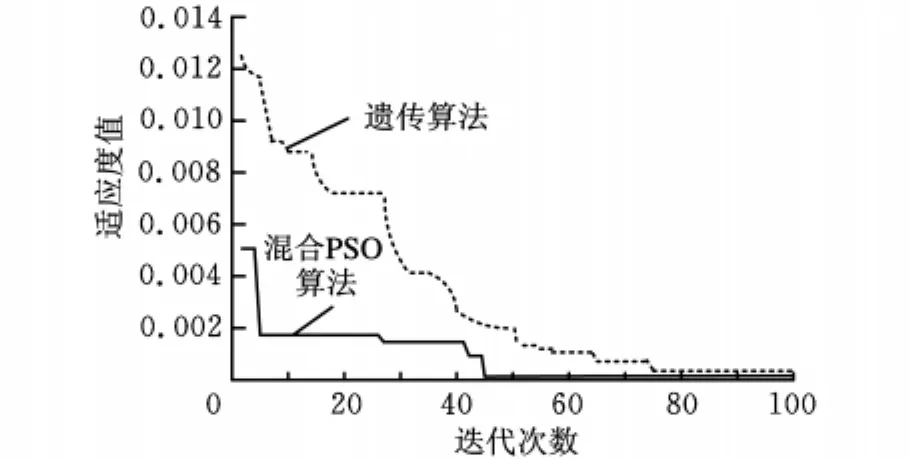
图2 混合PSO算法与遗传算法的收敛对比
表3所示为Γ、T、M 权重分别为1时的解集,从表中可以看出,当Γ、T、M 权重分别为1时,虽然配送成本、配送时间、线旁库存分别达到最优,但另外两个目标却未达到最优化。因此实际应用中,决策者可以根据不同的权重选择来获得不同的解集,从中选择一个合适的解作为物料配送指导单的最终结果。
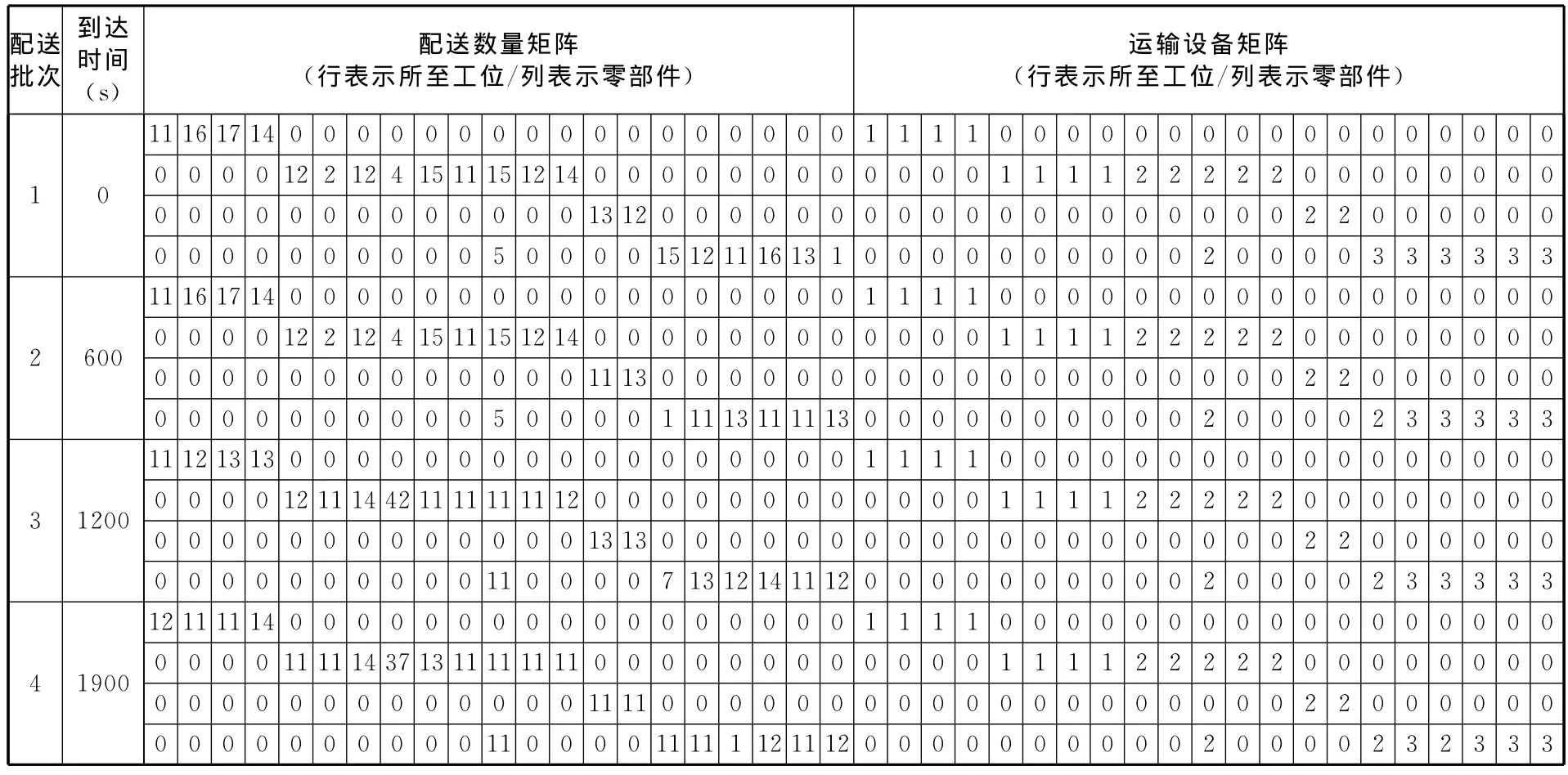
表2 物料配送矩阵
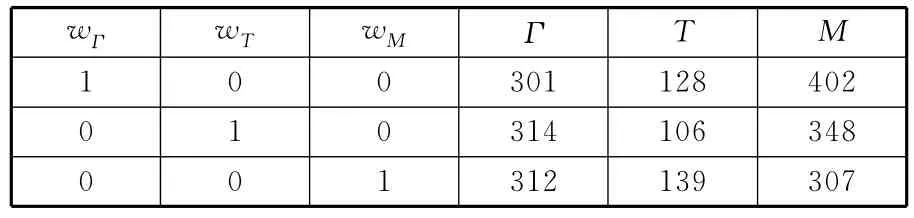
表3 Γ、T、M 权重分别为1时的解集
5 结论
(1)本文提出的多目标准时物料配送方法,变被动配送为主动配送,同时兼顾整个配送过程的时间效应与经济效益,适合机械产品总装车间的物料配送。
(2)采用综合评判线性加权模型解决多目标优化问题中的权重选择问题,使决策者能根据实际情况选择配送过程优化目标的偏好值,满足JIT生产模式下机械产品装配过程对准时物料配送的要求。
[1] Lai C L,Lee W B,Ip W H.A Study of System Dynamics in Just-in-time Logistics[J].Journal of Materials Processing Technology,2003,138:265-269.
[2] Al-Tahat D M,Mukattash A M.Design and Analysis of Production Control Scheme for Kanbanbased JIT Environment[J].Journal of the Franklin Institute,2006,343:521-531.
[3] Li Jingshan,Blumenfeld D E.Analysis of Andon Type Transfer Production Lines:a Quantitative Approach.Proceedings[C]//IEEE International Conference on Robotics and Automation.Barcelona,Spain,2005:278-283.
[4] Cao Zhenxin,Zhu Yunlong.Research on Material Feeding and Its Implementation in General Assembly Line of Mixed Model Automobile[J].Computer Inte-grated Manufacturing Systems,2006,12:285-291.
[5] Choi W,Le Y.A Dynamic Part-feeding System for an Automotive Assembly Line[J].Computers &Industrial Engineering,2002,43:123-134.
[6] 吕利勇,王田苗,肖修剑.基于配送BOM的拉动式生产方法研究[J].组合机床与自动化加工技术,2002(11):29-31.
[7] 李喆.基于MES的注塑生产过程实时物料配送系统的研究与实现[D].广州:广东工业大学,2007.
[8] 徐建萍,郭钢.基于工艺流程的物料配送BOM模型[J].重庆大学学报,2005,28(6):19-21.
[9] 刘明周,张明伟,蒋增强,等.基于混合粒子群算法的多目标柔性Job-Shop调度方法[J].农业机械学报,2008,39(5):122-127.
[10] Wei Zhong,Xu Xiaofei,Deng Shengchun.Evolutionary Algorithm for Solving Multi-objective Hybrid Flow-shops Scheduling Problem[J].Computer Integrated Manufacturing Systems,2006,12(8):1227-1233.
[11] Wu Xiuli,Sun Shudong,Yu Jianjun.Research on Multi-objective Optimization for Flexible Job Shop Scheduling[J].Computer Integrated Manufacturing Systems,2006,12(5):731-736.
[12] 李云.混合装配流水线物流系统的优化与仿真[D].上海:上海大学,2004.
Research on Multi-objective Method on Main Assembly Material Delivery Based on JIT
Ge Maogen Liu Mingzhou Qian Fang Hu Jing Jiang Zengqiang Zhang Mingxin
Hefei University of Technology,Hefei,230009
To solving the real-time material delivery problems during the assembly process of mechanical products,a multi-objective real-time materials distribution model was proposed considering from optimization objectives,constraints and impact factors,which integrated materials transportation costs,materials transportation time and materials storage on-line as optimization target.The calculation method of optimization objectives was given,a hybrid particle swarm algorithm was designed and the detail realization process with this algorithm was presented.Then distribution bills were gained,which used to guide materials distribution,and the overall objective optimization will be achieved,the decision-makers choose the preferred solution of optimization objectives according to the facts.Finally,the validity of this model and algorithm was verified by a case of assembly plant materials distribution problem.
real-time material delivery;multi-objective;just-in-time(JIT);hybrid particle swarm optimization
TH18;TP391
1004—132X(2011)23—2834—05
2011—01—07
国家自然科学基金资助项目(71071046)
(编辑 何成根)
葛茂根,男,1979年生。合肥工业大学机械与汽车工程学院讲师、博士研究生。主要研究方向为系统建模与仿真、CIMS。刘明周,男,1968年生。合肥工业大学机械与汽车工程学院教授、博士研究生导师。钱 芳,女,1987年生。合肥工业大学机械与汽车工程学院硕士研究生。扈 静,女,1976年。合肥工业大学机械与汽车工程学院博士研究生。蒋增强,男,1979年生。合肥工业大学机械与汽车工程学院副教授、博士。张铭鑫,男,1980年生。合肥工业大学机械与汽车工程学院讲师、博士研究生。
猜你喜欢
中国新闻周刊(2023年42期)2023-12-03 14:39:41
物流技术与应用(2020年5期)2020-06-25 02:48:12
意林(2020年10期)2020-06-01 07:26:37
石油地球物理勘探(2017年2期)2017-11-23 06:02:04
中央民族大学学报(自然科学版)(2017年1期)2017-06-11 07:13:32
统计与决策(2017年2期)2017-03-20 15:25:24
中国房地产业(2016年7期)2016-09-24 08:27:12
中国市场(2016年45期)2016-05-17 05:15:23
中国老区建设(2016年5期)2016-02-28 09:32:33
智能系统学报(2015年4期)2015-12-27 09:38:39