
金刚石砂轮磨削性能的检测方法①
2011-01-25 14:41:14华淑杰徐涌宏许延芝
超硬材料工程 2011年5期
华淑杰,梁 杰,徐涌宏,许延芝
(郑州大华机电技术有限公司,郑州 450001)
1 前言
金刚石砂轮已越来越广泛地被应用于磨削硬质合金、磁性材料等物质。金刚石砂轮出厂前的检查项目通常有这样几项:⑴基本尺寸;⑵形位公差;⑶外观缺陷;⑷硬度;⑸静平衡;⑹动平衡。
人们常常认为硬度、静平衡、动平衡这几项检查直接决定了磨具的安全性及使用性能等内在性能,因此这三项被作为砂轮出厂前的必检项目。然而,对于用户最关心的技术指标,大多数厂商都忽视了——锋利度和耐磨性——砂轮的磨削性能的检查,这种情况的出现主要是因为没有合适的检测手段。因此,设计并制造一种专门检测金刚石砂轮磨削性能的检测设备就成为一种迫切的需求。
我们通过与砂轮生产商密切合作,深入研究了砂轮的制造工艺、现场使用状况等,提出了检测砂轮磨削性能的方法,并且成功研制了检测砂轮磨削性能的设备——DHM-3型金刚石砂轮磨削性能试验机,有效实现了对砂轮磨削性能的检测,使砂轮制造商在产品出厂前就能比较真实地了解砂轮的现场使用情况。
2 检测设备工作原理
以生产中最常使用的用于磨削硬质合金的金刚石砂轮为例来说明DHM-3的工作原理。
我们要求金刚石砂轮制造商将砂轮制成外径60~120mm、环宽3~10mm、内孔20mm、厚度10~20mm的平行砂轮标准试样,安装在DHM-3的高速主轴上,再将砂轮的磨削对象——硬质合金试块安装在DHM-3的一个专用试块支架上,通过一定的控制方法使得砂轮与硬质合金试块保持恒力接触状态。其中,硬质合金试块为一个长方体形状,尺寸范围是:长60~120mm,宽10~20mm,厚10~20mm。如图1所示:
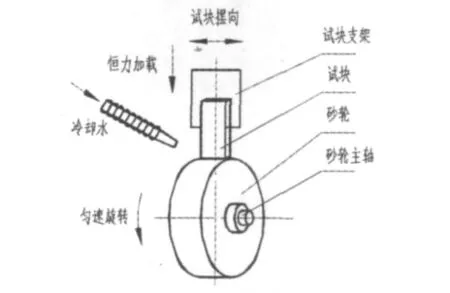
图1 工作原理示意图Fig.1 The schematic diagram of working principle
DHM-3可以实现以下功能:
(1)设定试块的消耗量:即磨削前与磨削后的试块长度;
(2)设定砂轮的线速度(15~25转/分),工作过程中砂轮线速度将保持设定值不变;
(3)设定被磨削对象(硬质合金试块)左右方向的摆频(0~45次/分);工作过程中摆频保持设定值不变;
(4)设定运行时间,即:砂轮开始转动到停止转动的时间。
3 检测方法
通过DHM-3,有以下两种方法可以实现对砂轮磨削性能的检测:
3.1 检测磨耗比
通过试块的消耗量和砂轮的消耗量,计算出二者的磨耗比,来反映砂轮的磨削性能。步骤是:
(1)首先分别称取砂轮和试块的重量G1、G2,然后分别将砂轮和试块安装在DHM-3上。
(2)设定试块的消耗量,磨削前为L1,磨削后为L2。
(3)设定砂轮的线速度、试块的摆频。
当上述数据通过触摸屏设定好后,开启设备运行;当试块被磨削至设定的最小值L2时,DHM-3自动停止运行,并记录下来整个过程的运行时间。
此时,将砂轮和试块分别取下,再分别称取其重量:G1’、G2’,计算出磨耗比:

通过磨耗比值即可反映出砂轮的磨削性能。即:磨耗比越小,说明砂轮越耐磨。运行时间主要反映砂轮的锋利度,即:运行时间越短,说明砂轮越锋利。
3.2 通过运行时间来反映砂轮的磨削性能
通过试验研究,我们发现这种方法更适合检测陶瓷金刚石砂轮和陶瓷cBN砂轮的磨削性能,因为这两种砂轮比树脂金刚石砂轮用于磨削硬质合金时要耐磨得多,我们可以忽略砂轮的消耗。具体操作方法如下:
(1)先记录试块磨削前的长度值L1。
(2)定砂轮的线速度、试块的摆频。
(3)设定DHM-3的运行时间。
当上述数据通过触摸屏设定好后,开启设备运行。运行到设定时间时,DHM-3自动停止。此时再量取试块磨削后的长度值L2。计算出试块的磨除量ΔL:

磨削时间一定时,ΔL越大,说明砂轮越耐磨、越锋利。
DHM-3的工作过程基本仿真了砂轮的现场工作过程。
试验证明,只要我们选取品质一致、尺寸合适的硬质合金试块作为标准检测试块,通过DHM-3就可以实现对砂轮磨削性能的检测,使得砂轮制造商在其产品出厂前就可以真实了解砂轮的磨削性能。
对于个别砂轮用户,需要选购很贵重的、特殊规格的大砂轮时,砂轮供货商可以要求用户提供被磨削件作为标准试样,先制作砂轮小样进行检测,并将磨削性能指标提供给用户,当可以满足用户使用要求时再为用户制作合适规格的大砂轮,这样可以使砂轮制造商减少试验成本。
4 检测数据处理
图2所示为DHM-3的检测记录触摸屏操作界面。通过参数设定界面,可以很方便地将需要的工作参数录入;通过状态监视界面,可以实时地观测、查询检测数据。

图2 测试操作界面Fig.2 The operation interface for testing
5 结论
通过我们的实验研究及一些用户的现场使用,说明了本文提出的“金刚石砂轮磨削性能实验检测方法”是一种切实可行的、比较科学的检测方法,并且为金刚石砂轮工艺配方研究者和生产商提供了一种可靠的检测设备,破解了长期困扰砂轮配方工艺研究者的——砂轮的耐磨性和锋利度无法量化测定的难题。
猜你喜欢
山东冶金(2022年4期)2022-09-14 08:59:00
西部交通科技(2022年2期)2022-04-27 00:34:29
四川冶金(2019年4期)2019-11-18 09:30:54
山东工业技术(2018年5期)2018-03-10 08:28:23
中学生数理化·高二版(2016年3期)2016-12-26 09:38:50
科技创新与应用(2016年34期)2016-12-23 15:59:26
凿岩机械气动工具(2016年1期)2016-11-11 07:33:30
新高考·高一物理(2016年3期)2016-05-18 02:59:14
专用车与零部件(2016年2期)2016-04-11 09:19:21
设备管理与维修(2016年6期)2016-04-09 14:49:47
