
纺皮马棉/澳棉50/50 9.7 Tex工艺路线的探索
2011-01-19 10:23徐小凡
山东纺织科技 2011年6期
徐小凡(, )
Pima 100% 纱做出的针织面料手感柔滑,丝质光泽,吸湿性好,天然亲肤,得到市场一些高端客户的青睐。应客户要求,本厂曾纺出不同比例的Pima/Cotton混纺纱,但是,当Cotton比例超过50%时,做出的针织面料逐渐失去Pima 100%的手感。本公司生产的9.7 tex Pima/Cotton (50/50)纱客户投诉不断,主要反映面料条干差,棉结非常多,只能做漂白针织面料和个别浅色针织面料,严重阻碍客户的市场开发。原因是Pima棉纤维主体长度是38 mm,Cotton(澳大利亚棉)的主体长度是28 mm,两种纤维长度差异大,按照(50/50)混纺,必然造成各牵伸区浮游纤维难以控制,条干恶化;另外,Pima 100%纯纺纱客户投诉最多的是棉结,证明Pima纺纱过程棉结比较难清除,所以9.7 tex Pima/Cotton(50/50)质量未能如意。为此,2009年初,本厂成立攻关小组,寻找9.7 tex Pima/Cotton(50/50)的最佳工艺路线。
1 原工艺方案
原工艺方案即方案一客户反映条干差和棉结非常多,只能做漂白针织面料和个别浅色针织面料。
1.1 方案一工艺流程
FA306A→HSR1000→HY492A→FA506→赐来福338
1.2 成纱质量
筒纱成纱质量乌斯特数据如表1所示。
1.3 原因分析
分析客户反映棉结非常多的原因是Pima纤维原料是皮辊棉,经AFIS检测,原料棉结比Cotton锯齿棉少,但杂质比Cotton多,针对Pima原料棉结少,CVT三个打手速度最低设定,刺辊速度偏低掌握,各打手与尘棒隔距也较大设置,但是,与Cotton同工艺经过特吕茨勒清梳联的Pima生条棉结比Cotton生条多,说明棉结多的主因是Pima,另一方面,也表明Pima纤维在DK740上的棉结清除效率低。DK740主要工艺如表2所示。

表1 筒纱乌斯特数据

表2 DK740主要工艺
2 增加一道梳棉工艺
在不改变梳棉工艺的前提下,要提高梳棉的清除效率,方案二采取Pima增加一道梳棉工艺,投产纺出9.7 tex Pima/Cotton (50/50)棉纱453.6 kg。
2.1 方案二工艺流程
2.2 成纱质量
筒纱乌斯特数据如表3所示。
2.3 客户反映
与方案一比较,条干差不多,棉结似乎少一些,但是也只能适用漂白针织面料和个别的浅色针织面料。
3 采用传统清花工艺
方案二棉结有所减少,表明二道梳棉工艺值得进一步探讨,至于成纱棉结减少不明显,应该与Pima经特吕茨勒清梳联的CVT三个打手的打击过度有关。由于打击过度,Pima纤维损伤不少,即使有二道梳棉,相对增加的棉结也未能彻底清除,相反损伤的纤维在后道的牵伸中不断产生棉结。必须针对Pima纤维的纤维长度和皮辊棉特点,进一步寻找清花工序减少打击的工艺路线。于是我们方案三采用国产清花成卷再上梳棉的办法。Pima和Cotton按50/50比例在抓棉槽相混,各打手速度降到最低,加大各打手与尘棒隔距,梳棉轻定量慢速度。由于此方案较独特,质量存在风险,只投产纺出226.8 kg的9.7 tex Pima/Cotton (50/50)棉纱。
3.1 方案三工艺流程
(Pima 20%+Cotton 50%)FA002→FA016A→FA022(8)→FA106A(梳针)→FA142→FA224B→FA334→FA344→VC5A→FA306A→HSR1000→HY492A→FA506→赐来福338
3.2 成纱质量
筒纱乌斯特数据如表4所示。

表3 筒纱乌斯特数据

表4 筒纱乌斯特数据
3.3 客户反映
客户反映不论是条干或是棉结,都比方案一差多了。
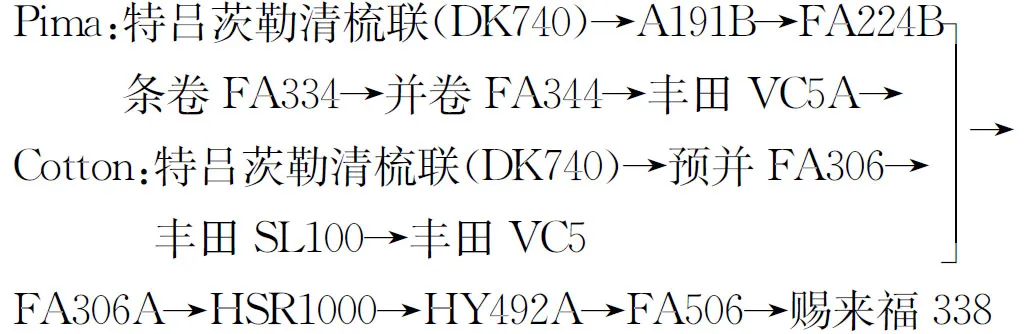
4 传统清花和清梳联相结合
方案三质量更差,原因是虽然Cotton原料含杂比Pima少,但带纤维籽屑比Pima高,特吕次勒有轴流开棉机,并且各机吸风比国产机好,对清除带纤维籽屑有利,而国产设备清除效果差,所以Cotton与Pima相同工艺经过国产清花设备时,Cotton的棉结、杂质的清除肯定不理想,必定影响到最终纺纱质量。于是采用Pima经国产清花,Cotton经特吕茨勒清梳联的工艺路线,将生条Pima50%和Cotton50%在条卷机并合,再经过第二道梳棉。考虑到Cotton过多两道梳棉后,担心精梳条过熟,精梳后只过一道并条。投产纺出453.6 kg的9.7 tex Pima/Cotton 50/50棉纱。
4.1 方案四工艺流程

4.2 成纱质量
乌斯特数据如表5所示。
4.3 客户反映
客户反映条干比方案二好,棉结比方案二少。可做漂白、浅色和部分中色针织面料,但大部分的中色和全部的深色针织面料不能使用。
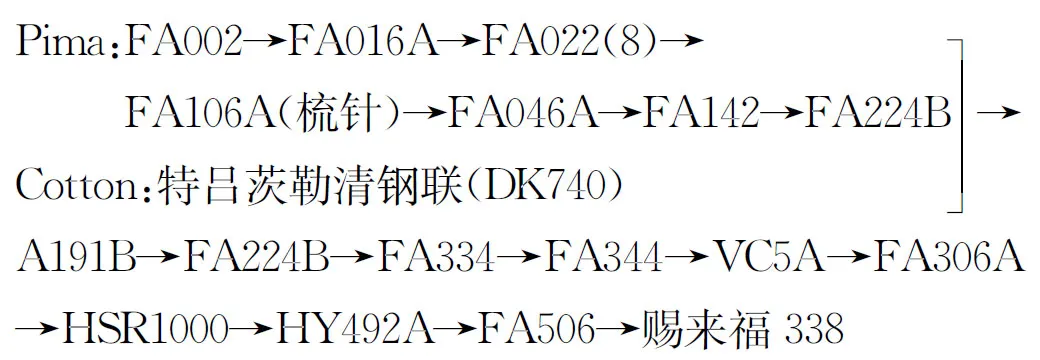
5 优化工艺方案
攻关组按照方案四的方向继续探讨,终于找到质量突破的最佳途径。方案四的缺陷,主要是精梳后还有一部分弯钩纤维。因此,方案五在方案四的基础上增加一道并条。头道采用纤维伸直工艺,第二道采用条干均匀工艺。投产纺出453.6 kg的9.7 tex Pima/Cotton 50/50棉纱。
5.1 方案五工艺流程
5.2 成纱质量
筒纱乌斯特数据如表6所示。
5.3 客户反映
客户反映条干比方案四好,棉结也比方案四减少。浅色、中色针织面料都无问题,但深色针织面料还有一部分未能完全满意,主要是布面白点偏多,但经人工用镊子钳去一些白点后,就可以使用。总体来说,9.7 tex Pima/Cotton 50/50棉纱基本上可做任何颜色的针织面料。因此,9.7 tex Pima/Cotton 50/50工艺路线确定采用方案五。

表5 筒纱乌斯特数据

表6 筒纱乌斯特数据
6 总结
纵观整个探索过程,体会如下:
6.1Pima与Cotton纤维的原棉特性不同,清梳的纺纱工艺必须有区别。
6.2Pima与Cotton的纤维在条卷并合,在第二道梳棉单纤维状态混和,再经精梳后,在并条牵伸时两种纤维已融为一体,避免通常在并条并合时某一瞬间罗拉握持的两种纤维的比例不一样,产生条干不匀,增加棉结,这是质量突破的关键。
6.3精梳后宜用两道并条。
经过两年多的探索,终于找到生产精梳9.7 tex Pima/Cotton (50/50)棉纱的最佳工艺路线,棉纱做出的针织面料基本满足客户的要求。
猜你喜欢
好日子(2021年10期)2021-12-02
纺织科学研究(2021年7期)2021-08-14
纺织科学研究(2021年7期)2021-08-14
少年漫画(艺术创想)(2020年9期)2020-03-19
纺织服装流行趋势展望(2020年3期)2020-02-01
纺织服装流行趋势展望(2020年3期)2020-02-01
纺织服装流行趋势展望(2020年1期)2020-02-01
中国医学影像学杂志(2018年9期)2018-10-17
纺织服装流行趋势展望(2016年6期)2016-05-04
纺织服装流行趋势展望(2016年6期)2016-05-04
