铝(镁)合金消失模铸造近净成形技术研究进展
2011-01-19 03:54:18樊自田蒋文明
中国材料进展 2011年7期
樊自田,蒋文明,赵 忠
(华中科技大学材料科学与工程学院材料成形与模具技术国家重点实验室,湖北武汉430074)
铝(镁)合金消失模铸造近净成形技术研究进展
樊自田,蒋文明,赵 忠
(华中科技大学材料科学与工程学院材料成形与模具技术国家重点实验室,湖北武汉430074)
阐述了铝(镁)合金消失模铸造技术的研究现状,着重介绍了铝(镁)合金消失模铸造在金属液充型、振动凝固、压力凝固以及消失模壳型铸造等技术方面的最新研究进展。研究表明,铝(镁)合金在消失模铸造过程中,需重点解决针孔、缩松等缺陷,提高液态合金的充型能力和铸件的力学性能;通过采用振动凝固和压力凝固的手段,可以提高金属液充型能力、细化组织、提高组织致密性,明显提高铸件力学性能。真空低压消失模壳型铸造技术,可以解决普通消失模铸造易于出现的孔洞和夹杂等缺陷以及浇不足和浇注温度高等问题,是一种生产复杂薄壁高质量铝、镁合金精密铸件的新方法。
铝镁合金;消失模铸造;振动凝固;压力凝固;消失模壳型铸造
1 前言
消失模铸造技术(LFC)是一种近无余量、精确成形的新技术,适合生产复杂零件,被称为是“代表21世纪的铸造新技术”和“铸造中的绿色工程”[1-6]。它是采用泡沫塑料制作成与零件结构和尺寸完全一样的实型模样,经浸涂耐火涂料,烘干后进行干砂造型,振动紧实,然后浇入金属液使模样受热气化消失,从而得到与模样形状一致的金属零件的精密铸造方法[7]。图1是消失模铸造的泡沫模及铸件的照片。与其他铸造工艺相比,它具有诸多优点:①铸件的尺寸精度高、表面粗糙度低;②增大了铸件结构设计的自由度;③散砂紧实、无粘结剂,简化了铸件生产工序,提高了劳动生产率;④容易实现清洁生产等。自20世纪50年代消失模铸造技术发明以来,它已取得了相当大的发展,在汽车行业中,如发动机的缸体、缸盖、电机壳体等复杂零件的铸造中已获得了广泛应用。消失模铸造应用最广泛的金属材料主要集中在铸铁、铸钢等黑色合金上,其相关技术的理论研究和实际应用已经非常成熟,而Al、Mg合金的消失模铸造技术发展相对较慢,Al合金消失模铸件受到一些缺陷的困扰,废品率居高不下,应用推广受阻,而Mg合金消失模铸造技术还未能在工业中获得实际应用,仍有许多问题亟待解决。因此,开展Al、Mg合金消失模铸造技术方面的研究对于扩大消失模铸造技术的应用和推广具有重大的理论价值和实际意义。介绍了Al,Mg合金消失模铸造技术研究和应用方面的最新成果。

图1 消失模铸造的泡沫模(a)及其铸件(b)Fig.1 Foam patterns(a)and castings(b)of LFC
2 Al,Mg合金消失模铸造技术研究及应用现状
2.1 Al合金消失模铸造研究现状
进入20纪80年代以来,采用干砂消失模铸造法生产Al合金汽车铸件在欧美得以迅速发展,国外Al合金消失模铸造技术开始大规模应用是在20世纪90年代初。其中第1条消失模铸造的生产线是通用汽车在Massena于1985年建成的,为Chevrolet生产Al合金缸体、缸盖[8-9]。在欧洲,1993年德国宝马汽车公司开始建设一条年产20万只各种规格Al合金气缸盖的消失模生产线,到1995年5月正式投产,成品率在90%以上,每天生产1 500个Al合金气缸盖。根据文献报道[10],到2009年美国的Al合金消失模铸件产量达到22万t。国外不论在Al合金消失模铸造的基础理论研究和实际生产应用方面都遥遥领先,从泡沫模样、金属液充型和凝固过程以及铸件缺陷控制方面都取得了大量成果。
至20世纪90年代中期,我国的消失模铸件产量还很少,最近五六年,消失模铸造发展才进入快速发展期。铸铁件的消失模铸造生产技术在我国已基本成熟,铸钢件(除低碳钢件外)的消失模铸造技术我国也基本掌握。据统计,2007年中国消失模铸件产量达到64.8万t,其产量和企业数量均列世界第1,而Al合金消失模铸件的产量达不到总产量的0.5%[11]。综上,Al合金的消失模铸造,在美国等铸造发达国家的汽车行业已广泛应用;但在我国,Al合金消失模铸件受到一些缺陷(主要是针孔、缩松)的困扰,废品率居高不下,Al合金消失模铸件的生产还比较少;引进和自行制造的Al合金消失模铸造生产线还未发挥应有的效益。
2.2 Mg合金消失模铸造研究现状
相比Al合金的消失模铸造,Mg合金的消失模铸造发展要缓慢得多,在实际生产中遇到很多问题,其实际工业生产难以推广。在国外,美国铸造协会于2002年6月在位于威斯康星州的Eck公司率先浇注成功消失模AZ91镁合金铸件[12]。而国内Mg合金的消失模铸造的工业应用还未见报道,一些研究者在这方面所做的努力虽然取得许多进展,但尚处于实验阶段。
3 Al,Mg合金消失模铸造技术存在的问题及发展方向
最新的研究表明[13],Mg合金非常适合消失模铸造工艺,其具有如下独特的优点:①在Mg合金浇注过程中,泡沫模样的分解产物主要是烃类(烷烃、烯烃等)、苯类和苯乙烯等气雾物质,它们对充型成形时极易氧化的液态Mg合金具有自然的保护作用;②采用干砂负压造型,避免了Mg合金液与型砂中水分的接触和由此而引起的铸件缺陷;③与目前普遍采用的Mg合金压铸工艺相比较,其投资成本大为降低,干砂良好的退让性大大减轻了Mg合金铸件凝固收缩时的热裂倾向;金属液较慢和平稳的充型速度避免了气体的卷入,使铸件可经热处理进一步提高其力学性能。
然而,Al,Mg合金消失模铸造技术发展也存在一定的难点:①金属液在充型浇注中,泡沫模样的热解气化将吸收大量的热量,造成合金流动前沿温度下降,过度冷却易形成冷隔、皮下气孔等铸件缺陷。因此,Al,Mg合金消失模浇注过程中,提高充型能力对获得优质Al,Mg消失模铸件至关重要,尤其是复杂薄壁Al,Mg合金铸件;②Al,Mg合金消失模铸造的浇注温度高达750~780℃,较普通空腔浇注高30~50℃,在此高温下,Al合金的吸氢严重,易使铸件产生针孔等缺陷;而Mg合金的氧化燃烧加剧,铸件缩松较多。这也是我国Al,Mg合金消失模铸造技术目前尚未解决的主要技术难题;③Al,Mg合金消失模铸造,需要低温气化的泡沫模样材料,然而有关泡沫模样材料的基础研究在我国进行的工作相对较少。另外,研制适合Al,Mg合金消失模铸造用强度高、透气性好的涂料,也是亟待解决的课题。
为了解决Al,Mg合金消失模铸造中充型浇注、氧化燃烧、针孔等问题,提高消失模铸造零件的性能,目前正在研究开发以下几种特种消失模铸造技术:
真空低压消失模铸造技术[14]它将真空消失模铸造与低压铸造有机地结合起来,综合了低压铸造与真空消失模铸造的技术优势,在可控的气压下完成充型过程,大大提高了合金的充型能力;与压铸相比,设备投资小、成本低、铸件可热处理强化;而与砂型铸造相比,铸件的精度高、表面粗糙度低、生产率高、性能好;在反重力作用下,直浇口成为补缩短通道,浇注温度的损失小,液态合金在可控的压力下进行补缩凝固,合金铸件的浇注系统简单有效、成品率高、组织致密;需要的浇注温度低,适合于多种有色合金浇注成形。
压力消失模铸造技术[15]它是消失模铸造技术与压力凝固结晶技术相结合。其原理是在带砂箱的压力罐中,浇注金属液使泡沫模气化消失后,迅速密封压力罐,并通入一定压力的气体,使金属液在压力下凝固结晶成形的铸造方法。这种铸造技术的特点是能够显著减少铸件中的缩孔、缩松、气孔等铸造缺陷,提高铸件致密度,改善铸件力学性能。在外加压力下凝固,外力对枝晶间液相金属的挤滤作用以及使初凝枝晶发生显微变形,可大幅提高冒口补缩能力,使铸件内部缩松得到改善;加压凝固还会使氢析出需更高的内压力才能形核形成气泡,抑制针孔的形成,同时压力增加了气体在固相合金中的溶解度,使可能析出的气泡减少。
振动消失模铸造技术[16]在消失模铸造过程中施加一定频率和振幅的振动,使铸件在振动场的作用下凝固。由于消失模铸造凝固过程中对金属液施加了振动,振动力使液相与固相间产生相对运动,从而使枝晶破碎,增加液相内结晶核心,使铸件最终凝固组织细化、补缩提高,力学性能改善。该技术可利用消失模铸造中现成的紧实振动台,通过振动电机产生的机械振动,使金属液在动力激励下生核,达到细化组织的目的,是一种操作简便、成本低廉、无环境污染的特种消失模铸造新方法。
消失模壳型铸造技术[17]以消失模铸造的泡沫模为原型,结合熔模铸造的制壳技术结壳,经失模、焙烧后装箱填砂,进行精密铸造成形。该技术结合了泡沫模的低成本、收缩小、尺寸设计灵活及熔模铸造高精度型壳等优点,由于浇注前脱去了泡沫模,避免了消失模铸造因泡沫模分解带来的气孔、夹杂等缺陷以及泡沫模气化吸热而引起的过高浇注温度问题,同时使金属液的充型能力进一步提高。另外,还可结合反重力低压铸造进行成形,使金属液的充型和补缩能力进一步提高。该技术不仅解决了普通消失模铸造易出现的气孔、夹杂等缺陷,还能保证铸件具有较高的尺寸精度和表面粗糙度以及良好的内在质量和成品率,是一种适合大型复杂薄壁精密铸件生产的新方法。
4 Al,Mg合金消失模铸造技术研究新进展
目前,制约Al,Mg合金消失模铸造技术发展的主要问题是:充型能力差,组织粗大、不致密,孔洞缺陷严重,导致铸件力学性能偏低。因此,对于Al,Mg合金消失模铸造技术方面的研究也主要围绕在以上几个方面,目的在于提高充型能力,细化组织,消除组织不致密和孔洞缺陷,最终提高铸件力学性能。下面,将围绕这个方面的研究分别进行阐述。
4.1 Al,Mg合金消失模铸造充型过程研究
M.R.Barone 和 D.A.Caulk[18]提出了在 Al合金消失模铸造中金属液和泡沫模间的热量传递,聚合物的分解和气体扩散的模型,利用这个模型计算的泡沫模的分解值和实验数据很好地吻合,模型还可以用来分析金属液的充填,并指出泡沫模的分解对于缺陷的产生起到至关重要的作用。
M.SANDS 和 S.SHIVKUMAR[19]研究了 EPS 分子质量和泡沫模密度对A356合金消失模铸造过程的影响,得出随着分子质量和泡沫模密度的增大,泡沫模的拉伸性能得到改善。随着泡沫模密度的增大,金属液的充型时间增加。另外,EPS分子质量和泡沫模密度可能对铸件的质量有较大的影响。
Sun WL[20]等用XRD测试了 Al合金消失模的充型认为,密度均匀,表面光滑的模样适合消失模铸造。Hess DR[21]等研究认为,模样的融合程度和珠粒类型对Al合金液流动速度影响较大,而Al合金中的Si含量对流动速度影响不大。
国内对Mg合金消失模铸造研究较早,刘子利[22]等研究认为,Mg合金消失模铸造中的浇注温度、负压真空度和模样厚度对充型速度的影响较明显。实验显示了抽真空浇注时,液态Mg合金优先沿壁面先行,呈凹形快速充型。
赵忠[23]等研究了机械振动对Al,Mg合金消失模铸造的充型流动的影响。结果表明,A356合金和AZ91D合金消失模浇注过程中进行机械振动,可以提高液态金属的充型能力,充型能力随着振动频率和振幅的增大而增大,见图2所示。

图2 不同振动频率与振幅对A356合金(a)和AZ91D合金(b)消失模铸造充型能力影响Fig.2 Influence of frequency and amplitude of vibration on filling ability of A356 alloy(a)and AZ91D alloy(b)LFC
此外,不同振动峰值加速度对A356和AZ91D消失模铸造充型能力的影响如图3示。当振动峰值加速度小于1g时,振动对A356和AZ91D的充型能力影响很小。而当振动峰值加速度大于4g时,振动力过大,消失模铸造过程中易出现工艺不稳定,产生严重粘砂、试样变形等缺陷,反而使金属液充型能力下降。因此,振动峰值加速度选择在1~4g之间,可以明显提高A356合金和AZ91D合金消失模铸造充型能力。
4.2 消失模铸造振动凝固技术研究
金属凝固过程中施加振动可以有效细化晶粒,文献[24]显示,振动对组织的影响包括增加形核、减小晶粒尺寸、提供同质结构等,并能提高合金的性能。日本的山本康雄[25]等将机械振动应用到球墨铸铁的消失模铸造中,促使石墨球化和晶粒的细化,提高铸件性能。
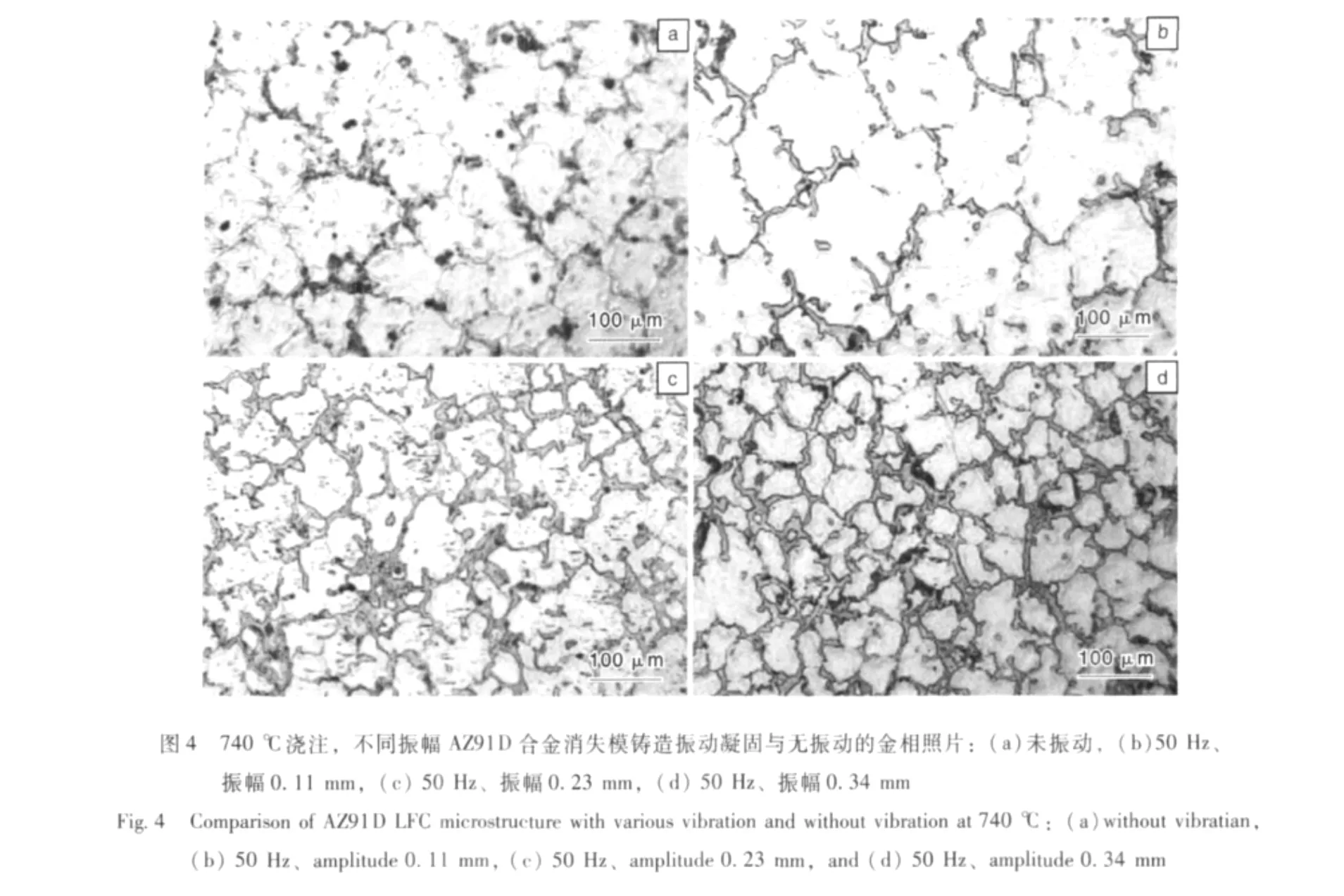
田学锋、李继强[26]等研究了机械振动对AZ91D合金消失模铸造组织和性能的影响。图4所示为不同振幅下AZ91D合金消失模铸造振动凝固试件的显微组织。从图4中明显看出,随着振幅的增加,AZ91D合金消失模铸造试件的晶粒逐渐变得细小。
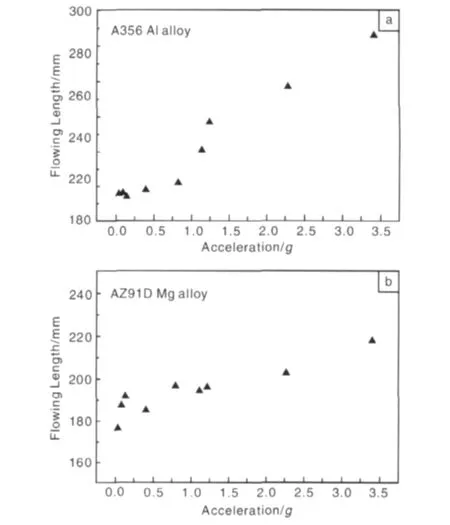
图3 不同振动峰值加速度对A356合金和AZ91D合金消失模铸造充型的影响Fig.3 Influence of acceleration of vibration on filling ability of A356 alloy and AZ91D alloy LFC
实验表明,AZ91D合金消失模铸造试件的屈服强度,抗拉强度和延伸率分别为99.40 MPa,134.48 MPa和1.85%,振动后分别提高到110.34 MPa,165.72 MPa和2.24%,可见,经过振动后,消失模铸件的综合力学性能较振动前有较大提高。
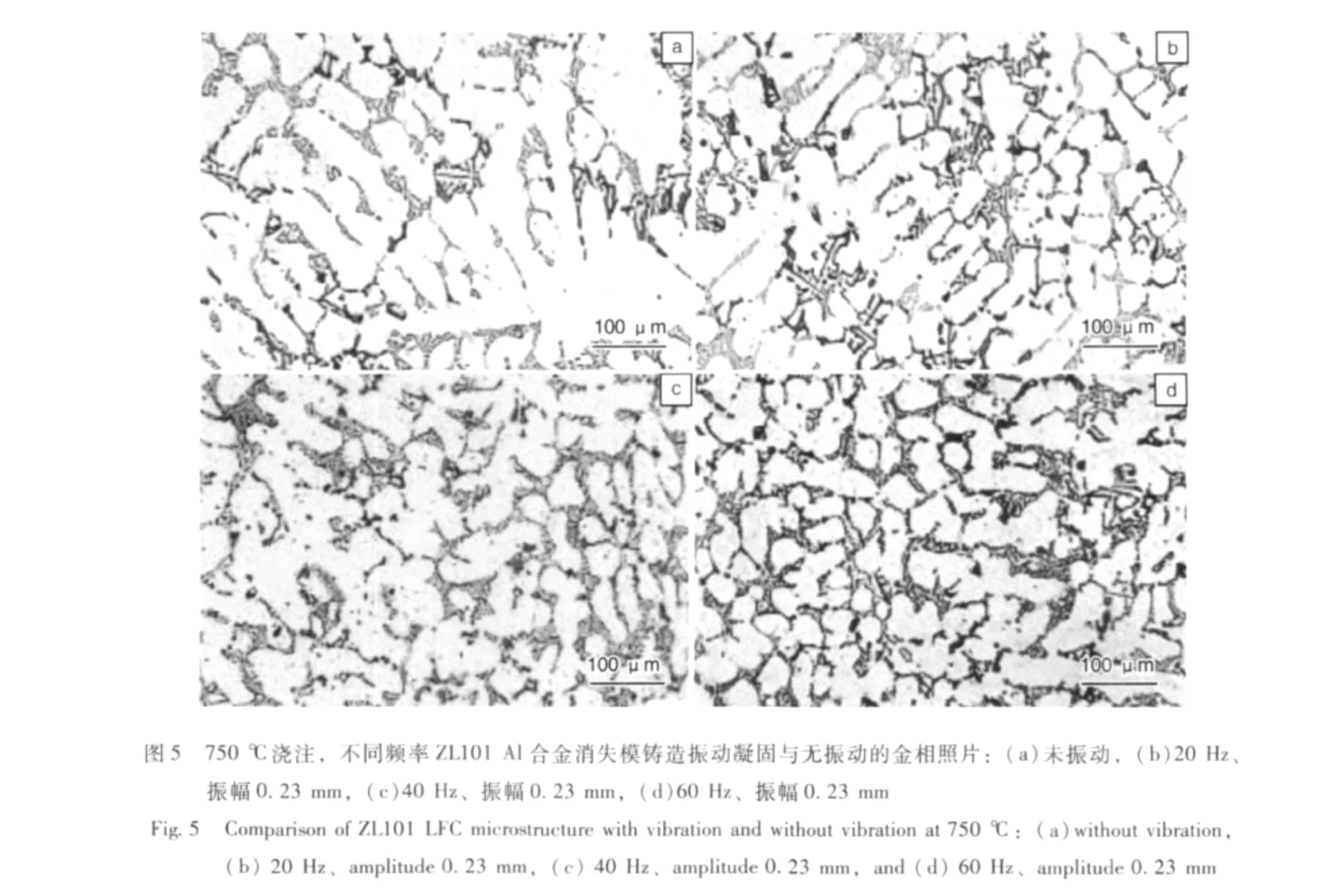
赵忠、潘迪[27]等研究了不同振动频率对ZL101 Al合金消失模铸件组织和性能的影响。在ZL101 Al合金消失模凝固过程中进行不同频率的垂直振动,组织明显细化(如图5所示)。在不同频率振动凝固试样的抗拉强度和延伸率变化如图6所示。从图6中可以看出,随着振动频率的增加,试样抗拉强度、延伸率逐渐增大,频率在0~20 Hz之间,性能提高显著,但20~60 Hz振动频率,试样抗拉强度和延伸率增加趋缓。试样硬度随振动频率的变化具有相似的规律,如图7所示。
不同振动加速度下,对Al合金消失模铸件实施振动凝固所得的铸件组织如图8所示。从图8可以明显看出,随着振动加速度的增大,晶粒尺寸明显减小。
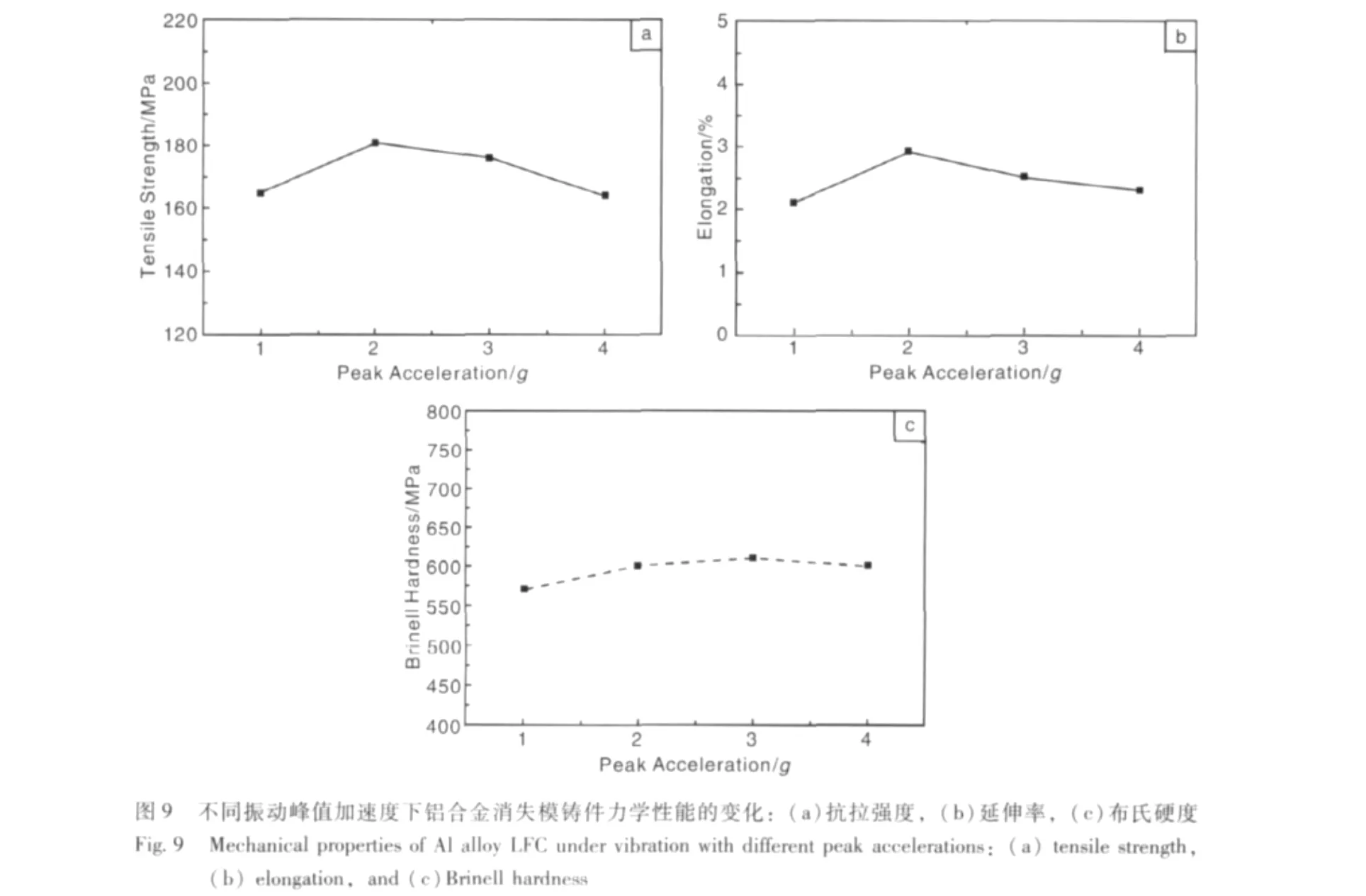
不同振动的峰值加速度对Al合金消失模铸件力学性能的影响,见图9所示。可以看出,虽然振动峰值加速度增大,合金的晶粒变的细小,但力学性能却没有随着振动加速度的增加而显著增加,甚至有一定的下降。综合分析,振动加速度在1~2g之间,振动对Al合金消失模铸造组织性能有积极的作用。



4.3 消失模铸造压力凝固技术研究
凝固期间加压的主要作用是去除缩孔、缩松、气孔等铸造缺陷,提高铸件致密度,改善铸件机械性能。早在1935年波契瓦尔与斯帕斯基[28]就采用了各向气体压力下结晶的方法制造了Al合金铸件,可以有效减少铸件中弥散气孔的出现。
20世纪90年代早期,消失模铸造就应用了压力凝固。Bokhyun KANG 等[29]对 Al合 金 A356(Al-7%Si-0.35Mg-低Fe)消失模铸造采用压力凝固进行了研究。认为压力凝固使铸件的密度增加,有效地降低了消失模铸造的孔隙度,提高了力学性能。赵忠、唐波等[30]采用自制的消失模真空压力设备,研究了压力对ZL101 Al合金铸件组织和性能的影响。图10是不同压力下凝固Al合金消失模试样的横截面照片。由图10可以看出,随着施加压力的增加,ZL101 Al合金铸件断面孔隙率显著降低,铸件不断变得致密。图11是外加压力对试样孔隙率和密度的影响规律。由两图可以看出,当外加压力达到0.5 MPa时,ZL101 Al合金消失模铸件的针孔基本消失(图11a)。压力继续提高,铸件密度提高趋缓(图11b)。
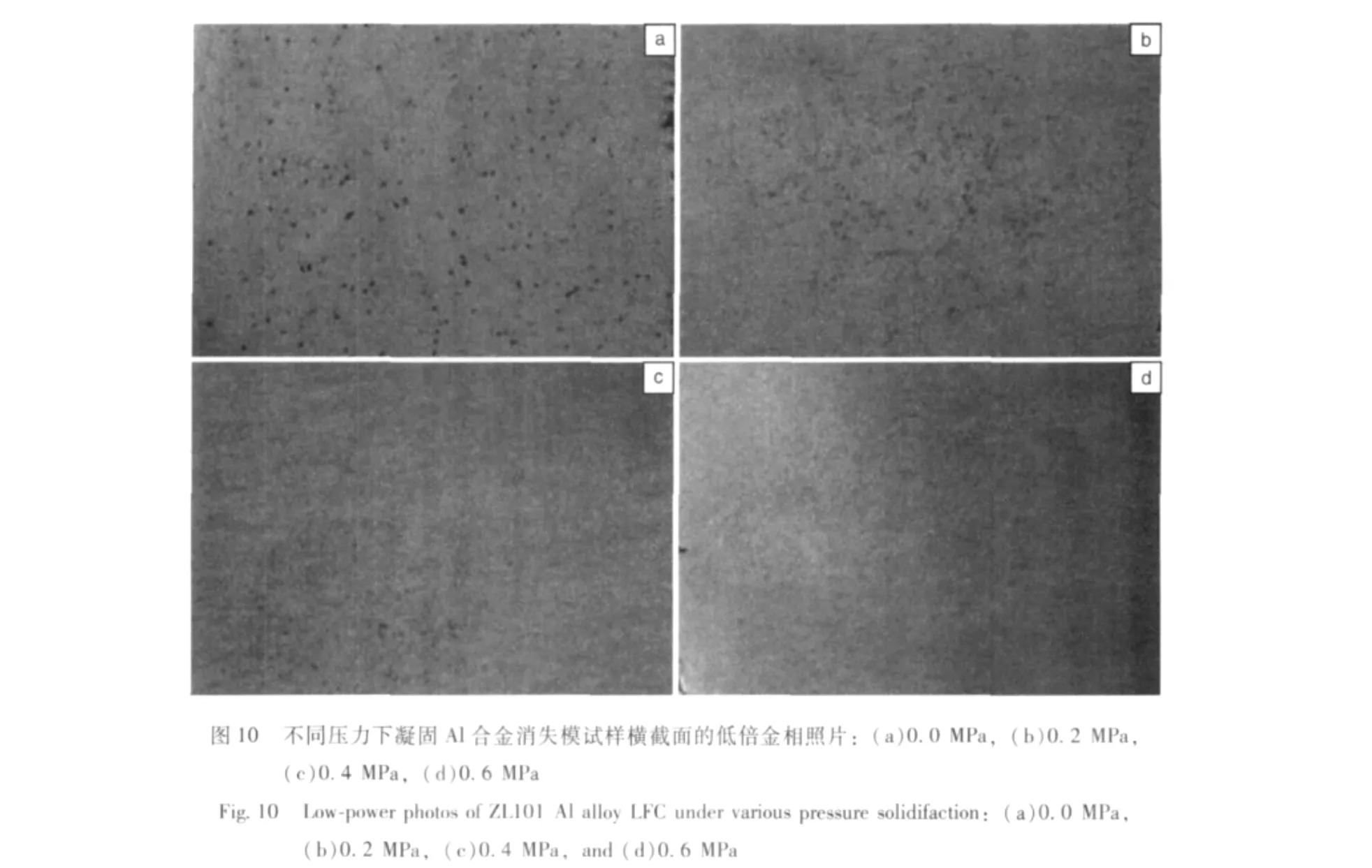
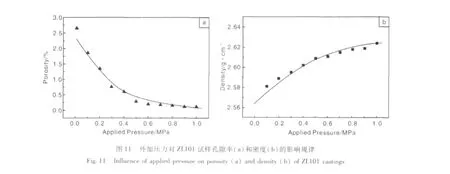
图12为不同外加压力对ZL101 Al合金消失模抗拉 强度与延伸率的影响。由图12可看出,随着外加压力的增大,试样的抗拉强度、延伸率逐渐提高。当外加压力达到0.5 MPa以上时,抗拉强度提高幅度逐渐减缓。其中,0.5 MPa压力下凝固的ZL101 Al合金试样与常压下消失模铸造试样比较,抗拉强度从137 MPa提高到了177 MPa,提高33.9%。

图12 外加压力对ZL101消失模抗拉强度与伸长率的影响Fig.12 Influence of applicd pressure on tensile strength and elongation of ZL101 alloy LFC
4.4 真空低压消失模壳型铸造技术研究
最近,蒋文明等[31-33]研发了一种新的真空低压消失模壳型铸造新技术,它将“消失模铸造精密泡沫模样成形”、“熔模精密铸造制壳技术”及“真空低压铸造成形”等多项精密铸造技术有机结合起来,可实现复杂薄壁Mg,Al合金精密铸件的高质量成形,其工艺流程见图13所示。
真空低压消失模壳型铸造采用高密度、高精度及表面光整的泡沫模样做母模(图14a),在其表面结壳2~3次形成复合涂层(图14b),经失模、烘烤等工序形成陶瓷型壳(图14c),再结合真空消失模铸造或真空低压消失模铸造成形,即可获得薄壁复杂Mg,Al合金精密铸件(图14d)。

图13 真空低压消失模壳型铸造工艺流程Fig.13 Flow chart of the shell casting process based on expendable pattern with vacuum and low pressure casting
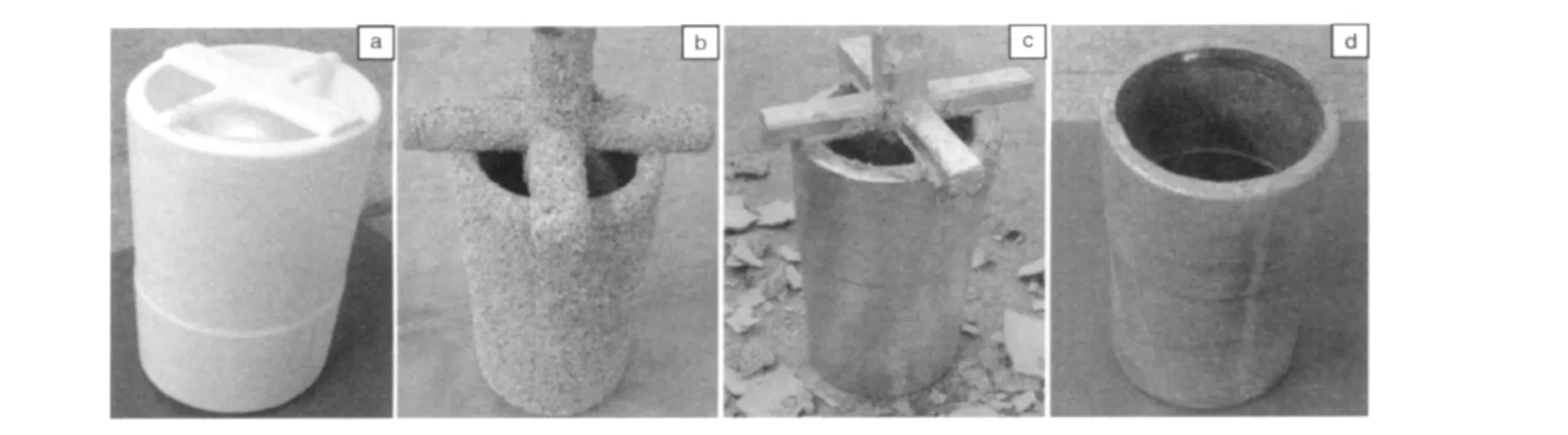
图14 铸件浇注过程照片:(a)泡沫模,(b)型壳,(c)脱壳,(d)铸件Fig.14 Photos of castings:(a)foam mold,(b)pattern-shell,(c)shell drawing,and(d)casting
真空低压消失模壳型铸造工艺,使金属液在真空与充型气体的双重压力进行充型,充型能力大大提高,在生产大型复杂薄壁铸件时具有明显的优势,且金属液在压力下凝固,铸件得到了充分的补缩,减少了气孔、缩松、针孔等缺陷,提高了组织致密性。图15是为真空低压消失模壳型铸造和普通重力下消失模铸造工艺获得的A356合金微观组织对比。由图15可以看出,真空低压消失模壳型铸件组织较普通消失模铸件组织大大细化,组织致密,气孔、缩孔等缺陷较少,普通消失模铸件内部明显有很大的孔洞缺陷。
表1是真空低压消失模壳型铸造和普通消失模铸造的A356合金铸件力学性能的对比。可见,真空低压消失模壳型铸造较重力消失模铸造具有较高的力学性能,其抗拉强度、延伸率和布氏硬度分别达到278.27 MPa,8.10%和931 MPa,较重力消失模铸造分别高了20.2%,166.4%,17.6%。另外,由表1还可看出,真空低压消失模壳型铸件表面质量优于普通消失模铸件,主要是由于高密度泡沫模和高精度陶瓷壳型的采用。

图15 不同工艺A356合金组织对比:(a)重力消失模铸件,(b)真空低压消失模壳型铸件Fig.15 Comparison of microstructure of A356 alloy obtained using different processes:(a)gravity lost foam casting and(b)expendable pattern shell casting with vacuum and low pressure

表1 两种工艺获得的A356合金铸件力学性能对比Table 1 Comparison of mechanical properties of A356 alloy castings obtained by two processes
5 结语
(1)Al,Mg合金消失模铸造过程中,金属液充型能力较差,常采用提高浇注温度、抽真空和增加涂料透气性等方法来提高合金的充型能力。此外,消失模铸造中施加一定振动可以适当提高Al,Mg合金消失模铸造的充型能力。
(2)Al,Mg合金消失模铸造中,减少Al合金针孔和Mg合金缩松的方法,主要是采用压力凝固、低压铸造等技术来实现,压力凝固很大程度地提高了合金的补缩能力,使得Al,Mg合金消失模铸件组织致密,孔洞缺陷大大减少,力学性能相应得到很大提高。
(3)消失模铸造振动凝固技术是一种细化Al,Mg合金消失模铸造组织的简便有效的方法,如果同时结合化学元素变质处理,可以实现组织的进一步细化,显著提高Al,Mg合金消失模铸件的力学性能。
(4)开发出适合Al,Mg合金消失模铸造的合金、涂料、热处理和成形新工艺等技术,是Al,Mg合金消失模铸造今后研究的主要内容和发展方向。真空低压消失模壳型铸造新工艺在浇注前脱去了泡沫模样,避免了泡沫模在浇注过程中分解带来的孔洞、增碳和夹杂等缺陷;另外,金属液在真空和低压的双重压力下充型和凝固,金属液的充型和补缩能力大大增强,是一种适合生产复杂薄壁高质量Al,Mg合金精密铸件的新方法。
References
[1]Liu X J,Bhavnani S H,Overfelt R A.Simulation of EPS Foam Decomposition in the Lost Foam Casting Process[J].J MaterProcess Technol,2007,182(1/3):333 -342.
[2]Liu Z L,Hu J Y,Wang Q D,etal.Evaluation of the Effect of Vacuum on Mold Filling in the Magnesium EPC Process[J].J Mater Process Technol,2002,120(1/3):94 -100.
[3]Thomson J P,Xu S,Sadayappan M.Low Pressure Casting of Magnesium Alloy AZ91 and AM50[J].AFS Transactions,2004,(112):985-994.
[4]Littleton Harry,Miller Brian,Sheldon David,etal.Process Control for Precision Lost Foam Casting-Part1[J].Foundry Management&Technology,1996,(12):37 -40.
[5]Martlatt M,Wweiss D J,Hryn J N.Developments in Lost Foam Casting of Magnesium[J].AFS Transactions,2003,(111):1 053-1 060.
[6]Lessiter J M.Expendable Pattern Casting:State of the Process[J].Modern Casting,1994(1):36-38.
[7]Fan Zitian(樊自田).Forming Technology and Theory for Advanced Materials(先进材料成形技术与理论)[M].Beiing:Chemical Industry Press,2006.
[8]Wei B C,Honsel C.Rolle der Simulation in Lost Foam[C].Proceeding of the4th LFC Symposium,Paderborn:The Editorial Committee of This Proceeding,2006.
[9]Lammers T,Florijn H.L F in the EU:Markets,Products and Development[C].Proceeding of the4th LFC Symposium,Paderborn:The Editorial Committee of This Proceeding,2006.
[10]Wang Zhongxiang(王忠祥).消失模技术的应用及其展望[J].Information for Science and Technology(科 技 信 息),2007,(7):39-40.
[11]Liang Guangze(梁光泽),Li Zenmin(李增民).中国实型(消失模)铸造的现状与展望[J].Full Mould and Lost Foam Casting(实型铸造及消失模铸造),2008(8):1 072-1 075.
[12]AFS Magnesium Lost Foam Casting Committee.Genesis of a New Process:Magnesium Lost Foam Casting[J].Modern Casting,2003(4):26-28.
[13]Dong Xuanpu(董选普),Fan Zitian(樊自田),Huang Naiyü(黄乃瑜)etal.镁合金消失模铸造的优势及技术关键[J].Special Founding and Nonferrous Alloy(特种铸造及有色合金),2003(4):30-32.
[14]Fan Zitian(樊自田),Dong Xuanpu(董选普),Huang Naiyü( 黄 乃 瑜),etal.Expendable Pattern Casting Process with Counter-Gravity and Vacuum and Equipment for Magnesium(Aluminum)Alloy(镁(铝)合金反重力真空消失模铸造方法及其设备),CNZL02115638.7[P].2002-12-04.
[15]Fan Zitian(樊自田),Zhao Zhong(赵 忠),Tang Bo(唐波),etal.Pressured Solidification Method and Equipment of Expendable Pattern Casting for Aluminum(Magnesium)Alloy(铝合金或镁合金消失模铸造加压凝固方法及装置),CNZL200810197390.0[P].2009-03-25.
[16]Fan Zitian(樊自田),Li Jiqiang(李继强),Tian xuefeng(田学峰),etal.Vibration Solidification Method in Lost Foam Casting(消失模铸造振动凝固方法).CN200710168429.1[P].2008-05-21.
[17]Jiang Wenming(蒋文明),Fan Zitian(樊自田),Liao De feng(廖德锋),etal.铝(镁)合金消失模-型壳复合铸造型壳制备[J].Journal of Huazhong University of Science and Technology(Nature Science Edition)(华中科技大学学报(自然科学版)),2010,38(3):33-37.
[18]Barone M R,Caulk D A.A Foam Ablation Model for Lost Foam Casting of Aluminum[J].International Journal of Heat and Mass Transfer,2005,48:4 132 -4 149.
[19]Sands M,Shivkumar S.EPS Bead Fusion Effects on Fold Defect Formation in Lost Foam Casting of Aluminum Alloys[J].J Mater Sci,2006,41:2 373 -2 379.
[20]Sun W L,Littleton H E,Bates C E.Real-Time X-Ray Investigations on Lost Foam Mold Filling[J].Trans AFS,2002:1 347-1 356.
[21]Hess D R.Comparison of Aluminum Alloys and EPS Foams for Use in the Lost Foam Casting Process[J].Trans AFS,2004:1 161-1 174.
[22]Liu Zili(刘子利),Fu Guohua(吴国华),Ding Wenjiang(丁文江),etal.镁合金负压消失模铸造充型过程的研究[J].Founding(铸造),2002,51(4):209-213.
[23]Zhao Zhong,Fan Zitian,Dong Xuanpu,etal.Influence of Mechanical Vibration on the Solidification of a Lost Foam Cast 356 Alloy[J].China Foundry,2010,7(1):24 -29.
[24]Campbell J.Effects of Vibration During Solidification[J].Int Met Rev,1981(2):71 -108.
[25]山本康雄,三宅秀和.减压振动铸造法.Japan,JP1-186240A[P].
[26]Li J Q,Fan Z T,Wang Y Q,etal.Effects of Vibration and Alloying on Microstructure and Properties of AZ91D Magnesium Alloy via LFC[J].Chinese J Non Metals,1838,17(2007):1 838.
[27]Pan Di(潘 迪),Fan Zitian(樊自田),Zhao Zhong(赵忠),etal.机械振动对ZL101消失模铸造组织及性能的影响[J].Special Founding and Wonferrous Alloy(特种铸造及有色合金),2009(3):290-292.
[28]Badisf.Crystallization of Metals and Alloys under Pressure(金属和合金在压力下结晶)[M].Zhang Jinsheng(张绵升).Harbin:Harbin University of Technology Press.1987.
[29]Yongsun Kim,Bokhyun Kang,Kiyoung Kim .Density and Mechanical Properties of Aluminum Lost Foam Castings by Pressurization during Solidification[J].Journal of science&technology,2007,23(6):828-832.
[30]Tang Bo(唐 波),Fan Zitian(樊自田),Zhao Zhong(赵忠),etal.压力场对ZL101铝合金消失模铸造性能的影响[J].Special Founding and Nonferrous Alloy(特种铸造及有色合金),2009,29(7):638-641.
[31]Wenming Jiang,Zitian Fan,Defeng Liao,etal.A New Shell Casting Process Based on Expendable Pattern with Vacuum and Low-Pressure Casting for Aluminum and Magnesium Alloys[J].International Journal of Advanced Manufacturing Technology,2010,51(1/4):25-34.
[32]Wenming Jiang,Zitian Fan,Defeng Liao,etal.Investigation of Microstructures and Mechanical Properties of A356 Alloy Produced by Expendable Pattern Shell Casting Process with Vacuum and Low Pressure[J].Materials and Design,2011,32(2):926-934.
[33]Jiang Wenming(蒋文明),Fan Zitian(樊自田),Liao Defeng(廖德锋),etal.真空低压消失模壳型铸造失模工艺优化研究[J].Materials Engineering(材料工程),2010,30(8):61-66.
New Technological Advance in Lost Foam Casting Process for Al Alloy and Mg Alloy
FAN Zitian,JIANG Wenming,ZHAO Zhong
(School of Materials Science and Engineering,Huazhong University of Science and Technology,Wuhan 430074,China)
Research situation of Al alloy and Mg alloy lost foam casting(LFC)process is described,and new advancements of Al alloy and Mg alloy LFC in filling,vibration solidification,pressure solidification and expendable pattern-shell compound casting,etc.,are mainly introduced.The results show that the pinhole and shrinkage porosity defects must be emphatically solved for Al alloy and Mg alloy LFC,and the filling ability of liquid alloy and mechanical properties of castings must also be improved.The improvement of the filling ability of liquid alloy,microstructure refinement,increase of microstructure compactness,improvement of the mechanical properties of castings could be obtained by means of vibration solidification and pressure solidification.The shell casting process based on expendable pattern with vacuum and low pressure casting can solve some of pinhole and slag inclusion defects as well as the misruns and high pouring temperature of LFC,and it is a new process for manufacturing complicated and thin-walled aluminum and magnesium alloys precision castings.
aluminium alloy and magnesium alloy;lost foam casting(LFC);vibration solidification;pressure solidification;expendable pattern-shell compound casting
TG146.21
A
1674-3962(2011)07-0038-10
2011-03-03
国家高技术研究发展计划(863计划)资助项目(2007AA03Z113);国家自然科学基金项目(51075163)
樊自田,男,1962年生,教授,博士生导师
猜你喜欢
江苏安全生产(2023年11期)2023-12-14 12:05:26
真空与低温(2022年6期)2023-01-06 07:33:20
铸造设备与工艺(2022年4期)2022-11-15 17:52:18
机械工业标准化与质量(2022年3期)2022-08-12 02:29:46
大连交通大学学报(2021年2期)2021-05-21 01:52:30
大型铸锻件(2021年3期)2021-04-30 05:13:12
中国铸造装备与技术(2019年2期)2019-04-01 07:55:24
中国铸造装备与技术(2017年6期)2018-01-22 01:50:05
中国铸造装备与技术(2017年3期)2017-06-21 11:33:48
重庆理工大学学报(自然科学)(2015年1期)2015-12-07 02:52:00