
PLC在低压脉冲布袋除尘器自动化控制的生产实践*
2011-01-18 05:14普昌宏
云南冶金 2011年5期
普昌宏
(云南澜沧铅矿有限公司,云南 普洱 665601)
PLC在低压脉冲布袋除尘器自动化控制的生产实践*
普昌宏
(云南澜沧铅矿有限公司,云南 普洱 665601)
介绍勐滨综合回收厂低压脉冲布袋除尘器的自动化控制技术及应用情况,并对系统的控制参数进行优化研究,采取修改控制程序参数和优化硬件选配等措施最终使控制系统实现安全稳定、可靠运行。
PLC;自动控制;除尘器;低压脉冲
1 前言
低压脉冲布袋除尘器是利用脉冲信号控制压缩空气,定期对除尘器滤尘袋进行喷吹抖动,掉落的烟尘收集到集尘仓中,用卸料阀定期进行排放的一种收尘装置。因其具有清灰能力强、除尘效率高、漏风率小、能耗少、占地面积少、运行稳定可靠等优点,所以低压脉冲袋式除尘器被广泛应用于冶金、化工、电力、环保等行业的含尘气体的净化或物料的回收。勐滨综合回收厂是云南澜沧铅矿有限公司所属的综合回收多种有价金属的生产厂,主要回收低品位氧化锌矿和铅银冶炼炉渣中的锌、铅等有价金属。通过回转窑焙烧使金属蒸发,并随烟气一起经冷却后进入LPGP-1200-3型低压脉冲袋式除尘器,经除尘器回收的烟尘即为该厂的生产产品。基于cx-programmer version 2.0应用软件编程平台的欧姆龙CQM1-1H可编程控制器实现的除尘器自动控制系统,在该厂得到了成功应用,并于2008年7月建成并投入试生产。
2 系统组成
1)硬件。本控制系统采用欧姆龙CQM1-1H可编程序逻辑控制器,其中包括电源模块:PA206,输入兼中央处理器模块:CPU21-E,输出模块:OC222等组成。
2)软件。cx-programmer version 2.0应用软件编程平台,应用程序根据设备的工艺要求编制。
3)通讯。实现与CompoBus/s从站的高速或长距离远程I/O通讯和与上位机的链接,并设有RS-232C编程设备连接端口。
4)硬件安装。设一个控制柜,外型尺寸800 mm×600 mm×1 800 mm,可控制容量为380 V,50 A。将可编程控制器、交流接触器、信号灯、控制按钮等过渡元件集中安装于柜内,实现集中操作和显示,控制柜设手动/自动和中控转换功能。
5)动力源。设一独立的自动启停和自动调节进排气量且带自动保护功能的移动式压缩空气站作为脉冲喷吹电磁阀的动力源,压缩机功率18.5 kW,排气量为6 m3/min,为使压缩空气喷吹压力恒定,设一压缩空气储罐,设一油汽分离器,保证压缩空气湿度在0.5%以下;为保证滤尘袋有足够的抖动幅度,要求压缩空气的压力范围在0.5~0.8 MPa之间可调。因此,将空气压缩机启动的下限压力设定在0.5 MPa,压力升至0.8 MPa时压缩机自动停机。
3 控制对象及要求
除尘器控制对象为30只脉冲喷吹电磁阀,20 W,AC 220 V/只;6台仓壁振动器,380 V,1.1 kW/台;6台双层卸灰阀,380 V,0.5 kW/台;1套压力监控系统,AC 220 V;1套温度控制系统,AC 220 V/DC 24 V。
1)系统启动。按启动按钮,系统进入运行状态,经360 s延时,定时输出脉冲信号控制1#~30#电磁阀依次间隔开启;脉冲宽度0.2 s,喷吹间隔50 s,电磁阀每完成一轮喷吹,间隔360 s,重复下一次喷吹循环。
2)仓壁振动。脉冲喷吹电磁阀每完成2轮喷吹循环,控制1#~6#仓壁振动器依次间隔开启运行,运行时间5 s/台,间隔时间15 s,周期间隔360 s。
3)卸料。仓壁振动器每完成3次振动循环,控制1#~6#双层卸灰阀依次间隔运行,运行时间5 s/台,间隔15 s。
4)进口温度控制。当除尘器进口烟气温度超过工艺要求设定值130℃时,控制进口烟气管旁路碟阀开启,自动调节进气温度,同时显示进口超温信号。
5)压力监控系统。当滤尘袋阻塞时,进出口压差变送器反馈的信号使系统报警。其控制流程见图1。
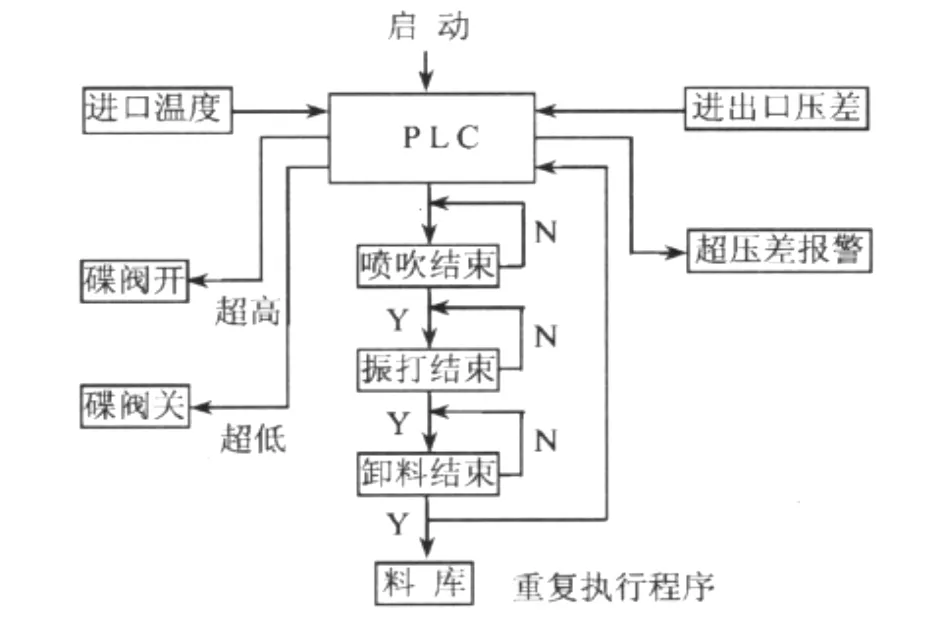
图1 系统控制流程图Fig.1 System control flow chart
4 应用步骤概述
1)确定系统配置。决定系统需要1个电源模块PA206和1个CPU-21输入模块,4个脉冲I/O输出右插件模块OC222。
2)分配I/O点。将输入开关量设定于CPU-21,1#~30#电磁阀由PLC输出AC220V直接驱动。驱动仓壁振动器、碟阀、卸料器的PLC输出信号控制交流接触器。报警信号控制中间继电器实现报警。
3)设置 PC设置内的设定。PC设置包括CQM1H工作的工作参数,在使用中断处理和通讯功能时,为了使CQM1H功能得到充分应用,根据工作条件对PC设置进行用户化。所以需进行以下设置:①修改PC设置;②串行通讯板设置;③设定PC设置等。
4)组装PC部件。①连接PC组件;②内插件板安装;③电源单元接线;④I/O单元接线;⑤DIN导轨安装。根据设计图将PLC输出点和电磁阀连接。
5)接通电源。PLC上电,电源板输出电源极性正确,观察指示灯信号指示正常。
6)连接编程设备,写入梯形图程序。
7)将程序传送到CPU单元。
8)测试操作。①检查I/O接线;②在存储器中设置各需要的位;③监视操作并在MONITOR方式下调试系统。
9)修正程序并将程序传送到CPU单元。
10)储存程序。
11)程序投入运行,系统进入工作状态。完成系统控制要求所需的二次程序共有52条指令,每完成一次控制周期程序需要执行326个步骤。
系统投运后的1个月内,由于整个生产工艺处于联动试车阶段,需对PLC系统频繁调整控制参数来适应工艺调整要求,因此,必须在“在线”状态下将CPU内部程序调出,进行对系统内部控制参数的设置值进行适时监控和修改,如喷吹间隔、振动间隔、卸料间隔等,经过一段时间的监视和调整,工艺运行已基本稳定,将调整好的程序再次传送至CPU储存并替换原有程序,最后锁定程序并将编程设备移除。经过修改和验证后的系统控制程序,于2008年8月投入生产控制运行至今,系统运行良好、控制稳定可靠。
5 结语
欧姆龙CQM1-1H可编程控制器在云南澜沧铅矿有限公司勐滨综合回收厂低压脉冲布袋除尘器自动控制系统中的成功应用,提高了布袋除尘器的自动化控制水平和企业的网络化装备水平,是现代工业自动化控制的具体应用和实践。由于cx-programmer version 2.0应用软件平台具有强大的集成性、可靠性和灵活性,所以它被广泛应用于电力、冶金、石化等重要的工业行业。本控制系统具有很强的通用性和适用性,可将其推广应用于各种除尘器的过程自动控制。
[1]刘光起,周亚夫.PLC技术及应用[M].北京:化学工业出版社,2008.
[2]巫 莉.电气控制与PLC及应用[M].北京:中国电力出版社,2008.
The Practice of PLC in Automatic Control of Low Pressure Pulse Bag Filter
PU Chang-hong
(Yunnan Lancang Lead Mine Co.,Ltd.,Puer,Yunnan 665601,China)
The automatic control technique and application situation of low pressure pulse bag filter in Mengbin Integrated Recycling Plant are introduced in this paper.The control parameter optimization of the system is also studied.The control system runs safely,stably and reliably by modifying the control program parameter and optimizing the hardware option etc.
PLC;automatic control;filter;low pressure pulse
TP368.4
A
1006-0308(2011)05-0068-03
2011-04-06
普昌宏 (1964-),男,云南景东人,电气工程师。
猜你喜欢
云南化工(2022年1期)2022-03-08
汽车实用技术(2022年4期)2022-03-07
——工会参与尘肺病预防实用指南》—— 检查要点17 将含尘气体除尘后排放(连载三)
劳动保护(2022年1期)2022-03-07
一重技术(2021年5期)2022-01-18
建材发展导向(2021年11期)2021-07-28
科学与财富(2021年34期)2021-05-10
高中生学习·高一版(2017年1期)2017-02-18
汽车维护与修理(2017年18期)2017-02-07
知识就是力量(2016年6期)2016-05-31
小学阅读指南·高年级版(2015年10期)2015-09-10
