钛合金化铣夹具的研究
2011-01-17 13:25钱本实李赞
中国新技术新产品 2011年24期
钱本实 李赞
(中航工业沈阳黎明航空发动机有限责任公司科研工装厂设计科,辽宁 沈阳 110043)
钛合金化铣夹具的研究
钱本实 李赞
(中航工业沈阳黎明航空发动机有限责任公司科研工装厂设计科,辽宁 沈阳 110043)
钛合金以其优越的性能,在航空发动机中应用越来越广泛,但其机械加工性能差制约其在航空发动机中实际应用。其中薄壁筒体钛合金零件最为难加工,以往采用机械加工方法容易造成零件变形,无法保证零件图纸尺寸要求。为保证零件质量,采用化铣的加工方法,而化铣夹具性能直接影响零件化铣质量。通过对零件设计图纸及其化铣工艺的深入分析,研究出一套科学的、可行的钛合金化铣夹具结构设计方法。解决了零件在化铣过程之中,化铣夹具主体材料在含有硝酸和氢氟酸的槽液中不被腐蚀以及化铣夹具能够带动零件匀速转动的问题。该钛合金化铣夹具的成功应用,为今后此类零件的化铣夹具的设计提供了一定经验。
钛合金;化铣;夹具;防腐
其中薄壁筒体钛合金零件最为难加工,以往采用机械加工方法容易造成零件变形,无法保证零件图纸尺寸要求。为保证零件质量,采用化铣的加工方法,而化铣夹具性能直接影响零件化铣质量。通过对零件设计图纸及其化铣工艺的深入分析,研究出一套科学的、可行的钛合金化铣夹具结构设计方法。解决了零件在化铣过程之中,化铣夹具主体材料在含有硝酸和氢氟酸的槽液中不被腐蚀以及化铣夹具能够带动零件匀速转动的问题,从而满足了零件化铣的要求,进而保证了零件的化铣质量。
1 钛合金以其优越的性能。在航空发动机中应用越来越广泛,但其机械加工性能差制约其在航空发动机中实际应用。其中薄壁筒体钛合金零件最为难加工,以往采用机械加工方法容易造成零件变形,无法保证零件图纸尺寸要求。为保证零件质量,拟采用化铣的加工方法,这就势必采用夹具来保证化铣工艺要求,夹具性能直接影响零件化铣质量能否合格。
1.1 零件化铣前的结构
零件化铣前为板料滚压成型后焊接而成的筒体(见图1),其中6-φ11为安装固定孔与夹具相配,待化铣夹具设计并制造完成后夹具图纸进行镗孔。

图1
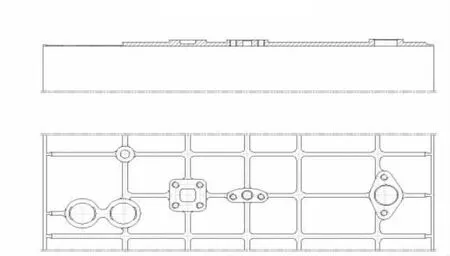
图2

图3
1.2 零件化铣后的结构。零件化铣后为具有复杂的安装座及加强肋的筒体(见图2)。
1.3 研究内容。设计合理的化铣夹具,并将其应用于零件化铣加工,满足化铣工艺的要求。
2 化铣夹具基本结构及工作原理。化铣夹具是保证化铣能否顺利进行的重要工艺装备,夹具性能直接影响零件化铣质量能否合格。要求化铣夹具必须满足主体材料在含有硝酸和氢氟酸的槽液中不被腐蚀以及能够带动零件匀速转动。经调研发现,目前国内还无此类化铣夹具可借鉴,这就要求必须对零件设计图纸及其化铣工艺深入分析后,提出化铣夹具设计方案,并对设计方案进行优化。
2.1 化铣夹具的基本结构。经多次设计改进后,化铣夹具最终采用了轮辐复合结构,该结构具有轻巧、强度高、耐腐蚀好的特点。该化铣夹具主要由No1(固定架)、No2(活动中轴)、No3(垫片)、No4(紧锁螺母)及紧固件组成(见图 3)。其中 No1(固定架)、No2(活动中轴)是该化铣夹具的关键件,它的结构好坏直接影响该化铣夹具的成败。下面就对No1(固定架)、No2(活动中轴)具体结构进行分析:固定架采用了轮辐焊接复合结构,主要由No1(固定杆 1)、No2(固定杆 2)、No3(定位块1)、No4(定位块 2)、No5(加强三角片)、No6(中轴套筒)、No7(加强圈)、No8(沉 头十字自攻螺丝)组成(见图4)。主体采用耐酸能力好的材料0Cr17Ni2Mo2(SUS316)焊接而成。防腐层拟采用以下方案和要求:工装整体可热浸pvc胶或衬玻璃钢防腐层,厚度3~4mm;工装整体热浸pvc挂具胶。定位块在第一次浸胶未固化前安装,螺丝固定,中间通孔封闭,以免进胶,再整体衬胶固化;工装整体衬玻璃钢,选用树脂及纤维布必须耐化铣药液的腐蚀。为增加防腐层的附着力No3(定位块1)、No4(定位块2)端面均采用了沟槽结构。活动中轴同样采用了复合结构,主要由No1(轴套)、No2(套筒)、No3(螺杆)、No4(管子)、No5(管子)、No6(销子)组成(见图5)。内部采用耐酸能力好的材料 0Cr17Ni2Mo2(SUS316),外部采用PP材料(PP材料,学名为聚丙烯,耐酸性能好,焊接性能好;具有良好机械加工性能,应用广泛。)、接头采用PP热熔焊接的防腐形式。
2.2 化铣夹具的工作原理。首先将待铣表面胶膜去除后的零件安装到化铣夹具No1(固定架)上并固定,在工件背面、加长部分及固定螺栓涂自干pvc胶封闭后,吊装到化铣设备上,穿No2(活动中轴)与设备连接(见图1)。至此化铣设备旋转机构带动穿No2(活动中轴)转动,从而带动零件转动。
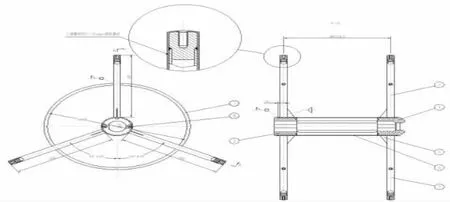
图4

图5
3 化铣夹具的制造及应用
3.1 化铣夹具的制造
1)材料方面。0Cr17Ni2Mo2(SUS316)耐酸能力比0Cr18Ni9(SUS304)强,但SUS316价格贵,采用了SUS304代替。该材料对工装使用过程没有太大影响,仅仅是处于酸液中的时间,要略有减少。PP材料选用了工业级PP材料,该材料焊接性能良好,耐酸腐性能好。2)焊接方面。固定架焊接采用了定位夹具固定焊接,焊后对固定杆进行校正的方法,保证了焊接质量。PP材料焊接采用了PP焊条通过热风机(500度以上空气)进行焊接的方法,同样保证焊接质量。3)防腐涂层方面。通过对热浸PVC胶和衬玻璃钢作为防腐层实际比较,最终采用了衬玻璃钢法:即采用树脂和纤维布(涤纶布),在零件表面进行缠裹,3-4mm约缠10层,固定时间为24小时。该方法具有对任何型面进行衬覆,粘接力好,强度高的特点。通过综合考虑工装的使用状态,使用涤纶布+纤维布和3311型树脂胶进行衬覆。
3.2 化铣夹具的应用。经现场使用,化铣夹具与化铣设备及零件完全匹配。在化铣过程中,该化铣夹具带动零件旋转自如,并且耐腐蚀能力强,保障了零件化铣成功。
结论。通过对零件设计图纸及其化铣工艺的深入分析,研究出一套科学的、可行的钛合金化铣夹具结构设计方法。解决了零件在化铣过程之中,化铣夹具主体材料在含有硝酸和氢氟酸的槽液中不被腐蚀以及化铣夹具能够带动零件匀速转动的问题。该钛合金化铣夹具的成功应用,为今后此类零件的化铣夹具的设计提供了一定经验。
[1]邱伟.TB6钛合金的热变形组织演变规律研究.南昌航空大学【硕士】南昌航空大学2010.05.01
U492.3+23
A
猜你喜欢
金桥(2022年7期)2022-07-22
房地产导刊(2021年11期)2021-11-27
房地产导刊(2021年11期)2021-11-27
房地产导刊(2020年7期)2020-08-24
航空世界(2019年7期)2019-02-16
现代工业经济和信息化(2016年5期)2016-05-17
中国卫生标准管理(2015年4期)2016-01-14
湖北科技学院学报(医学版)(2015年3期)2015-02-28
机械工程师(2015年10期)2015-02-02
印制电路信息(2014年11期)2014-03-11