基于粗精给料奶牛精确饲喂装备给料系统的研究
2011-01-11 02:56:34蒙贺伟高振江林海坎杂
石河子大学学报(自然科学版) 2011年3期
蒙贺伟,高振江,林海,坎杂
(1石河子大学机械电气工程学院,石河子832003;2中国农业大学工学院,北京100083)
实施奶牛精确饲喂技术是奶牛养殖业发展的必然趋势[1-2],国内外已相继开展了相关方面的研究,国外如芬兰的贝龙(PELLON)公司、Karel Van Den Berg、Zappavigna、Devir等针对当前TMR饲喂技术分群过大的问题,开展了分群更为精细的饲喂装备研究[3-4],国内花俊国等[5]、北京市饲料科学技术研究所、北京市粮食科学研究[6]、余泳昌等[7]开发的精饲料补饲装置。
在奶牛精确饲喂技术研究中,饲喂精度及饲喂效率是实施精确饲喂技术的关键,直接影响最终饲喂效果。实际饲喂中,要求饲喂精度不低于95%,最大投料量条件下投料时间不超过15s。目前,国内针对奶牛精确饲喂装备中的识别及控制等技术研究较多,对饲喂装备给料系统研究较少,而且由于给料装置作业物料具有流动性差、易附着的物料特性。因此,研究适于精确饲喂技术要求的给料装置意义重大。
针对该问题,方小明、高雪等[8-9]对螺旋给料装置给料精度及给料稳定性进行了研究,本文在其研究的基础上,提出了一种基于粗精给料的双螺旋给料装置,确定了不同螺距条件下螺旋主轴转速与投料速度的关系,获取了粗精给料速度的最优组合,实现了奶牛精确饲喂给料生产要求。
1 总体结构及工作原理
1.1 总体结构
给料系统主要由电机、料仓、给料螺旋输送器和机架等组成[10],其中给料螺旋输送器采用双螺旋给料装置,即粗给料螺旋和精给料螺旋,如图1所示。
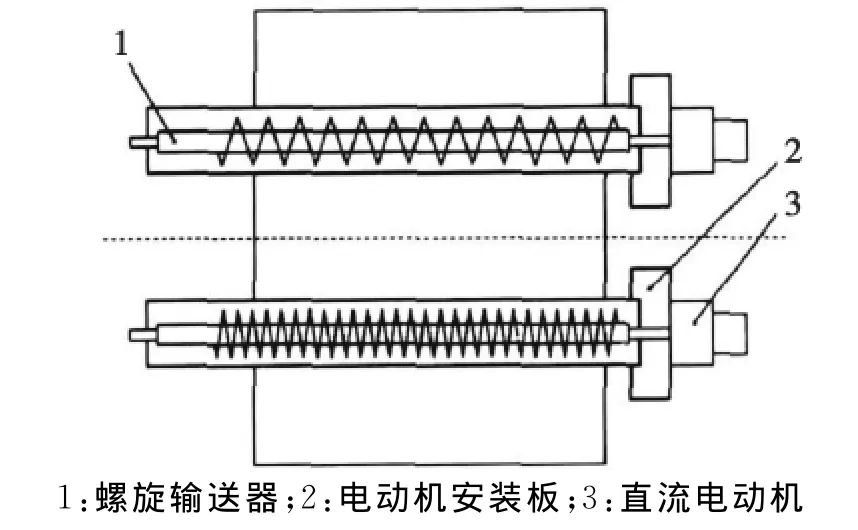
图1 双螺旋输送器Fig.1Dual-spiral delivering device
1.2 工作原理
首先以粗流量和细流量同时向称量斗给料。当给料量达到一定量值时,粗流量给料停止,细流量给料仍继续进行,直至物料量达到定值时,细流量给料停止。然后卸料,进行下次自动给料。这种给料方式因粗给料的流量大,可用较短的时间给入绝大部分定量值的物料,从而能使整个给料时间很短。而定量值剩余部分的物料量因其量值很小,可用小流量的细给料方式继续进行给料。由于流量小,其空中料柱质量的稳定性、均匀性相对较好,因而给料误差易于控制。所以,在奶牛精确饲喂装置中,采用大流量粗给料以确保称量速度,以小流量细给料来控制给料误差。
1.3 主要技术参数
给料系统的主要技术参数中,粗精给料的转速分别为120r/min和150r/min,粗精给料的速度分别为 0.4kg/s和 0.334kg/s,投料精度不 低于95%,最大投料时间12s。
2 粗精给料系统的设计
2.1 理论分析
2.1.1 给料时间[11-12]
根据上述分析,粗给料的流量大小是影响给料时间的关键因素。粗给料流量大时,给料时间相应就短,反之就长。但是,粗给料流量也不易过大,否则在给料过程中会使空中料柱质量过大,这样就影响了给料的稳定性和给料精度。细给料是带有类似静态称量中增添物料的方式,要求流量要小。但流量过小,将会增长称量时间。因此,粗、细给料的流量大小的确定,以及它与给料时间的关系等等,都需要进行分析研究[13]。
若设t为完成一次给料的时间,t1为粗细给料机构同时给料时间,t2为粗给料结束后细给料机构单独给料时间,t3为系统响应时间;S为螺旋给料器叶片的螺距,d为螺旋轴直径,D为叶片直径,则:
t=t1+t2+t3。
再设G为给料目标值,G1为粗给料机构给料量,G2为细给料机构给料量,则

螺旋给料机构的粗、细给料量分别为:

螺旋给料机构细给料机构单独给料量,即细给料机构在t2时间内的给料量为:

系数K可取0.6~1。粗给料螺旋直径一般都在150mm以上,K 可取0.6~0.8;细给料螺旋直径一般都小于100mm,这时K 可取1.0[14]。
2.1.2 粗、细给料量及给料时间的确定
理论上,在给料过程中粗给料机构给料量要多,其流量要大,这样可使给料时间短;细给料少且流量要小,这样易于控制给料精度。但在调试以及实践中表明,细给料量也不能过小。当细给料机构给料时间t2很短时,虽然这样会缩短称量时间,但由于t2时间较短会使给料的稳定性明显降低,致使给料误差增大,从而降低称量的精度。由实验分析可知,G粗细应接近或略大于总给料质量的20%。
为保证称量时间和称量精度达到设计要求,通过分析和实践经验,粗细给料量一般为:

式(5)中:C为系数,可取(0.2~0.3);当粗给料流量大时,C可取小值;在粗给料流量相对小时,C可取大值。
根据实验数据分析,在满足给料时间和给料精度的情况下,粗、细给料量之间的关系一般为:


式(6)中:Q1为粗给料流量,Q2为细给料流量,因此按照上述各给料量之间的关系,现整理成下式:


式(7)至(9)中,C、G、Q1、Q2均为已知数,因此,通过单片机及延时控制电路就可控制粗细螺旋给料装置的给料时间,从而控制其给料量。
2.2 结构参数
2.2.1 螺旋叶片直径
螺旋直径计算公式为:

式(10)中:Q 为输送能力(t/h),K 为物料特性系数,Ψ为填充系数,C为倾角系数。
将输送能力(Q=1.8t/h)、物料填充系数(Ψ=0.40)、物料特性系数(K=0.0415)、物料松散密度(ρ=0.7t/m3)和倾角系数(C=1.0)等代入式(10)中,可得:
因此将螺旋叶片的直径圆整为90mm。
2.2.2 螺旋轴转速
螺旋轴的转速对输送量有较大的影响。螺旋轴转速加快,输送机械的生产能力提高,转速过小则使输送机械的输送量下降[15]。但转速也不宜过高,因为当转速超过一定的极限值时,物料会因为离心力过大而向外抛,以致无法输送。所以需要对转速n进行一定的限定,不能超过某一极限值nj。式(11)中,A为物料综合系数。


根据物料的综合系数(A=75)和螺旋叶片的直径(D=0.09m),由式(11)可知:

在实际运行中,螺旋轴的最大转速不能超过此极限值250r/min。
2.2.3 螺旋叶片的节距
料槽内物料的横截面面积F为:

式(12)中:D为螺旋叶片直径,Ψ为物料填充系数,C为倾角系数。
一个节距内的物料重量G为:
G=F·S·ρ, (13)式(13)中:F 为横截面面积,S 为节距(m),ρ为物料松散密度。
由式(12)和(13)可知,一个节距内的物料重量G为:

该螺旋输送装置最大的生产率为1.8t/h,螺旋轴的最大转速为250r/min,一头奶牛的最大投料时间为10s。10s内螺旋叶片旋转的圈数为125/3r,输送的物料量为125/3;按螺旋输送装置最大的生产率生产10s的输送量为0.005t/h。从而,125×0.00178S/3=1.8×10/3600;最终得出S=67.4 mm,将S圆整为70mm。
节距为70mm的螺旋叶片是在转速为250r/min情况下确定,而本研究设计的是双螺旋输送装置,一个为大节距的螺旋叶片,另一个为小节距的螺旋叶片,两个螺旋叶片同时工作,当完成投料的70%~80%时,停止大节距的螺旋叶片,继续小节距的螺旋叶片,且螺旋轴工作时的转速要低于250r/min。另一个螺旋叶片的节距设计定为40mm,用于精确投料。
2.2.4 螺旋轴的直径
螺旋轴直径的大小与螺距有关,因为两者共同决定了螺旋叶片的升角,也就决定了物料的滑移方向及速度分布,所以应从考虑螺旋面与物料的摩擦关系以及速度各分量的适当分布来确定最合理的轴径与螺距之间的关系[16]。一般轴径的计算公式为:

2.2.5 输送功率
1)螺旋输送装置所需轴功率P0为:

式(15)中:H为螺旋输送装置倾斜布置时在垂直平面上的投影高度(m),L为螺旋输送装置水平投影长度(m),ω0为物料阻力系数。
将输送量Q取1.8t/h,物料阻力系数ω0取1.2,水平投影长度L取0.9m,垂直投影高度H取0,代入式(15)中可得:P0=5.3W。
2.2.6 电机功率

式(16)中:K1为功率备用系数,一般取值1.2~1.4,η为驱动装置总效率,一般取0.9~0.94。
由式(16)可知,电机功率P为8.2W。
3 试验研究
3.1 试验设计
在对个体奶牛进行精确饲喂时,螺旋输送装置(搅龙)所采用的转速是固定的。因此在进行牛场试验前,需测定粗精给料在各转速下的投料速度。
本试验节距S为40mm和70mm,转速水平值为:80、100、120、150、180r/min,时间水平值为10 s。分别对节距为40mm和70mm的搅龙在各转速下测量5、8、10s时投料速度,各进行10次重复试验。试验材料为西部牧业新疆泉牲牧业有限责任公司生产的561-H型泌乳期奶牛精饲料,选用精度为0.002kg的天平。
试验测得精给料投料速度如表1所示,粗给料投料速度如表2所示,表1和表2中v为投料速度为转速下投料速度的平均值(kg/s)。

表1 精给料投料速度Fig.1 Precising feeding rate
3.2 结果与分析
3.2.1 投料速度
70mm的搅龙在转速为80r/min时的投料速度为0.259kg/s,100r/min时的投料速度为0.331kg/s,120r/min时的投料速度为0.400kg/s,150r/min时的投料速度为0.496kg/s,180r/min时的投料速度为0.593kg/s,如表3所示。依据表3的搅龙转速与投料速度的关系表,可以得出其关系图,如图2所示。
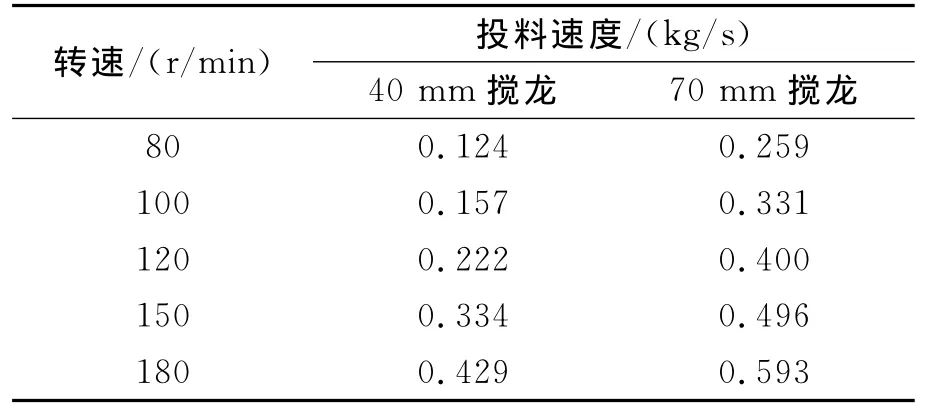
表3 转速与投料速度Fig.3Rotating speed and feeding speed
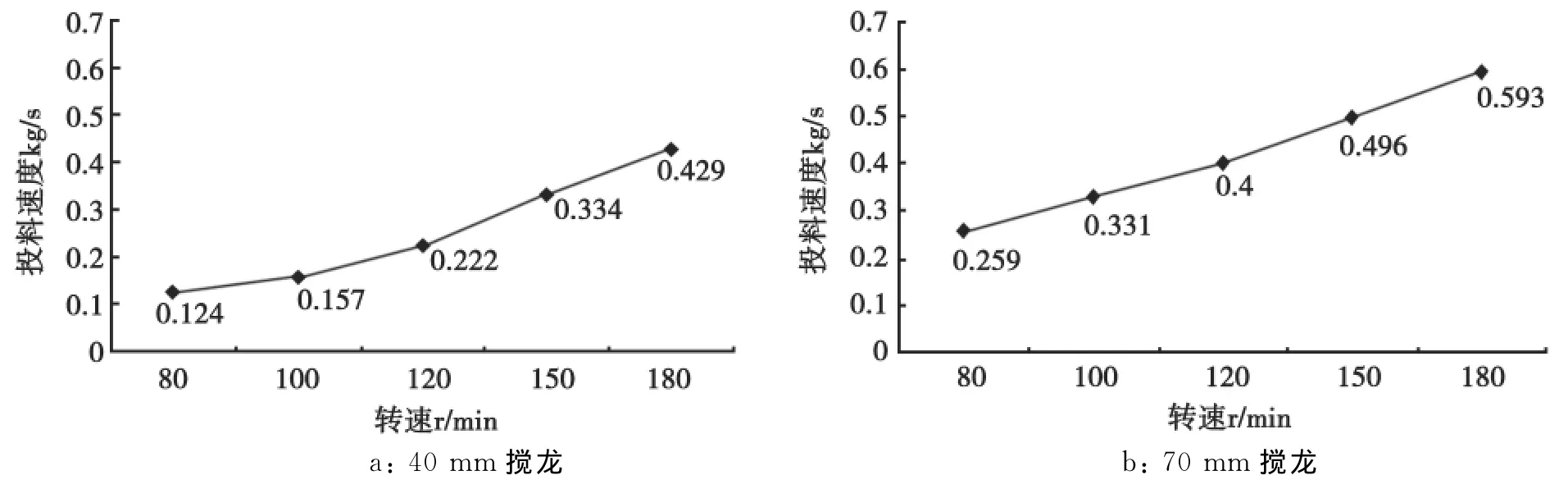
图2 转速与投料速度关系图Fig.2Rotating speed and feeding speed relationship
3.2.2 双搅龙转速设定
在实际生产中,对每头奶牛饲喂精饲料的总时间不应超过大约10s,每头奶牛每次饲喂的精饲料量最大为6kg。装备工作时同时启动节距为40mm和70mm的搅龙,当投料完成80%时,停止70mm搅龙的工作,继续40mm搅龙的工作,则40mm搅龙工作的时间即为个体奶牛饲喂的总时间。双搅龙转速与投料时间的关系如表4所示。

表4 双搅龙转速与投料时间的关系Fig.4Dual-spiral speed and feeding time relationship
由于电机的启动和停止有加速和减速的过程,如果搅龙转速高,饲喂时间将减少,从而影响投料的精度,如果搅龙的转速低,饲喂时间将增加,故搅龙速度不应过高也不应过低。
由表5可知:当40mm搅龙的转速为150r/min,70mm搅龙的转速为120r/min时,总的投料时间最大为10.1s,符合精确饲喂给料的要求。
4 结论
1)设计完成的粗精给料系统,粗精给料螺旋节距分别为70mm和40mm,试验期间给料系统可靠性及稳定性良好;
2)试验结果显示,螺旋转速与投料速度间呈线性关系,并且当粗精给料螺旋速度组合为120r/min和150r/min时,其在奶牛最大投料量程条件下投料时间为12s,投料速度满足饲喂要求。
[1]熊本海,钱平,罗晓清,等.基于奶牛个体体况的精细饲养方案的设计与实践[J].农业工程学报,2005,10(10):118-120.
[2]谭春林,坎杂,曾明军,等.奶牛饲喂技术与设备的现状分析[J].农机化研究,2007(12):240-245.
[3]Zappavigna P,Liberati P,Chiappini U.Feeding Control System for Dairy Cows[J].Silsoe Research Institute,1998,71:321-329.
[4]Devir,Hogeveen S,Hogewerf H,etal.Design and implementation of a system for automatic milking and feeding[J].Canadian Agricultural Engineering,1996,38(2):107-113.
[5]花俊国,周永亮,花俊治,等.奶牛自动饲喂系统的研究与开发[J].农业工程学报,2006,12(22):79-83.
[6]刘忠贤.奶牛自动精准饲喂系统通过鉴定[J].中国奶牛,2004(4):58-58.
[7]余泳昌,栗文雁,胡丰收,等.基于单片机的奶牛精量饲喂系统的设计研究[J].农机化研究,2008,9(9):108-111.
[8]高雪.奶牛精确饲喂控制系统的设计研究[D].北京:中国农业大学,2008:30-42.
[9]方小明.智能化移动式奶牛饲喂装置的设计及试验研究[D].北京:中国农业大学,2008:36-37.
[10]倪志江,高振江,蒙贺伟,等.智能化个体奶牛精确饲喂机设计与实验[J].农业机械学报,2009,40(12):205-209.
[11]蒙贺伟,坎杂,倪志江,等.奶牛智能饲喂装置有关参数的选择与计算.机械,2009,36(2):22-23.
[12]倪志江.智能化移动式个体奶牛精确饲喂机的设计与实验[D].北京:中国农业大学,2009:50-52.
[13]李其义.自动定量秤螺旋粗、细给料机构有关参数的选择与计算.衡器,1995(6):20-22.
[14]蒙贺伟.移动式奶牛精确饲喂装置的设计研究[D].新疆:石河子大学,2009:21-24.
[15]冯静安,张宏文,梅卫江,等.立式TMR搅拌机的混合原理及其搅龙参数的设计[J].石河子大学学报:自然科学版,2009,27(4):503-506.
[16]陈广福,徐余伟.饲料螺旋输送机设计参数的选择和确定[J].饲料工业,2008(15):4.
猜你喜欢
当代化工研究(2023年16期)2023-09-11 04:24:45
今日农业(2022年3期)2022-11-16 13:13:50
中国烟草学报(2021年4期)2021-09-26 07:30:38
今日农业(2021年10期)2021-07-28 06:28:00
水泵技术(2021年4期)2021-01-22 03:31:13
小天使·一年级语数英综合(2019年12期)2019-01-13 01:32:29
山东煤炭科技(2018年1期)2018-12-05 08:22:22
红领巾·探索(2018年10期)2018-11-14 02:49:54
娃娃乐园·综合智能(2016年15期)2016-12-01 03:38:35
数学大王·低年级(2015年6期)2015-07-09 18:10:32