铁路摇枕整体芯CO2水玻璃砂制芯工艺及设备的开发应用
2011-01-06 05:16刘和平刘俊岭齐俊龙吕秀梅
中国铸造装备与技术 2011年4期
刘和平,刘俊岭,齐俊龙,吕秀梅
(内蒙古第一机械制造(集团)有限公司,内蒙包头市 014030)
铁路摇枕整体芯CO2水玻璃砂制芯工艺及设备的开发应用
刘和平,刘俊岭,齐俊龙,吕秀梅
(内蒙古第一机械制造(集团)有限公司,内蒙包头市 014030)
在传统铸造工艺中,铸钢件摇枕内腔分段、分层、多块芯子形成,芯子段、层间接合处常常产生错位、飞边、毛刺、多肉、气孔等铸造缺陷,影响铸件的内在和表面质量,这些缺陷成为货车提速重载的安全隐患。为此,我公司在国内首次将CO2水玻璃砂工艺应用于摇枕整体芯制作。
摇枕;CO2水玻璃砂;整体芯
在传统铸造工艺中,铸钢件摇枕内腔分段、分层、多块芯子形成,芯子段、层间接合处常常产生错位、飞边、毛刺、多肉、气孔等铸造缺陷,影响铸件的内在和表面质量,这些缺陷也成为货车提速重载的安全隐患。为此,我公司在国内首次将CO2水玻璃砂工艺应用于摇枕整体芯制作。该工艺方案的应用取消了原有生产方法所采用的手工组芯、打磨等操作工序,实现了摇枕A、B关键重要部位以及扩展区域在内的形状完整、各表面光滑平顺的整体砂芯,保证了铸件使用的可靠性。
1 工艺方案确定
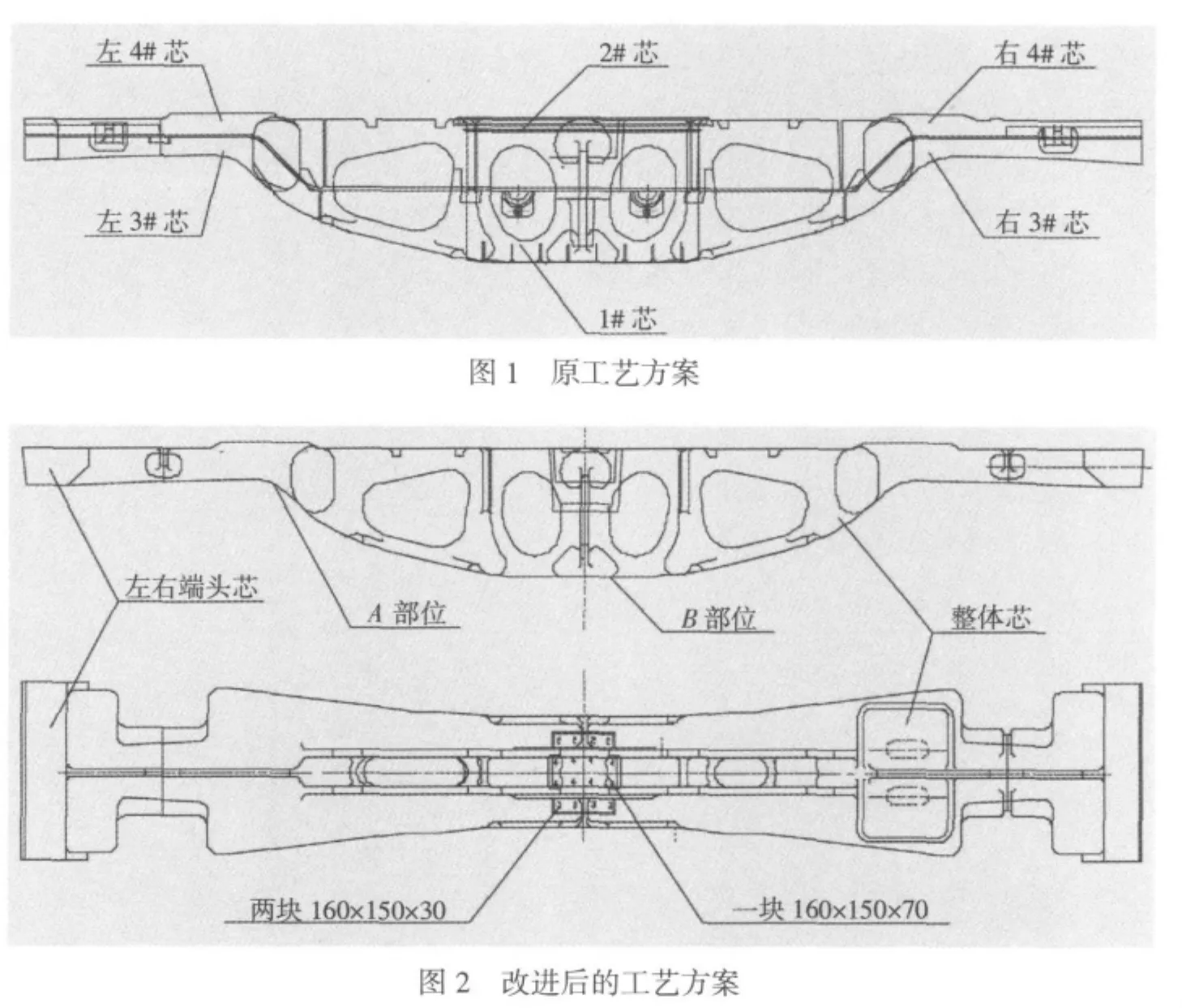
原工艺方案如图1所示,摇枕内腔由左 3#、左 4#、1#、2#、右 3#、右4#分段、分层组成。芯子数量多,操作复杂,生产效率低。在芯子对接处存在大小不等的台阶,芯子对接形成的缝隙容易进入钢液形成披缝,直接影响产品的疲劳强度、使用寿命。
改进后的工艺方案如图2所示,摇枕内腔由原来的6块芯改为3块整体芯,即将K6摇枕内腔两斜楔槽中心线之间区域内的砂芯设计为一个整体芯,在心盘销孔下方的横挡销板处分割出三个小砂芯粘到整体芯上,两块 160mm×150mm×30mm,一块 160mm×150mm×70mm。
2 制芯设备的研制
工艺方案选定后,由于芯子最大尺寸2700mm×800mm×450mm,射砂量≥200L,据了解当时国内甚至国外还没有现成的设备可选购,因此我们与苏州铸造机械厂有限公司合作共同研制专用射芯机。
2.1 研发重点
2.1.1 射砂机构
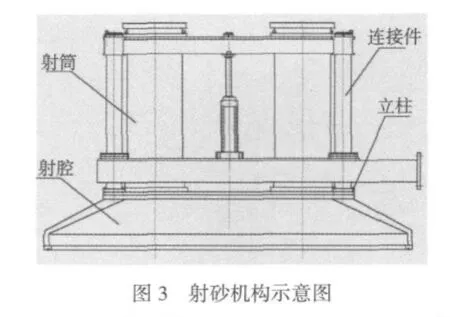
该机采用双射筒射砂机构,即在射腔上垂直设置两个射筒,两射筒中心距离小于或等于4倍的射筒内径,射腔主剖面等腰梯形的底角大于18°,这样保证所制作的砂芯质量。
2.1.2 实现制芯工位和上芯盒冷铁机外放置同时工作,以提高设备生产效率和安全性
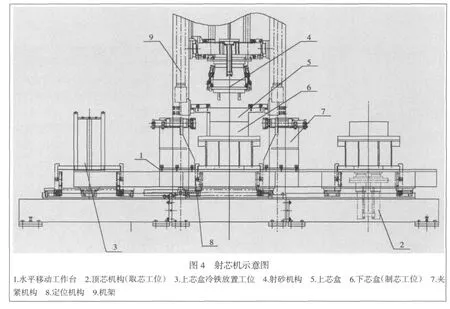
该机利用一副上芯盒、一副下芯盒和一副上芯盒冷铁随形工装配合完成制芯、取芯和上芯盒冷铁放置工作,下芯盒和上芯盒冷铁随形工装设置在水平移动工作台上,它们分别位于制芯工位前、后两面,前面为取芯工位、后面为上芯盒冷铁放置工位。在上芯盒与下芯盒在制芯工位上配合射砂制芯时,上芯盒冷铁放置工位上进行冷铁的摆放;当上芯盒与下芯盒制芯完成时,升起上芯盒,水平移动工作台带动下芯盒到顶芯工位上进行顶芯、起吊、搬运和清理下芯盒、放置下芯盒内冷铁、铁矿砂、芯架等一系列工作,同时上芯盒冷铁随形工装同时被水平移动工作台带动到制芯工位与上芯盒配合冷铁吸附,如此循环工作。图4为射芯机示意图。
2.2 射芯机及配套设施主要技术参数
摇枕整体冷芯盒射芯机包括射芯主机、液压系统、电控系统、气动系统(不含压送罐)、安全围屏;配套设施有CO2气体储罐(带气体加热器)、气体发生器、空气加热器、水玻璃储罐(带加热)、树脂储罐(带加热)、混砂系统与液料定量装置、冷冻式干燥器与过滤器、砂定量装置、配套钢结构等。
射芯机工艺流程:
砂子通过气力输送→砂斗(除尘器)→砂加热器→混砂(设砂定量装置、液料定量装置)→制芯工位射砂→吹气硬化→上部提升机构上升(水平分盒)→前后夹紧机构松开(前后开盒)→取芯工位顶芯机构顶出芯子→取芯→清理下芯盒→放置冷铁、铬矿砂、芯撑等进入下一循环。同时下芯盒制芯时上芯盒冷铁人工摆放→下芯盒至取芯工位而上芯盒冷铁吸附→返回上芯盒冷铁放置工位。
该射芯机可根据生产工艺要求,优先满足水玻璃砂+吹CO2硬化工艺,同时还可以满足水玻璃砂+吹甲酸甲酯硬化工艺及设备预留三乙胺法硬化工艺功能。
该射芯机一次射砂量≥200L,射砂面积2790mm×850mm(芯子最大尺寸:2700mm×800mm×450mm);机器循环时间小于55s;混砂机能力为8~10t/h。
3 生产试验
整体芯用于生产后,根据要求分别浇注了376炉、514炉、528炉、546炉,4炉产品,经对生产的摇枕进行外观质量、划线、解剖、整体探伤、超声波探伤、射线探伤、超声波测量壁厚、化学成分、力学性能、金相组织检查,并将K6摇枕4件送青岛铁道部产品质量监督检验中心车辆检验站进行动、静载荷试验,结果显示:铸件几何尺寸、理化性能、密实度、金相组织及各项检测均达到相关标准规定。
4 结语
(1)摇枕冷芯盒射芯机射芯工艺及设备的研制属国内首创,该机已经获得了国家两项专利(双工位射 芯 机“ZL 2007 2 0131237.9”和双射筒的射砂机构“ZL 2007 2 0131236.4)。
(2)应用该设备生产的转K6型摇枕经各种形式试验,结果均符合产品图纸、技术条件、质量特性分级和TB/T3012—2006《铁道货车铸钢摇枕、侧架技术条件》的要求,而且提高了铸件的尺寸精度,减少了铸造缺陷,提高了对新型货车行车安全的保证能力,有很好的社会效益。
(3)应用该设备生产的K6摇枕整体芯工艺成熟可靠,具备了K6型摇枕批量生产能力,设备投入生产三年多的时间,为公司创造了巨大的经济效益。
[1]万仁芳.砂型铸造设备.北京:机械工业出版社,2007,10.
[2]魏华胜.铸造工程基础.北京:机械工业出版社,2002,2.
[3]刘喜俊.铸造工艺学.北京:机械工业出版社,1999,10.
Developing and Application of CO2Water Glass Sand Coremaking Technology and Equipment for Integrated Core of Railway Rocker Block
LIU HePing,LIU JunLing,QI JunLong,LV XiuMei
(Inner Mongolia 1st Machinery Manufacturing Group Co.Ltd.,Baotou 014030,Inner Mongolia China)
We are the 1st in China to apply CO2water glass sand technology to coremaking of an integrated core of railway component rocker block steel castings which have been being cast by traditional foundry technology of which the inner cavities divided into segment or layer formed by several cores and foundry defects as flash,burr,air holes which produced in joints of core segment and layer and influenced castings inner and visual quality hence hidden trouble for railway vehicle.
Rocker block;CO2Water Glass Sand;Integrated Core
TG231.6+6;
B;
1006-9658(2011)04-3
2011-03-31
2011-041
刘和平,女,工程师,从事铸造技术工作
猜你喜欢
硅酸盐通报(2022年8期)2022-09-08
石油化工应用(2022年7期)2022-08-30
汽车工艺师(2021年7期)2021-07-30
石家庄铁路职业技术学院学报(2021年1期)2021-06-09
装备维修技术(2020年16期)2020-12-24
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
——“茶业芯子”的艺术特色及其发展出路探析
齐鲁艺苑(2018年1期)2018-04-04
中国铸造装备与技术(2017年3期)2017-06-21
杭州(2015年9期)2015-12-21