
亚麻/黄麻混纺初探
2010-12-05 06:51:56赵庆典郁崇文
中国麻业科学 2010年1期
赵庆典,郁崇文
(1.肇融亚麻有限公司,黑龙江 肇州166400;2.东华大学,上海 201620)
1 前言
我国是麻纺织大国,麻纺加工量为世界的12%,苎麻、亚麻纺织的生产和贸易占据世界首位,麻纺织行业是我国具有资源、生产和国际贸易比较优势的天然纤维特色产业。但是受麻类纤维(主要是亚麻和苎麻)产量的限制,我国麻类纤维在天然纤维中所占比例并不大,“十五”期间,我国麻类纤维加工总量约为60万吨,占天然纤维加工总量的1%;销售量中,麻纺产品所占比重不到1%,如果能够提高一个百分点,则需求量将达到30万吨。占麻产量80%的黄麻,长期以来,由于加工技术难度大,关键技术最终没有突破,没有解决黄麻纤维分裂度低、可纺性差、脱色难、有刺痒感等关键技术问题,以至于未能形成高性能黄麻制品及其综合利用的产业化。
黄麻纤维可以再生、可以循环利用,有着良好的自然特性,与苎麻、亚麻相比具有更好的吸湿性,生物分解性和悬垂性良好,且不起球,其抗菌能力也是麻类织物中较强的,具有巨大的应用价值和开发潜力。特别是《中国十一五发展纲要》中提出的大力发展非棉天然纤维的总体经济发展规划更是为亚麻、黄麻产业的发展提供了广阔的发展空间和政策支持,中国麻类制品市场发展潜力巨大,发展前景十分广阔。
本文旨在利用亚麻纤维与黄麻纤维混纺改善黄麻的可纺性、制做纯麻制品。即采用亚麻梳成长麻和黄麻梳成长麻在成条机上混合,经煮漂后纺制成亚麻/黄麻混纺纱,并对混纺纱可纺性以及其它纺纱工艺对成纱质量的影响进行了初步探讨。
2 试验原料
采用肇融集团的法国雨露麻和孟加拉国的BTD级黄麻纤维进行混纺,选用的亚麻打成麻及黄麻打成麻技术指标见表1。

表1 亚麻和黄麻的纤维性能Table1 The properties offlaxand jute fibers
3 纺纱试验
3.1 亚麻/黄麻混纺试验
工艺流程:栉梳→梳成麻→配麻→成条(亚麻+黄麻)→并条(麻预并)→混并(1-4道)→长麻粗纱→煮漂→湿纺细纱→干燥→络筒。
将黄麻纤维根部去掉约10cm,剩余部分黄麻纤维分割长度约750cm的梢部、中部、根部,加湿养生24小时后进行栉梳机梳理。栉梳工艺参数如表2。

表2 亚麻和黄麻的栉梳工艺参数Table 2 The parameters ofthe hacklingofflaxand jute fibers
亚麻梳成麻及黄麻梳成麻技术指标见表3。

表3 亚麻和黄麻的梳成麻质量Table 3 The qualityofhackled flaxand jute fibers
将亚麻梳成麻及黄麻梳成麻按混麻比例:亚麻67/黄麻33和亚麻83/黄麻17两种配比进行成条及并条,工艺参数如表4。
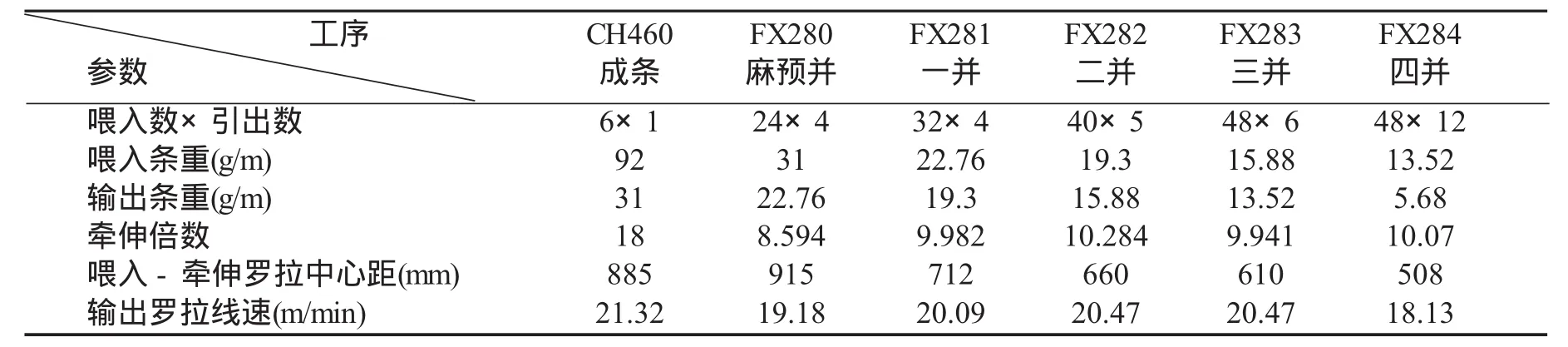
表4 混条及并条工艺参数Table 4 The parameters ofblendingand drawingprocesses
粗纱工艺参数如表5。
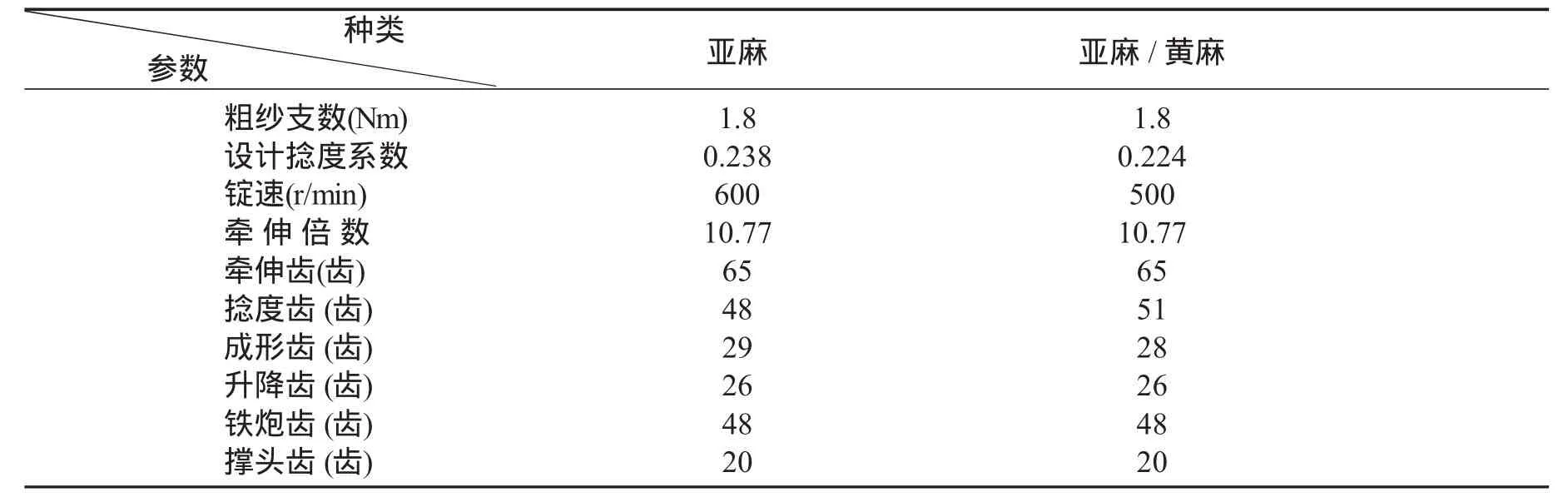
表5 粗纱工艺参数Table 5 The parameters ofroving
煮漂采用亚氧漂工艺,见表6。
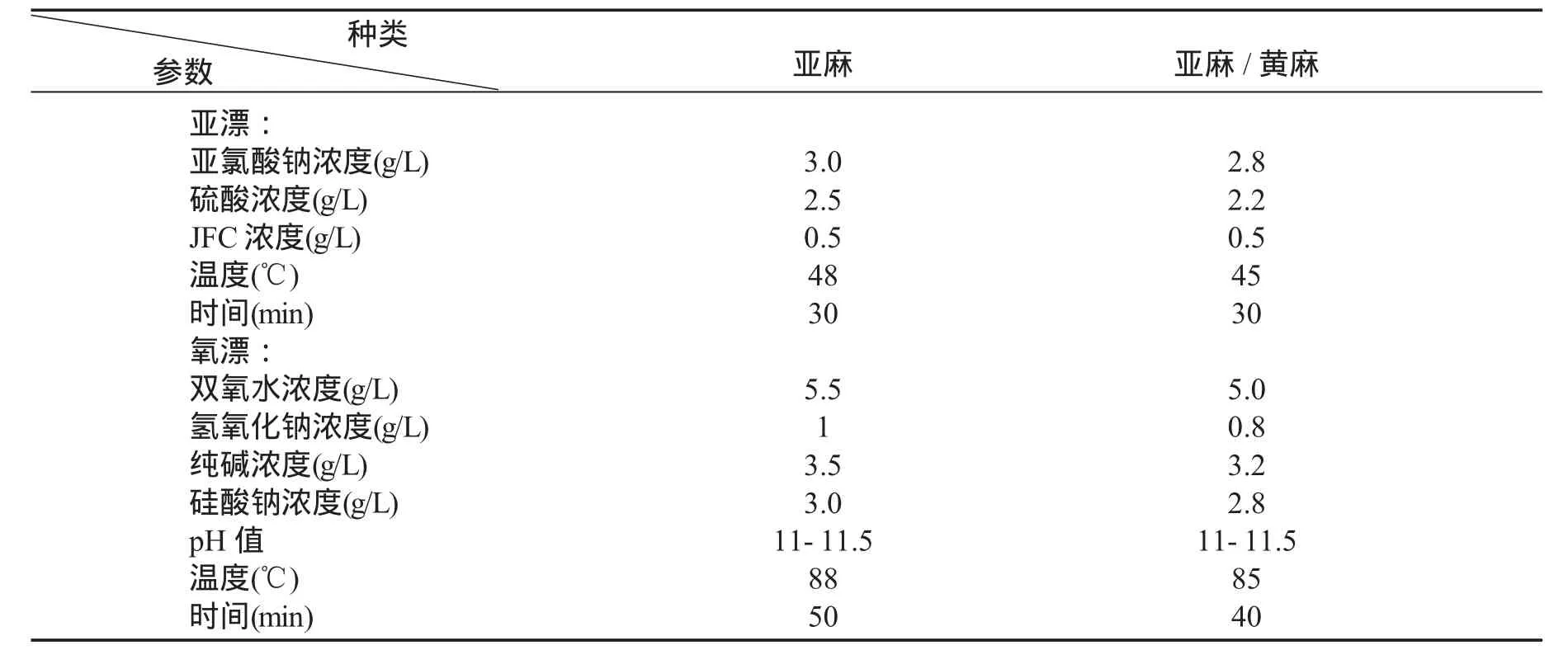
表6 煮漂工艺Table 6 The parameters ofrefiningand bleaching
细纱工艺参数如表7。
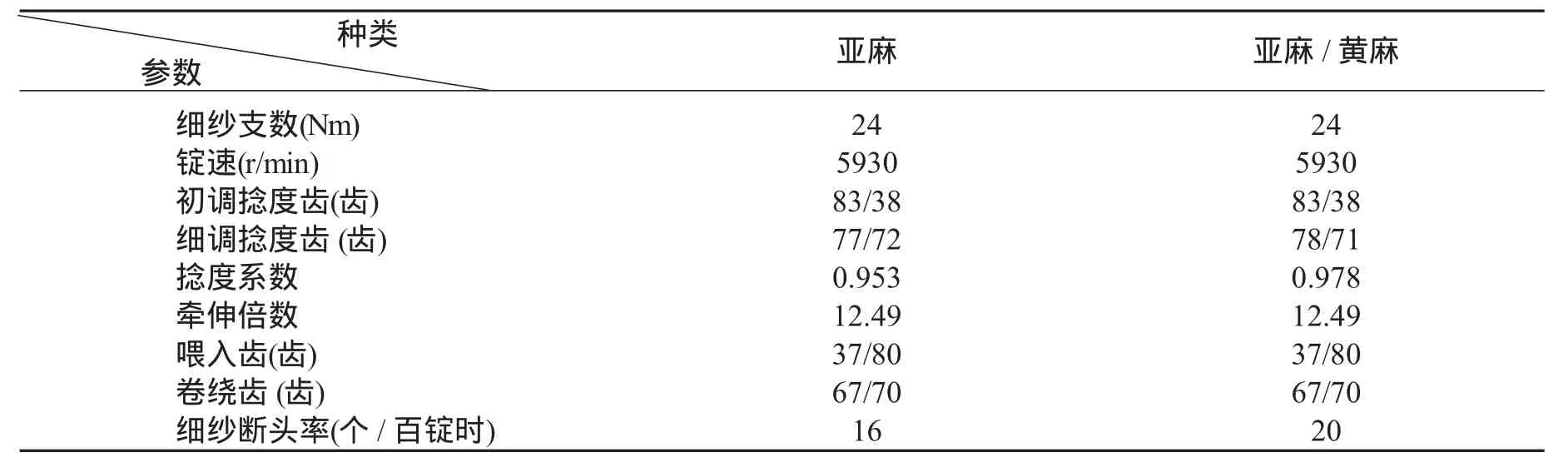
表7 细纱工艺参数Table 7 The parameters ofringspinning
通过上述工艺生产的亚麻/黄麻混纺纱质量如表8所示。

表8 亚麻/黄麻混纺纱质量Table 8 The qualityofblended yarns offlaxand jute
4 结论
4.1 将黄麻纤维根部去掉约10cm,可提高亚麻/黄麻湿纺混纺性,减少毛羽,提高混纺纱的成纱质量。
4.2 亚麻/黄麻湿纺混纺比例对细纱的可纺性有一定影响,亚麻67/黄麻33细纱百锭时断头率为35个,亚麻83/黄麻17细纱百锭时断头率为20个,与纯亚麻细纱的可纺性相当。所以选择合适的亚麻/黄麻湿纺混纺比例对细纱的可纺性及混纺纱成纱质量有一定影响。
4.3 栉梳工艺及煮漂工艺参数的调整,对混纺纱的成纱质量起到关键作用。
4.4 亚麻67/黄麻33混纺纱质量指标仍满足亚麻纱长麻一级纱标准。所以利用亚麻纤维与黄麻纤维混纺改善黄麻的可纺性、降低亚麻成本、制做纯麻制品,在黄麻高性能高附加值产品应用方面提供了一条途径。
[1]严伟,等.亚麻纺纱、织造与产品开发[M].北京:中国纺织出版社,2005.
[2]郁崇文.纺纱工艺设计与质量控制[M].北京:中国纺织出版社,2005.
猜你喜欢
中国麻业科学(2018年6期)2018-04-09 11:22:38
中国麻业科学(2018年6期)2018-04-09 11:22:30
质量技术监督研究(2018年1期)2018-03-26 08:04:36
中国麻业科学(2018年1期)2018-03-15 01:03:48
中国麻业科学(2017年6期)2017-12-21 08:17:37
科学与财富(2017年32期)2017-12-20 08:46:57
纺织科技进展(2015年1期)2015-11-28 05:56:19
中国纤检(2015年3期)2015-03-13 18:28:41
现代纺织技术(2015年6期)2015-02-28 14:03:18
西安工程大学学报(2014年2期)2014-02-28 18:02:24
